Питате:1ь к станку для сборки велопокрышек, состоящий из раскаT04Hoii катушки, приводного барабана и двух направляющих роликов, известен.
. Особенностью описываемого питате.ця является то, что, с целью автоматизации его привода, в нем применено установленное в центрах под свисающеГ между направляюпгими роликами ленто протектора коромысло, на одном конце которого закреплена взаимодействующая со свисаюп1,еГ лентой контролирующая п-тастина с закругленным концом, на другом-противовес, а посредине в зажимах-ртутиый выключатель, подключенный в электрическую цепь электродвигателя питателя.
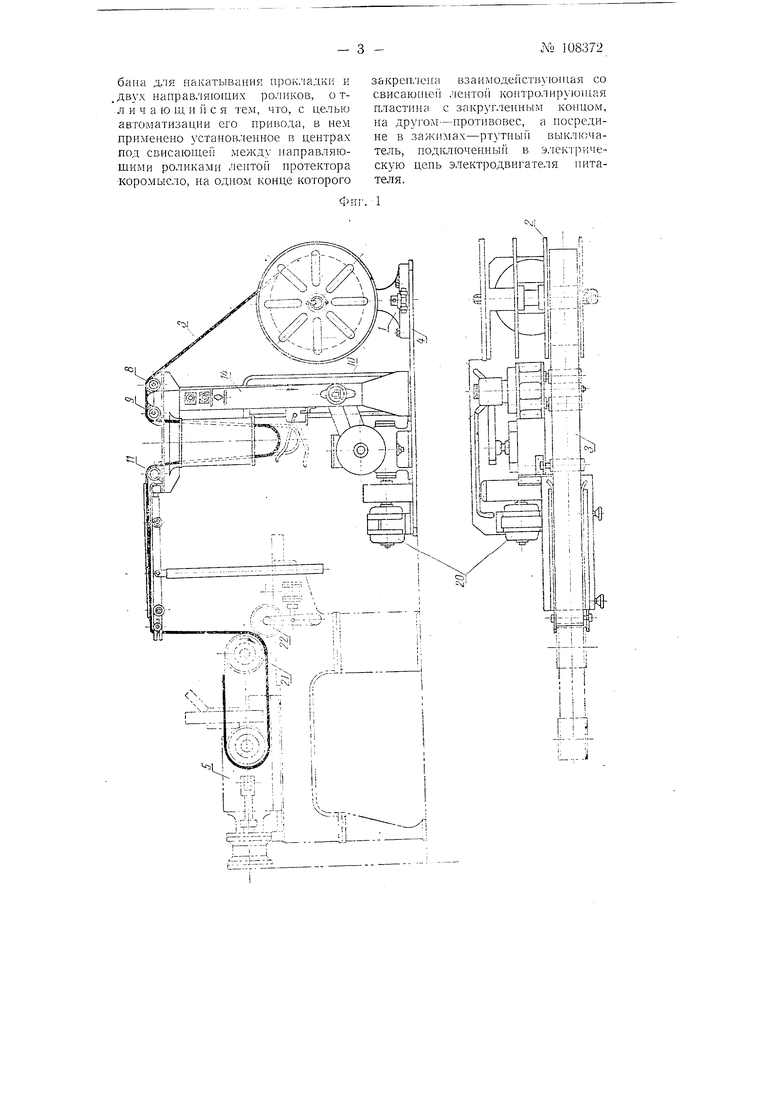
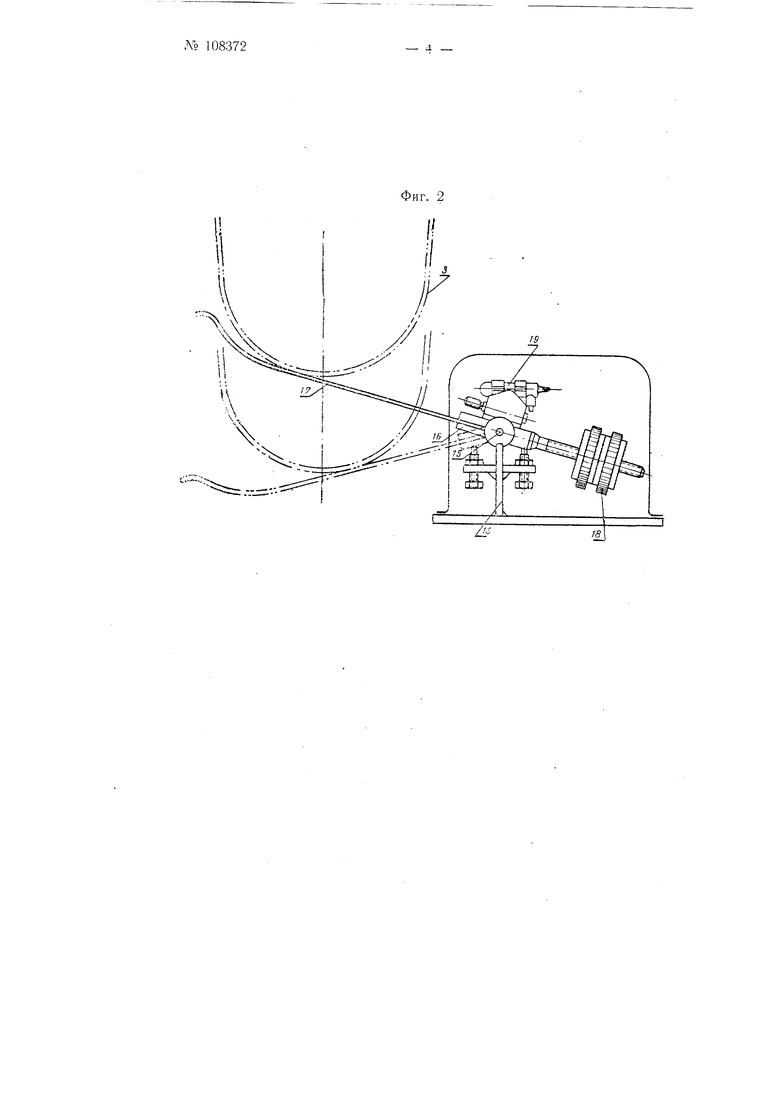
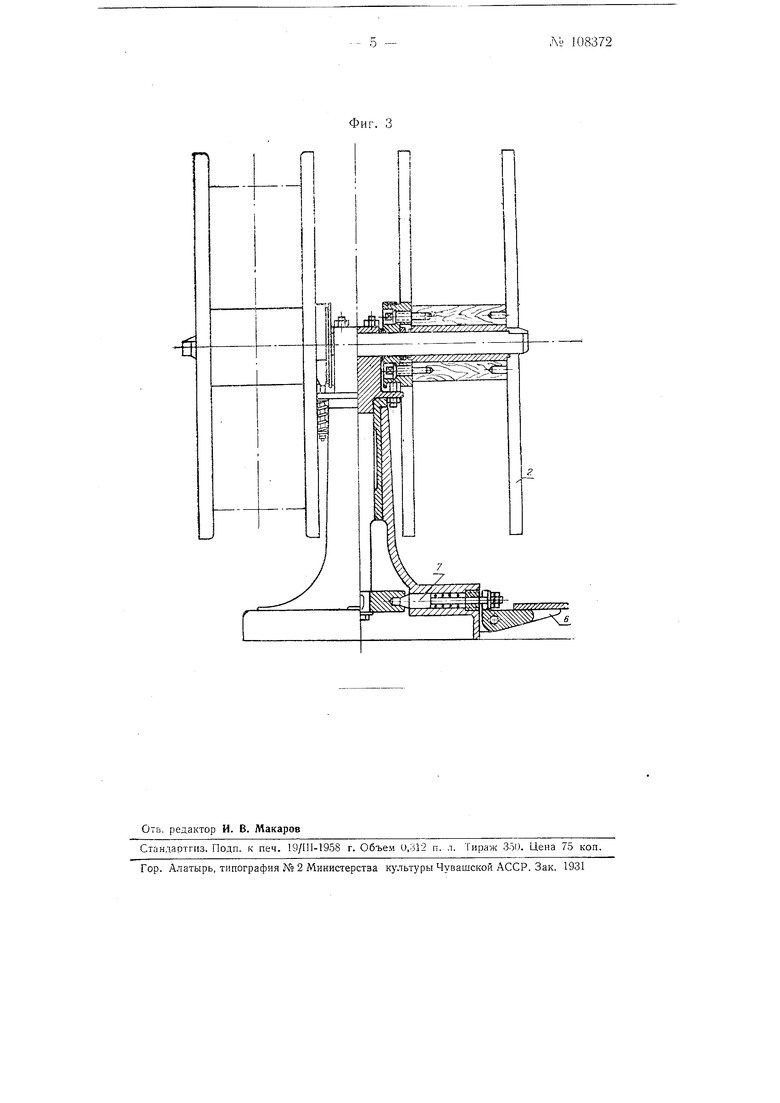
На фиг. 1 изображен описываемый питатель в двух проекциях; на фиг. 2-механизм коромысла с контролирующей пластиной; на фиг. 3- узел раскаточных катущек.
