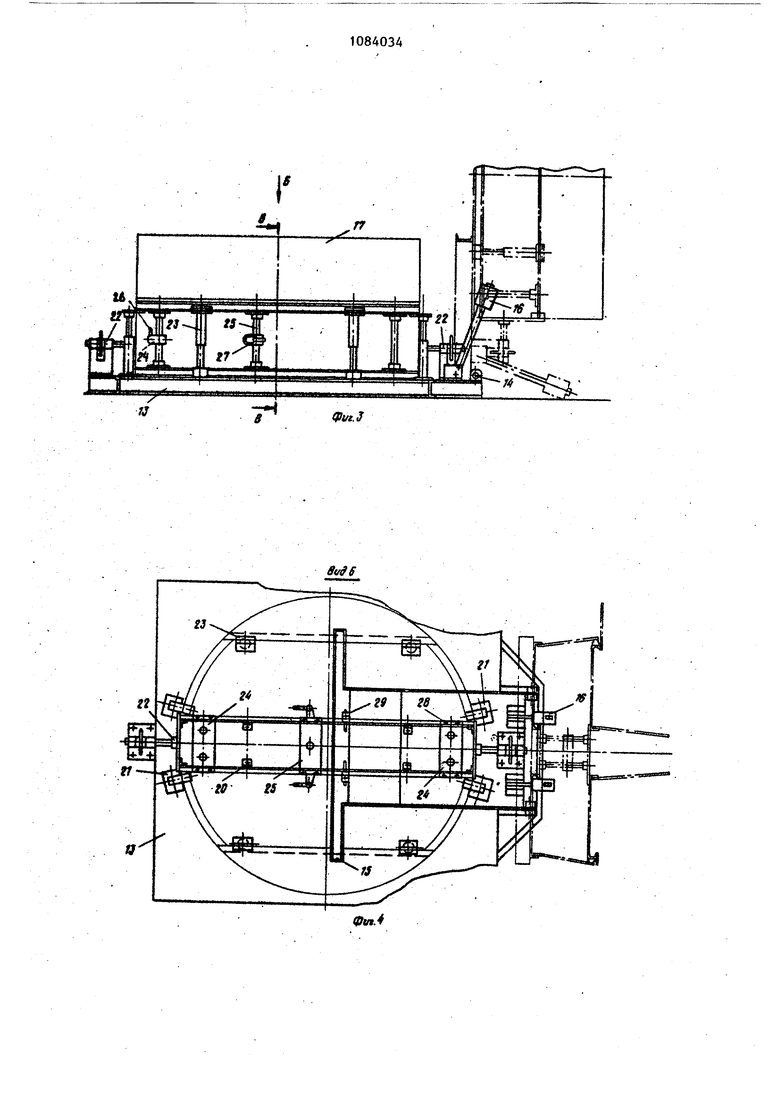
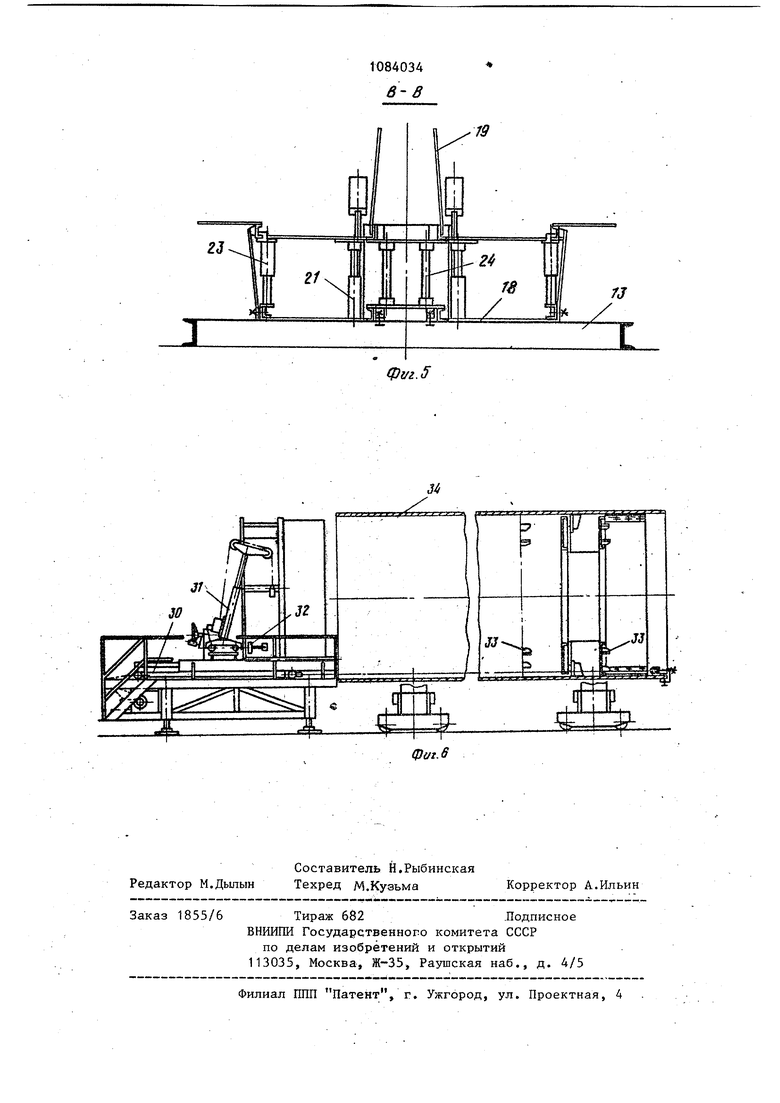
1 Изобретение относится к химическому и нефтяному машиностроению, а именно к конструкции внутренних устройств (тарелок) механизации их сборки и установки в корпуса колонных аппаратов. Известно устройство для сборки тарелок, содержащее опоры с поворот ной рамой и прижимы Li 3. Недостатком известного устройств является сложность сборки и установ ки тарелок в колонну. Цель изобретения - упрощение сбо ки.. Поставленная Цель достигается тем, что устройство для сборки таре лок, содержащее опоры с поворотной рамой и прижимы, снабжено горизонта ной перегородкой, расположенной в одной плоскости с поворотной рамой, подвижными попарно установленными упорами и монтажными стойками, при этом упоры и стойки прикреплены к. горизонтальной перегородке и поворо ной раме, На фиг. 1 приведена конструкция блока тарелок, общий вид-, на фиг. 2 разрез А-А на фиг. 1} на фиг. 3 устройство для сборки тарелок на фиг. 4 - вид Б на фиг. 3 на фиг, 5 разрез В-В на фиг. 3-, на г. 6 принципиальная схема установки блоков тарелок в корпус аппарата. Блок тарелок (фиг. 1 и 2) состои из опорных полурам 1 и 2, включающих соответственно уголки 3, швелле ры 4 и полукольца 5, снабженных В141:(вижнымн кронштейнами 6 (16 шт. на блок), и сливных элементов 7, ук репленных на полурамах и имекщйх выдвижные планки 8. Полурамы, тарелк с боковыми спинами соединены посред ством поддона 9, укомплектованного К4ЦВИЖНЫМИ столиками 10, а полура1У& тарелки с центральным сливом имеют сегменты 11, выполненные с возможностью смещения в радиальном направ лении. Тарелки соединены между собой сваркой в месте контакта 12. Устройство для сборки тарелок в блок (фиг. 3,4 и 5) содержит горизонтальную перегородку 13, в которо смонтирована поворотная на оси 14 15. В исходном положении рама находится на одном уровне с горизонтальной перегородкой, составляя с последней единое целое. 4 Поворотная рама 15 снабжена противовесом 16, удерживающим ее в вертикальном положении при съеме блока 17 тарелок. Для сборки элементов тарелок с боковыми сливами 18 и центральным 19 на горизонтальной перегородке и на раме размещены попарно упоры 20, регулируемые по высоте монтажные стойки 21, и винтовые пружины 22. Сборка тарелок в блок производится с применением технологических стоек 23 и опор 24 и 25. Одна из опор 24, наиболее удаленная от оси поворота