Мнзестеи способ формования полых железобетонных изделий паnpiiNicp труб, заключающийся в том, что через неподвижную матрицу, залслняемую сырьевой массой, протаскивают вибровкладыш.
Недостатком такого способа формования изделия является то, что вибровкладыш при движении через матрицу не центрируется. Это приводит к получению трубы с различной толишной стенок по длине.
Согласно изобретению формование
нолых железобетонных трубчатых изi,e,:iHii производят в форме, состояueii пз матрицы и вибровкладышатустообразователя. Однако в целях
центрирования вибровкладыша в
1; трице, он выполнен неподвижным,
а матрица - подвижной, надвигаюцдейся иа вибровкладып.
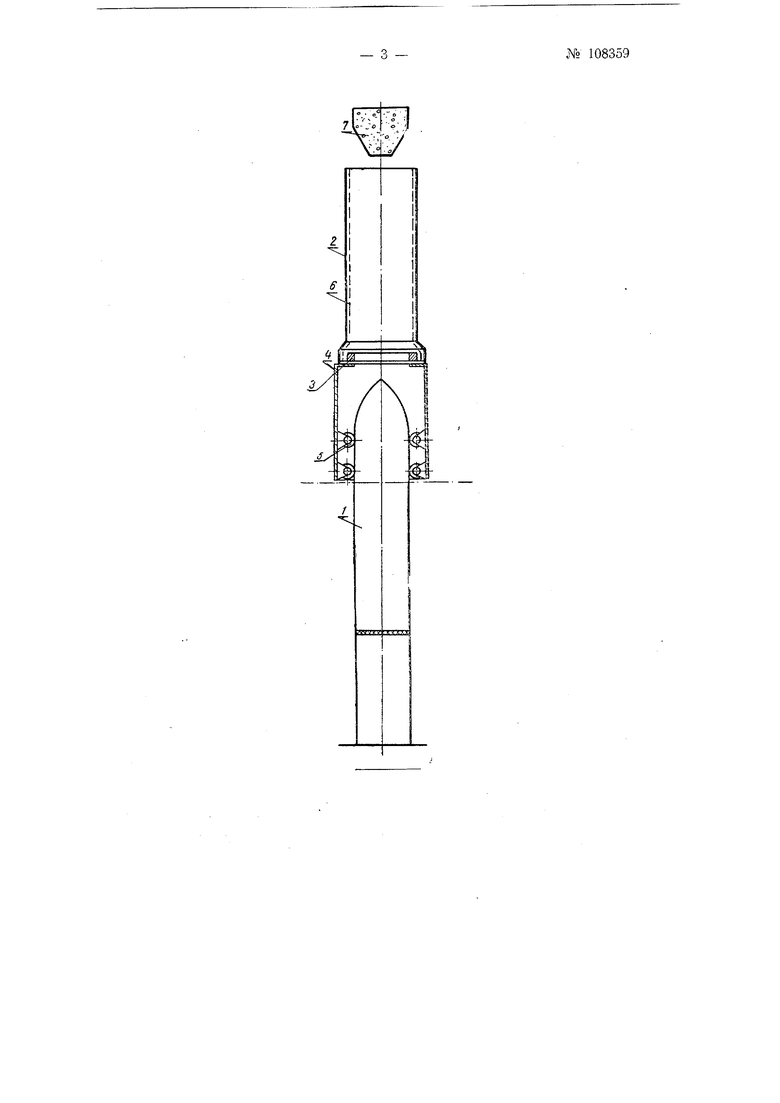
На чертеже изображена схема установкн для формования изделий по предлагаемому снособу.
Вибровкладыш / установлен неподвижно. Матрица 2 с кольцевым поддоном 3 устанавливается на ко.1ьцевом подъемнике 4, снабженном изнутри роликами 5. Носледние,
ско;1ьзя ио поверхности пустотообразователя-вибровкладыша, центрируют опускающуюся на него матрицу. Формоваиие изделия производят следуюпи- М образом.
В исходном по 1ожении матрица находится вверху, так что в ее нижНЮЮ часть входит только верхний конусообразный конец вибровкладыша. Но установке в матрицу арматуры 6 матрицу начинают опускать вниз.
Одиовременно при непрерывном вибрировании вкладыша в форму из бункера 7 направляют бетонную смесь. Последняя скользит по конусной поверхности вкладыша в кольцевой зазор между ним и матрицей.
Конусная поверхность головки вибровкладьпна при опускании матрицы подпрессовывает бетон, Нри таком способе обеспечивается равномерное автоматическое зано.шение формы. В нижнем положении происходит автоматическое переключение с опускания на подъем и матрица с отформованным изделием поднимается вверх, снимаясь с вибровкладыша. После подъема матрица с изделием снимается краном с шюшадкн и транспортируется в камеру твердения.
Предмет из обретен я
Способ вертикального формования полых железобетонных изделий (труб), по которому применяют матрицу и расположенные в ней пустотообразователи, отличаю щ и и е я тем, что вертикальное формование полых изделий производят в форме, состоящей из подвижной жеетко центрированной относительно вибровкладыша опз.скающейся матрицы и неподвижного жестко закрепленного вибровкладыша.
«. Я.-о 1 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления железобетонных изделий с пустотами | 1979 |
|
SU863360A1 |
| Установка для формования многопустотных изделий | 1980 |
|
SU963860A1 |
| Установка для формования трубчатых изде-лий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU850377A1 |
| Установка для изготовления трубофильтров из жестких бетонных смесей | 1986 |
|
SU1447684A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2080988C1 |
| Установка для изготовления легкобетонных теплоизоляционных скорлуп | 1960 |
|
SU132525A1 |
| Самоходный бетоноукладчик с ленточным питателем | 1960 |
|
SU134612A1 |
| Устройство для формования трубчатых изделий из жестких бетонных смесей с немедленной распалубкой | 1982 |
|
SU1092044A1 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1991 |
|
RU2014225C1 |
| Устройство для изготовления напряженно-армированных железобетонных изделий на стендах | 1957 |
|
SU114030A1 |