В стойке / питателя на поворотном турникете помещаются две катущки 2, на которые закатывается с прокладкой лента протектора 3. Стойка / установлена на плите 4 питателя таким образом, что одна катунп а на сто1п е всегда располагается по оси лотка питателя и сборочных барабанов станка. С этой катущки лента протектора подается в сборочный станок 5 для наложения на каркас покрыщки. Вторая катун1ка 2 в это время находится на перезарядке. Для замены сработанной катушки необходимо, нажав на педаль 6, освободить фиксатор 7 и повернуть турникет на 180°, вследствие чего новая катунпча 2 станет в рабочее положение.
В верхне| части станины монтированы разде: ителы1ые ролики 8 и 9, связанные между co6oii цилиндрическими шестернями с передаточным отиоп1ением 1:1 . На ролике 8 прокладка отделяется от ленты протектора и поступает на бобину привода 10, где и закатывается.
9 направляет ленту протектора непосредственно в питатель. Нри работе привода ролик 8 враихается за счет трения между прокладкой и поверхностью ролика и через зубчатую передачу приводит во вращение ролик 9. Диаметр ролика 9 несколько больн1е первого, в связи с чем он имеет большую окружную скорость, что способствует принудительному отделению ленты протектора от прокладки.
На одном уровне с разде;1ительifiiiMH ро;1иками 5 и 9 установлен направляющий ролик 11.
Назначение ролика // поддержиRcY b и нанравлять ленту 3 протектора на лоток 12 и предохранять ее от резкнх перегибов и механических гговрежденин.
При работе велосборочного станка, H;i каждую покрьннку расходуется лента нротсктора, подаваемая питате.:1ем. Одновременно нитатель до.пжен создавать у себя запас .ченты Д.ДЯ нодачи в станок на следуюнаую покрьпику. Д,-|я автоматизации привода этого процесса в подс1авке 13, HpHiqjen.ieinioii к с1анине 14 в центрах о установ.теио коромысло 16 под CBHcaiomeit лепто 3. На одном конце коромысла 16 закреплена взапмоде1 |ствуюн ая со свисаюним .ricirroi контролнрующая пластина 17 с закругленным концом, на дру ом--противовес 18, а посредине ртутньп В1 1Ключате,1в 9, подключенны11 в э.тектрическую цепь электродвигате.тя 20.
