Т
X
4;
41 1 Изобретение относится к судостроению, к постройке судов симметричного двухштевневаго корпуса. Известен сяособ постройки корпуса судна, вклочающий изготовление блоков, установку продольных переборок в районе монтажного стыка, (Соединение блоков между собой в монолитную конструкцию 1. Недостатком известного способа является большая трудоемкость монтажных работ при соединении набора и обшивки соседних (симметричных) блоков между собой в монолитную кон струкцию, а также монтаж и демонтаж фальшпереборок. Целью изобретения является упрощение операции монтажа, а также рациональное использование пространст ва между блоками в качестве цистерн Поставленная цель достигается тем, что согласно способу постройки корпуса судна, включающему изготовление блоков, установку продольных переборок в районе монтажного стыка соединение блоков между собой в монолитную конструкцию, перед операцией соединения блоков изготовляют пластины жесткости с шириной равной монтажному интервалу между смеж ными стыкуемыми стенками блоков и ус танавливают их на этих стенках, а при операции соединения блоков плас тины жесткости одного блока распола гаются между пластинами жесткости другого, при этом блоки корпуса сое диняют между собой накладной металлический полосой по всему периметру стыкования смежных блоков. На фиг. 1 показано положение бло ков перед стыковкойi на фиг. 2 процесс стыковки на фиг. 3 - сечение А-А на фиг. 2. На чертежах обозначены блоки 1,2 корпуса, продольные переборки 3,4, вертикальные стойки 5, установленны на продольных переборках 3 и 4, а также накладной элемент 6 (металлическая полоса). Изготавливают корпус из двух сим метричных блоков 1,2, устанавливают продольные переборки 3,4. Затем изготавливают пластины жесткости 5 с шириной равной монтажному интервалу между блоками. Чтобы стойки 5 обеспечивали необходимую жесткость при транспортировке блоков, их мож но вьшолнять Д -образной формы. Пла тцкщ жесткости 5 устанавливают на продольных переборках 3 и 4 так, чтобы после соединения блоков 1 и 2 пластины жесткости 5 блока 1 располагались между пластинами жесткости 5 блока2. Далее производят насьпцение блоков 1 и 2 оборудованием с обеспечением максимальной эксплуатационной готовности. Операцию соединения блоков производят обычно не на заводе-изготовителе, а в месте эксплуатации судна после доставки .блоков любым видом транспорта. При этом габариты блоков обеспечивают возможность транспортировки их потребителю любым видом транспорта, а пластины жесткости 5, имеющие -образную форму, предохраняют продольные переборки 3 и 4 блоков 1,2 от деформации. Для проведения окончательного монтажа корпуса в месте сборки блоки 1 и 2 устанавливают на стапеле. При этом операция монтажа значительно упрощается, так как отпадает необходиместь в подгонке монтажных стыков соединений набора .