Изобретение касается метода обработки криволинейных поверхностей и профилем импульсным методом на станках с программным управлением.
Известен импульсный метод обеспечения прямолинейных траекторий перемещения инструментов.
Особенностью описываемого способа является возможность образования криволинейных поверхностей при импульсном перемещении исполнительных органов станка за счет линейного интерполирования участков кривых.
Использование этого способа позволяет строить системы программного управления упрощенного типа и тем самым открывает возможность для его щирокого применения.
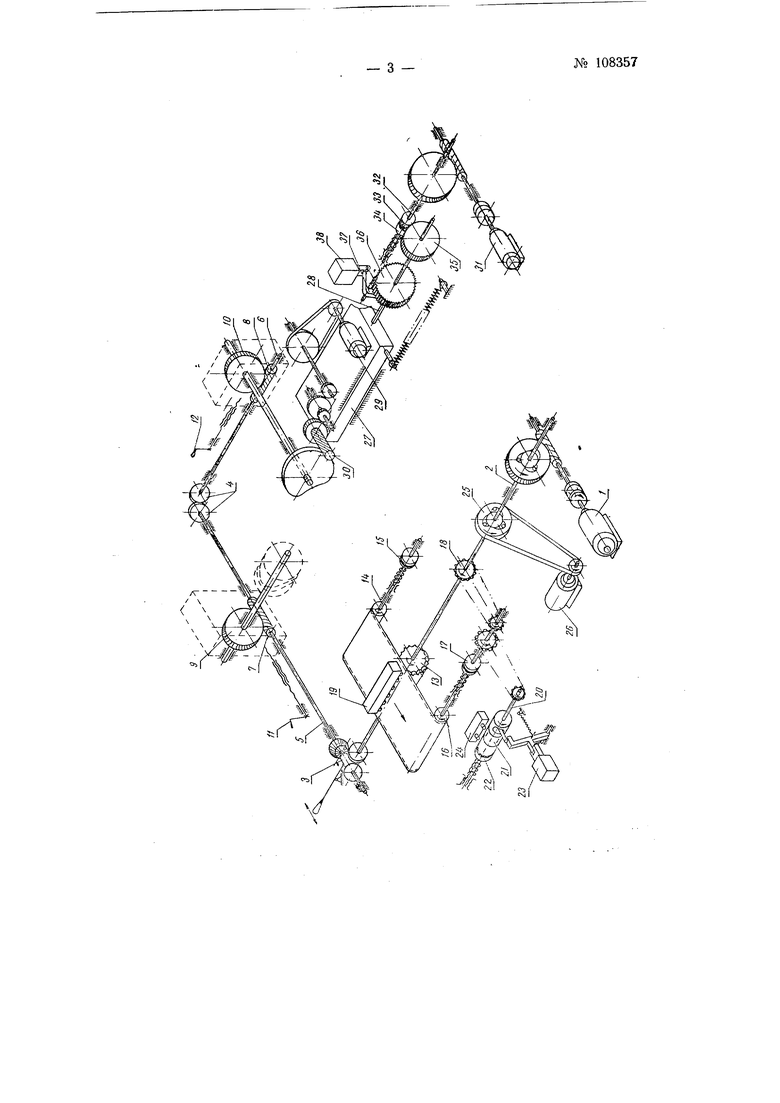
На чертеже изображена схема станка для фрезерования кулачков по описываемому способу.
Электродвигатель 1 через редуктор передает движение валу 2, приводящему во вращение через конический реверс 3 и коническую пару 4 валы 5 и б.
Червяки 7 VI 8, укрепленные на валах 5 и 5 на скользящих шпонках, сцеплены с червячными шестернями
9 и 10 и вместе с ними заключены в бабки, которые с помощью винтов 11 и 12 могут перемещаться вдоль валов 5 м 6.
В отверстия щпинделей, на которых насажены червячные колеса 9 и 10, вставляются оправки для заготовок кулачков. На схеме, в правой бабке изображена оправка с дисковым кулачком. В случае необходимости изготовления цилиндрического кулачка, оправка с заготовкой закрепляется в левой бабке.