РтутныГг выключате. 19 в зависимости от положения коромысла 16, прерывает или замьнсает электрическую цепь питателя, обусловливая тем самым пуск и.ти остановку э.гектродвигателя 20. Коромысло 16 имеет два характерных положения:
1положение. Пластина 17 коромысла 16 поднята вверх, в это время контакты ртутного выключателя 19 замкнуты, злектродвигате.ть 20 привода вкпочен.
2полсх(. Пластнна 17 коромысла 16 под действием веса ленты 3 протектора (петли) опущена вниз, конта ;ты ртз-тного выключателя 19 разъединены, электродвигатель 20 привода вык;ночеп.
Это положение создается в результате того, что лента 3 протектора, поступающая в питатель в результате работы привода, собственным весом давит на пластинку 17 коромысла, опускает ее вниз, что приводит к выключению электродвигателя 20.
В работе питателя различаются два положения: заправка и автоматическая работа.
Заправка в питатель .пенты 3 протектора производится следуюпдим образом.
Рукоятка пакетного переключате, ля устанавливается в положение «заправка. Затем вручную нрокладка с катушки 2 через ро.чик 8 заправляется па бобину привода, и нажатием кнопки «пуск включается электродвигате;|ь привода. На бобину 10 привода наматывается прокладка, а поступаюн1ая лента 3 протектора вручную заправляется на ,чоток 12. В да.1ьнейн ем, между р а 3де.1 ы i ы м н н на н р а вл я юп iи м и роликалти образуется пет.тя, которая вь к;почает привод. Нажатием кнопки «стоп электроднигате.ть 20 привода вьичлючается.
После заправки, перек.чючатель станавливается в положение «автоматическая работа.
Автоматическая работа питателя закл очается в следуюпшм.
Конец протекторной ленты 3, свисаюндий с лотка 12, подклеивается к каркасу покрышки, а затем В{С1Ючается привод велосборочпого станка 5. Приводной барабан 21 при враHieHHH перемещает каркас покрыгпки, который, в свою очередь, тянет ленту протектора под прикаточный ролик станка 22, тем самым осундествляя наложение протектора на каркас. Когда каркас покрыижи сделает полный оборот, привод станка выключается, а лента протектора обрезается настолько, сколько необходимо для образования стыка.
При наложении на каркас ленты протектора, последняя будет расходоваться из запаса, образуемого петлей в питателе. Как только лента протектора освободит пластинку 17 коромысла 16, последняя под действием противовеса 18 поднимется вверх, что вызовет включение электродвигателя 20 привода и подачу в питатель ленты протектора с раскаточной катушки.
Предмет изобретения
Питатель к станку для сборки велопокрышек, состожций из раскаточпой катушки, приводного барабана для накатывания прок.чадкк и .двух направляющих роликов, о тл и ч а ю щ и ii с я тем, что, с целью автоматизации его привода, в нем применено установ.тенное в центрах под свисающей между направляюшими роликами леитоГ протектора коромысло, на одном конце которого
закреплена взаимодействуюп1ая со свисаюн1е| 1 ленто контролируюнгая пластина с закругленным ко1щом, на другом-нротивовес, а посредине в за/кимах-ртутный выключатель, подключенный в э.чектркческую цепь электродвигателя питателя.
Фи1-.
ПП . f.
Hi Я jii I i
. - I - i .JiP
li; - ;riJ
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обкладки резиной сердечниковтранспортерных лент | 1952 |
|
SU99535A1 |
| Линия сборки автопокрышек | 1965 |
|
SU273922A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Питатель к брекерному станку | 1976 |
|
SU608661A1 |
| Автоматический станок для чистки и перемотки прокладки | 1961 |
|
SU148503A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Устройство для изготовления обрезиненногоКОРдНОгО пОлОТНА | 1978 |
|
SU804510A1 |
| Ткацкая машина | 1956 |
|
SU120771A1 |
| Установка для подачи мерных слоев заготовок на сборочные станки | 1983 |
|
SU1143610A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАМОТКОЙ СЛОИСТЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И НАМОТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054358C1 |