В металлургической промышленности большое распространение получили трубосварочные станы, производяш,ие трубы как методом печной сварки, так и электросваркой. Исходным материалом для указанных труб служит стальная лента, поступаюш,ая к трубосварочным станам в виде рулонов ограниченной ДЛИНЫ. Заправка в стан ленты очередного рулона сопряжена с потерей времени, что заметно снижает производительность стана.
Известны различные способы образования запаса ленты для обеспечения непрерывности процесса прокатки и травления. Для этого в станах устанавливается стыкосварочная машина и петлеобразователь. Стыкосварочная машина производит сварку лент рулонов, а петлеобразователь создает запас ленты между стыкосварочной машиной и станом, который обеспечивает непрерывную подачу ленты в стан на время процесса сварки лент рулонов. Петлеобразователи устанавливаются также и в травильных агрегатах.
Известные способы требуют значительной производственной площадки.
Описываемы) способ не имеет указанного недостатка. Это достигается тем, что ленту свивают последовательно в две спирали различного диаметра и длину запаса ленты определяют по разности длин этих спиралей.
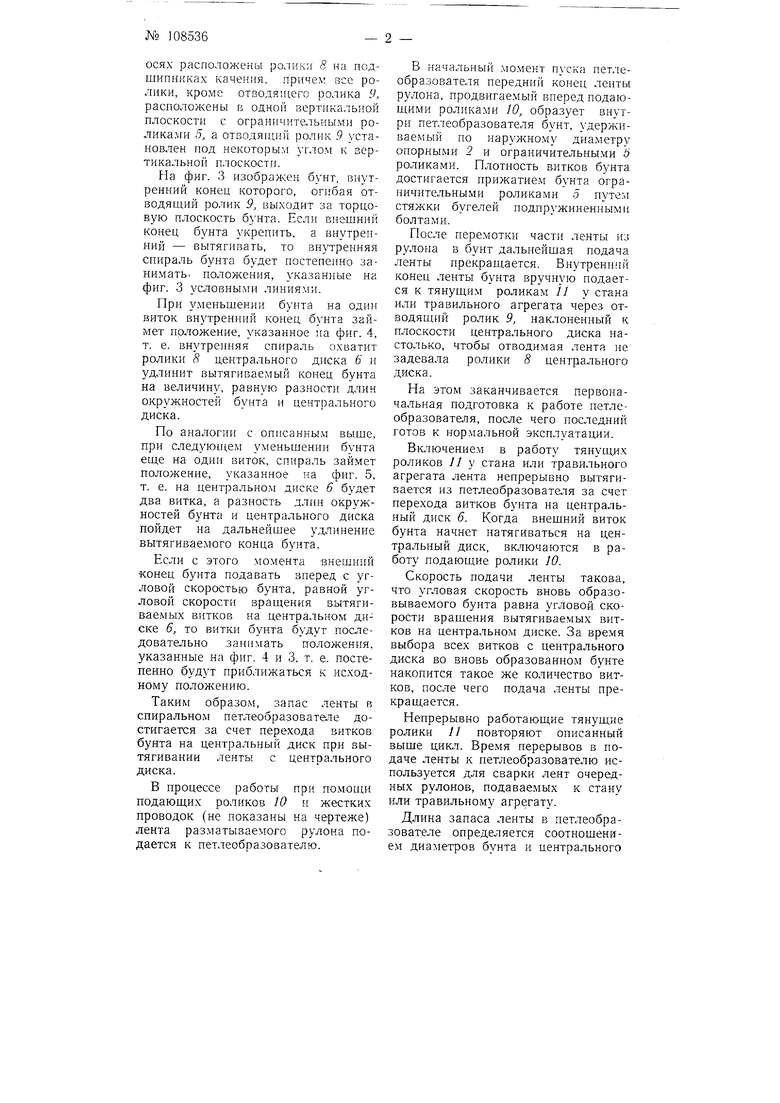
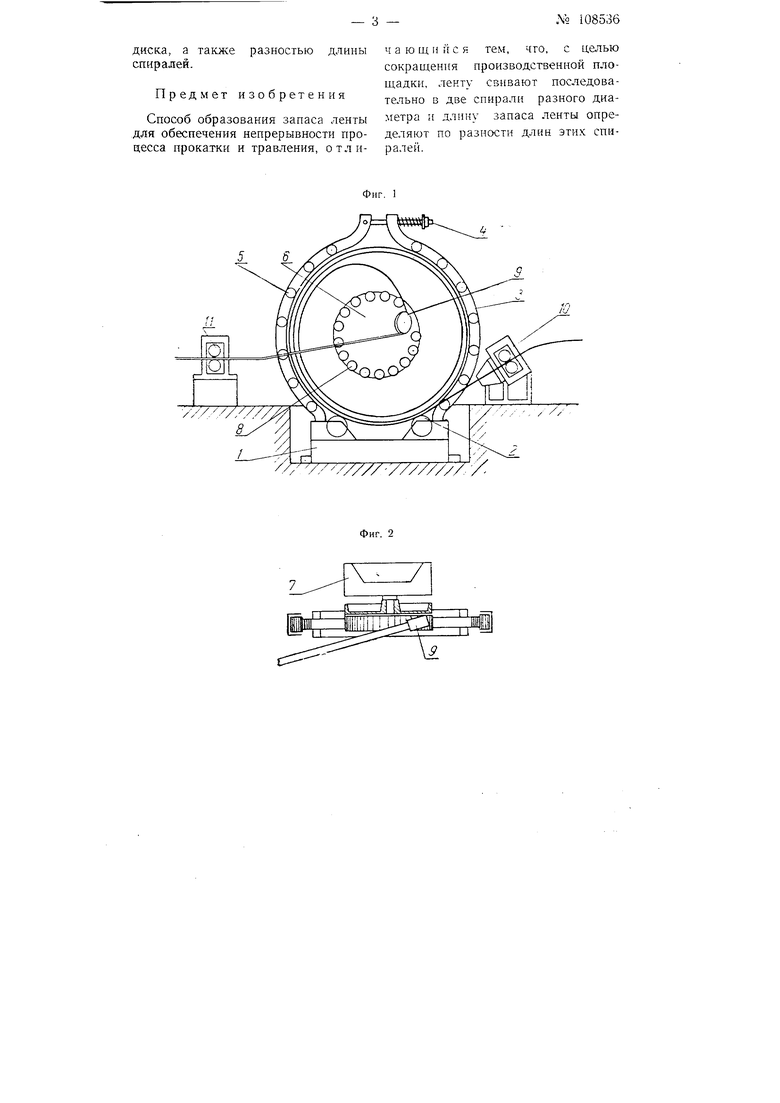