соседних блоков, поскольку пластины жесткости 5 сразу задают величину монтажного интервала вследствие того,что ширина их равна величине монтажного интервала.. Затем монтажный интервал покрывают накладным элементом 6 (ме-. таллической полосой). При этом изготовление вертикальных стоек с шириной равной монтажному интервалу между блоками, обеспечивает оптимальную ширину стальной полосы 6, необходимую для достаточной прочности и жесткости соединения блоков корпуса. После операции соединения между продольными переборками 3, 4 и накладным элементом 6 образуется емкость, , которую используют в качестве судовой топливной цистерны. Вертикальные стойки 5 при этом выполняют роль гасителей свободного переливания жидкости. Так .как судовая топливная цис терна располагается в ДП судна, то уровень топлива в ней не влияет на крен судна, что особенно важно для судов небольшого водоизмещения. Для обеспечения удобства обслуживания продольные переборки 3,4 выпол няют с герметичными смотровыми окнами. Изобретение позволяет упростить монтажные работы, рационально использовать пространство между блоками корпуса в качестве судовых цистерн, пластины жесткости выполняют роль гасителей свободного переливания жидкости. Кроме того, изобретение позволяет произво;щть насыщение
блоков оборудованием с максимальной технической готовностью и транспортировку блоков к потребителю любым видом транспорта.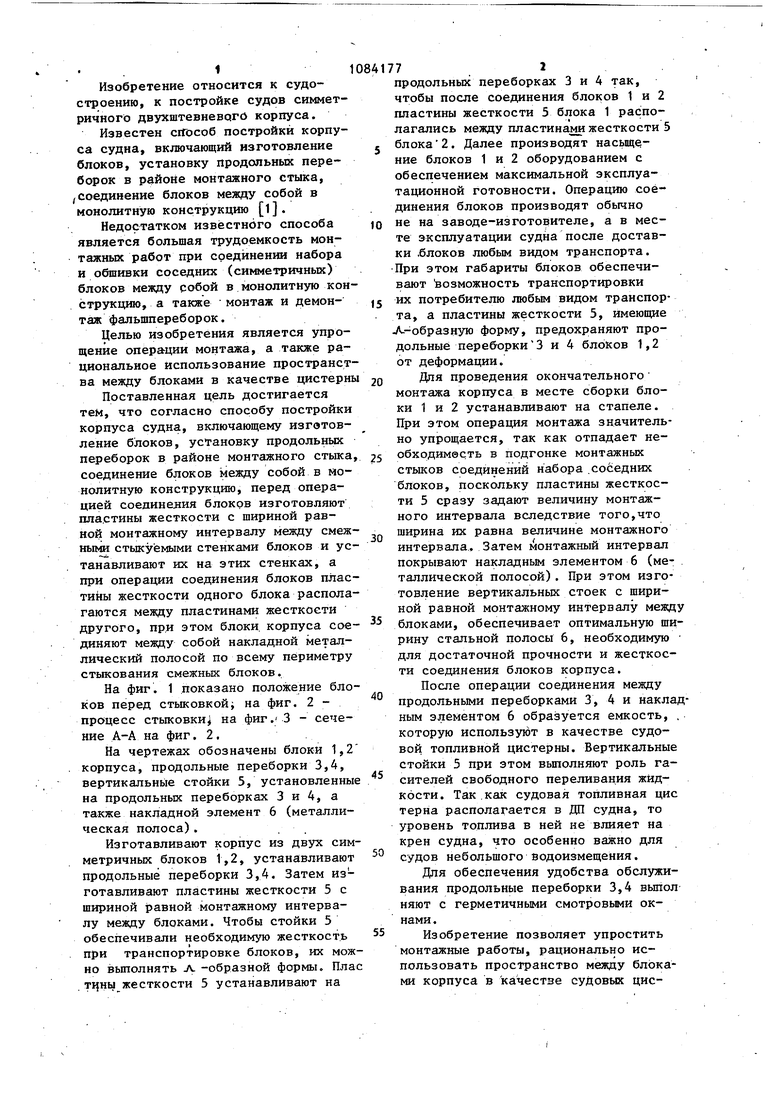

| название | год | авторы | номер документа |
|---|---|---|---|
| Надстройка корпуса судна | 1987 |
|
SU1504152A1 |
| Способ постройки судна (его варианты) | 1982 |
|
SU1070053A1 |
| Судно для перевозки массовых грузов | 1986 |
|
SU1318481A1 |
| Способ постройки корпуса судна | 1977 |
|
SU821285A1 |
| Способ постройки корпуса танкера | 1979 |
|
SU816863A1 |
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| Способ изготовления блока судна | 1981 |
|
SU984921A1 |
| СУДОВАЯ ПРОЧНАЯ ЦИСТЕРНА-КОФФЕРДАМ | 1993 |
|
RU2087371C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Блок корпуса судна | 1980 |
|
SU944983A1 |
СПОСОБ ПОСТРОЙКИ КОРПУСА СУДНА, включающий изготовление блоков, установку продольных переборок в районе монтажного стыка, соединение блоков между собой в монолитную конструкцию, отличающийс я тем, что, с целью упрощения операции монтажа, а также рационального использовайия пространства между блоками в качестве цистерны, пе-: ;ред операцией соединения блоков изготовляют пластины жесткости с шириной равной монтажному интервалу между смежными стыкуемыми стенками , блоков, и устанавливают их на этих стенкахj а при операции соединения блоков пластины жесткости одного блока располагают между пластинами жесткости другого, при этом блоки корпуса соединяют между собой накладной металлической полосой по всему периметру стыкования смежных блоков. (Л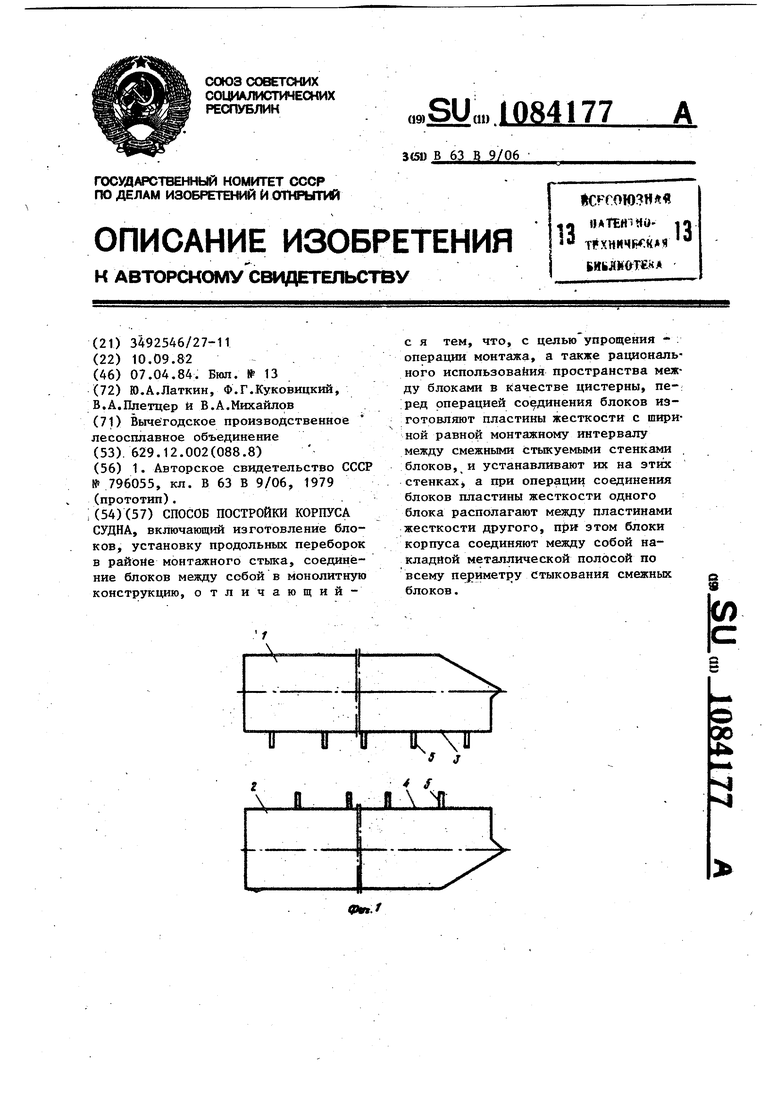
F1FT
U
А
фиг. 2
А-А
X
Фцг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ крупноблочного строительстваплАВучиХ СООРужЕНий | 1978 |
|
SU796055A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| ; | |||