рамы, снабжена серьгой 26, а средняя опора 25 снабжена двумя серьгами 27. Устройство работает следующим образом. Упоры 20 и монтажные стойки 21 размещают на монтажной площадке и,поворотной раме 15 с учетом типоразмера собираемого блока 17. Затем устанавливают элементы тарелки с боковыми сливами 18 по настроенным упорам и стойкам и фиксируют винтовыми прижимами 22. На элементы тарелки с боковыми сливами монтируют технологические стойки 23 и опоры 24 vi 25 и настраивают их на заданный шаг тарелок в блоке (расстояние между тарелками). После этого на них и стойки 21 укладывают элементы тарелки с центральным сливом 19. Установленные элементы тарелок скрепляют с TekHoлогическими стойками и опорами с помощью шпилек 28. В местах сопряжения (фиг. 1) тарелки скрепляют с помощью электросварки. Собранный таким образом блок тарелок фиксируют на поворотной раме планками 29, а монтажные стойки 21 и винтовой прижим 22, размещенные на горизонтальной перегородке 13,.переводят в нерабочее положение. Затем при помощи подъемных средств блок тарелок кантуют за серьгу 26 в вертикальное положение совместно с поворотной рамой. В. вертикальном положении раскрепляют планки 29 и блок со стойками 23 и опорами 24 и 25, придающими ему жесткость, транспортируют к установке для заводки и монтажа блоков (фиг. 6), а раму возвращают в исходное положение для сборки следующего блока. На установке блок тарелок подвешивают на крюках подъемного устройства 31 тележки за серьГи 27 (фиг. 3), освобождая серьгу 2 Затем блок тарелок приподнимают, выверяют для образования равномерного зазора между блоком и корпусом аппарата и закрепляют зажимами 32. При этом все вьщвижные элементы блока тарелок (фиг. 1), кронштейны 6, планки 8, столики 10, сегменты t1 смещаются в сторону оси блока для увеличения зазора при транспортировке к месту установки. Перед транспортировкой блоков тарелок производится разметка корпуса аппарата под их установку и монтаж элементов ориентации 33. Блок тарелок на тележке транспортируется к месту установки,выставляется по элементам ориентации и закрепляется к ним при помощи электросварки. После этого все выдвижные элементы тарелок перемещают до соприкосновения с корпусом 34 аппарата закрепляют с использованием крепежных деталей и приваривают к корпусу. Затем технологические стойки и опоры 23, 24 и 25 демонтируют, и транспортная т ележка возвращается f. исходное положение.