На валу 2 закреплен барабан 13 бумагопроводящего механизма. Зубцы барабана входят в перфорацию ленты и перемещают последнюю в направлении, указанном стрелкой.
Лента разматывается с катущки, насаженной на вал 14, затормаживаемым тормозом 15 и наматывается на катущку 16. Наматывание свободной петли ленты осуществляется с помощью фрикционной муфты 17, приводимой во вращение цепной передачей от звездочки 18, насаженной на вал 2. Угловая скорость ведущей части муфты 17 несколько превышает максимальную необходимую угловую скорость катущки 16.
Над барабаном 13 укреплено фотоэ,)ектрическое прочитывающее устройство 19 с шестью фотосопротивлениями. Та же звездочка 18 приводит во врапдение вал 20, на котором свободно насажен барабанчик /, притормаживаемый тормозом 22. Сцепление вала 20 с барабанчиком 21 осуществляется с помощью однооборотной муфты, управляемой магнитом 23. При каждом включении магнита барабанчик проворачивается на один оборот.
На барабанчике 21 имеется два ряда делений. В одном ряду окружность разделена черточками на две части и во втором на шесть частей.
Над барабанчиком 21 укреплено прочитывающее устройство 24 с двумя фотосонротивлениями. Приводимый электродвигателем 1 червячный редуктор соединен с 2 с помощью обгонной муфты. На том валу 2 укреплен шкив 25, соединенный с валом также с помощью обгонной муфты.
Шкив 25 приводится во вращение электродвигателем 26. При включении электродвигателя 26 вал 2 вращается в ту же сторону с большой угловой скоростью.
На суппорте 27, перемещающемся по плоским направляющим с помощью винта 28, укреплен электродвигатель 29, приводящий во вращение с помощью ременной и зубчатой передач фрезу 30. Перемещением сзшпорта 27 управляет механизм, изображенный в правой части схемы.
Реверсируемый электродвигатель 31 через редуктор приводит во вращение вал 32, на который свободно насажена щестерня 33, соединенная с валом при помощи фрикционной муфты 34.
Шестерня 33 сцеплена с щестерней 35, насаженной на винт 28. На винте 28 закреплено анкерное колесо 36, задерживаемое от проворачивания анкером 37. При неподвижном анкере фрикционная муфта 34 проскальзывает, а винт 28 остается неподвижным. При включении магнита 38, качающего анкер, колесо 36 проворачивается на один зуб, что соответствует перемещению суппорта на некоторую определенную величину. Направление перемещения суппорта с фрезой определяется направлением вращения электродвигателя 31.
Лента с программой в .виде закономерно чередующихся светлых и темных просвечиваемых штрихов заправляется в лентопротяжной механизм.
Повороту заготовки кулачка на некоторый угол (например 1°) соответствует перемещение ленты на один, два или четыре кадра, в зависимости от размера изготовляемого кулачка.
Первые три дорожки ленты представляют собой запись закона движения режущего инструмента. В четвертой дорожке ленты программируется реверс электродвигателя 31.
В пятой дорожке программируются сигналы, вызывающие включ ние, либо выключение электродвигателя 26, который приводит заготовку кулачка и ленту в ускоренное движение и включается на необрабатываемых участках профиля.
В щестой дорожке программируется остановка и спуск станка.
Предмет изобретения
Импульсный способ обработки криволинейных поверхностей и профилей, образуемых в результате сложения непрерывного равномерного и прерывистого импульсного относительных движений инструмента и заготовки, обеспечиваемых тем, что либо заготовке, либо инструменту с помощью нанесенных на ленту знаков сообщается ряд отдельных конечных перемещений, отличающийся тем, что между заданными опорными точками обеспечивается линейная интерполяция за счет взаимного перемещения инструмента и заготовки равными долями в пределах двух соседних опорных точек.