На фиг. 1 изображен петлеобразователь, вид с торца; на фиг 2- то же, в разрезе; на фиг. 3, 4 и 5- положения спиралей ленты в процес-се работы.
На станине / петлеобразователя смонтированы два опорных ролика 2 на подшипниках качения. К кронштейнам станины шарннрно прикреплены два бугеля 3, вверху связанные между собой подпружиненным стяжным болтом 4. По длине бугелей расположены ограничительные .ролики 5.
Концентрично расположению ограничительных роликов 5 установлен центральный диск 6, который жестко укреплен на стойке 7. По окружности центрального диска иа
осях расположены роликп 8 на подшипниках качения, npH4eN все ролики, кроме отводящего ролика 9, расположены в одной вертикальной плоскости с ограничительными роликами 5, а отБОДЯгций ролик 9 установлен под некоторьп углом к вертикальной плоскости.
На фиг. 3 изображен бунт, внутренний конец которого, огибая отводящий ролик Я выходит за торцовую плоскость бунта. Если внешний конец бунта укрепить, а внутреиний - вытягивать, то внутренняя спираль бунта будет постепенно занимать- положения, указанные на фиг. 3 условными линия.ги.
При уменьшении бунта на один виток внутренний конец бупта займет положение, указанное на фиг. 4, т. е. внутренняя спираль охватит ролики 8 центрального диска 6 и удлинит вытягиваемый конец бунта на величину, равную разности длин окружностей бунта и центрального диска.