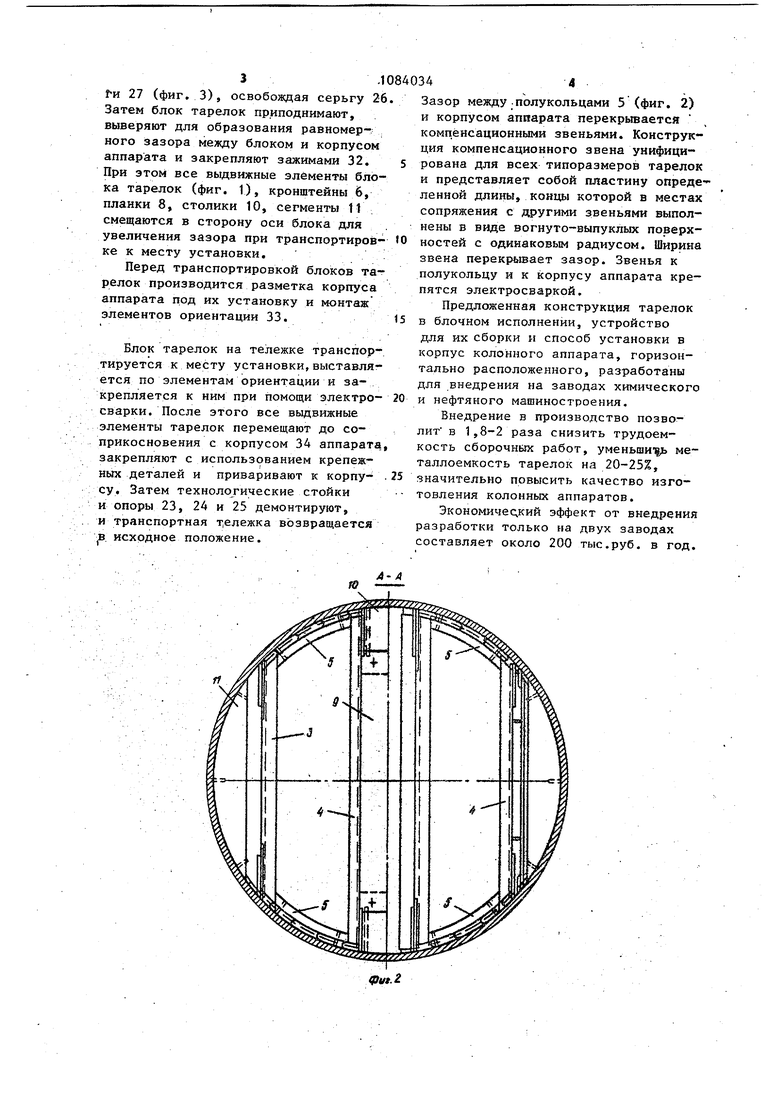
/i Зазор между полукольцами 5 (фиг. 2) и корпусом аппарата перекрьгоается комцёнсационными звеньями. Конструкция компенсационного звена унифицирована для всех типоразмеров тарелок и представляет собой пластину определенной длины, концы которой в местах сопряжения с доугими звеньями выполнены в виде вогнуто-выпуклых поверхностей с одинаковым радиусом. Ширина звена перекрывает зазор. Звенья к полукольцу и к корпусу аппарата крепятся электросваркой. Предложенная конструкция тарелок в блочном исполнении, устройство для их сборки и способ установки в корпус колонного аппарата, горизонтально расположенного, разработаны для внедрения на заводах химического и нефтяного машиностроения. Внедрение в производство позволит в 1,8-2 раза снизить трудоемкость сборочных работ, уменьши металлоемкость тарелок на 20-25%, значительно повысить качество изготовления колонных аппаратов. Экономичес;кий эффект от внедрения разработки только на двух заводах составляет около 200 тыс.руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа тарелок | 1983 |
|
SU1124993A1 |
| Опорные элементы блока тарелок массообменного аппарата | 1985 |
|
SU1309998A1 |
| Устройство для монтажа тарелок внутри колонных аппаратов | 1987 |
|
SU1468557A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Устройство для установки ректификационных тарелок в колонном аппарате | 1980 |
|
SU946576A1 |
| Кондуктор для сборки объемных блоков | 1982 |
|
SU1081324A1 |
| Устройство для подъема длинномерной конструкции в вертикальное положение | 1985 |
|
SU1291542A1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| Модульный многофункциональный транспортно-технологический комплекс | 2022 |
|
RU2785589C1 |
| Кондуктор для закрепления в проектном положении панельных перегородок | 1983 |
|
SU1165762A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ ТАРЕЛОК, содержащее опоры с поворотной рамой и прижимы, отличающее с, я тем, что, с целью упрощения сборки, оно снабжено горизонтальной перегородкой, расположенной в одной плоскости с поворотной рамой, подвижными попарно установленнымиупорами и монтажными стойками, при этом упоры и стойки прикреплены к горизонтальной перегородке и поворотной. раме.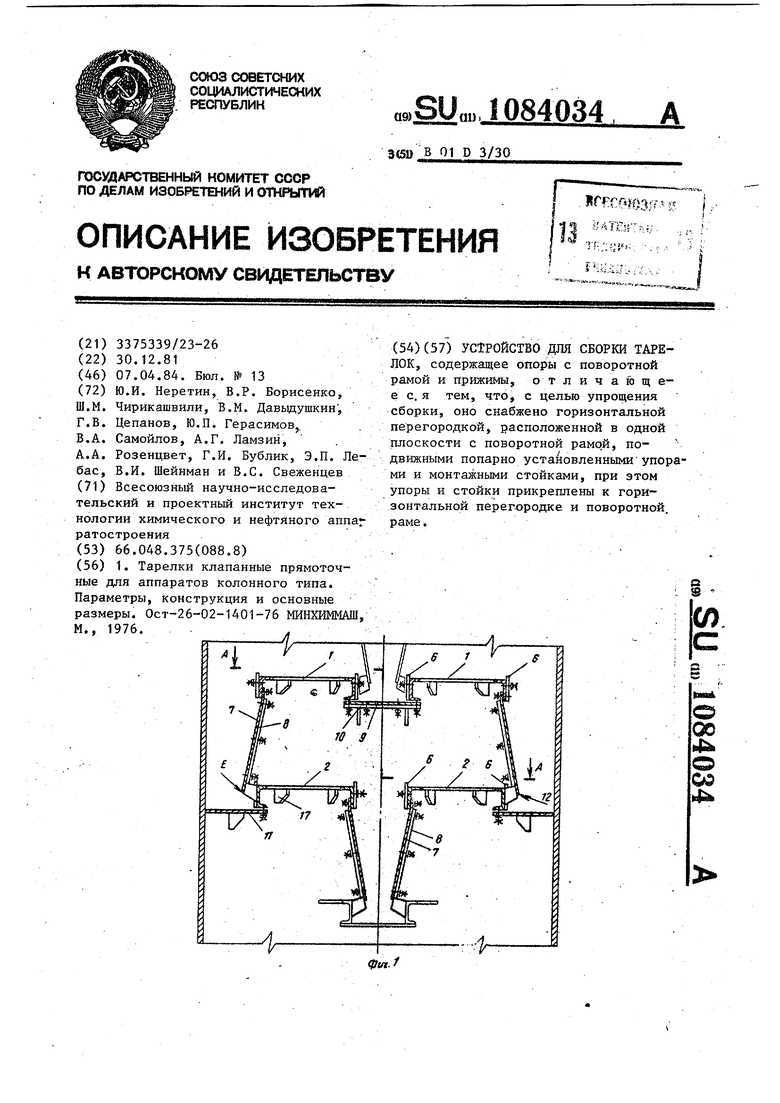
1084034 в-8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тарелки клапанные прямоточные для аппаратов колонного типа | |||
| Параметры, конструкция и основные размеры | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