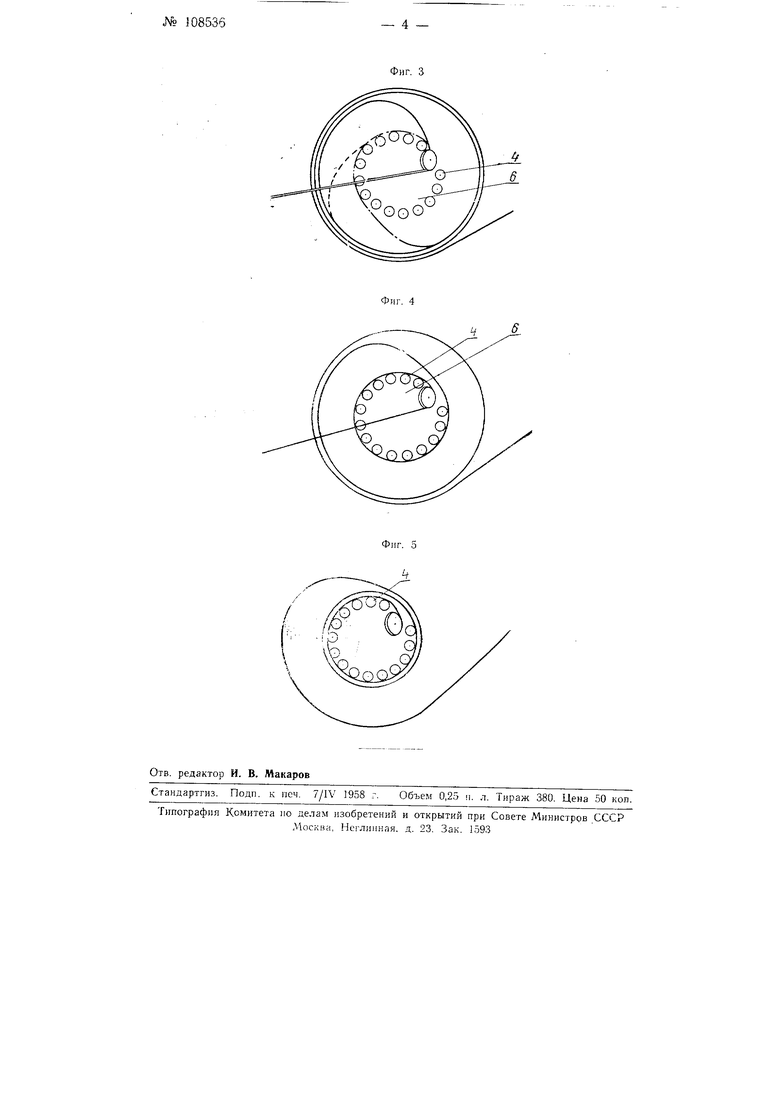
По аналогии с опнсанным выше, при следуюп;ем уменьшении бунта еш,е на один виток, спираль займет положение, указанное на фиг. 5, т. е. на центральном диске 6 будет два витка, а разность длин окружностей бунта и центрального диска нейдет на дальнейшее удлинение вытягиваемого конца бунта.
Если с этого момента внешний конец бунта подавать вперед с угловой скоростью бунта, равной угловой скорости врашения вытягивае.мых витков на центральном диске 6, то витки бунта будут последовательно заннмать положения, указанные на фиг. 4 и 3, т. е. постененно будут приближаться к исходному положению.
Таким образом, запас ленты в спиральном петлеобразователе достигается за счет перехода витков бзнта на центральный диск при вытягивании ленты с центрального диска.
В процессе работы при помонхи подаюш,их роликов 10 и жестких проводок (не показаны на чертеже) лента раз.мать ваемого рулона подается к петлеобразователю.
В начальный мо.мент пуска иет теобразователя передний конец ленты рулона, продвигаемый вперед подаюш,ими роликами 10, образует внутри петлеобразователя бунт, удерживаемый по нарул{но.1у диаметру опорными 2 и ограничительными Ь роликами. Плотность витков бунта достигается нрижатие.м бунта ограничительными роликами .5 стяжки бугелей подпружиненными болтами.
После перемотки части ленты из рулона в бунт дальнейшая подача ленты прекрашается. Внутренний конец ленты бунта вручную подается к тянушим роликам 11 у стана или травильного агрегата через отводяший ролик 9, наклоненный к плоскости центрального диска настолько, чтобы отводимая лента не задевала ролики 8 центрального диска.
На этом заканчивается первоначальная подготовка к работе петлеобразователя, после чего последний готов к нор.мальной эксплуатации.
Вк.чючением в работу тянущих роликов J1 у стана или травильного агрегата лента непрерывно вытягивается из петлеобразователя за счет перехода витков бунта на центральный диск 6. Когда внешний виток бунта начнет натягиваться на центральный диск, включаются в работу подающие ролики W.
Скорость подачи ленты такова, что угловая скорость вновь образовываемого бунта равна угловой скорости врашения вытягиваемых витков на центральном диске. За время выбора всех витков с центрального диска во вновь образованном бунте накопится такое же количество витков, после чего подача ленты прекращается.
Непрерывно работающие тянущие ролики // повторяют описанный выше ЦИК.Л. Время перерывов в подаче ленты к петлеобразователю используется для сварки лент очередных рулонов, подаваемых к стану или травильному агрегату.
Длина запаса ленты в петлеобразователе определяется соотношение.м диаметров бунта и центрального диска, а также разностью длины спиралей. Предмет изобретения Способ образования запаса ленты для обеспечения непрерывности процесса прокатки и травления, о тлич а ю щ и и с я тем, что, с целью сокращения производственной площадки, ленту свивают последовательно в две спирали разного диаметра и длину запаса ленты определяют по разности длин этих спирален.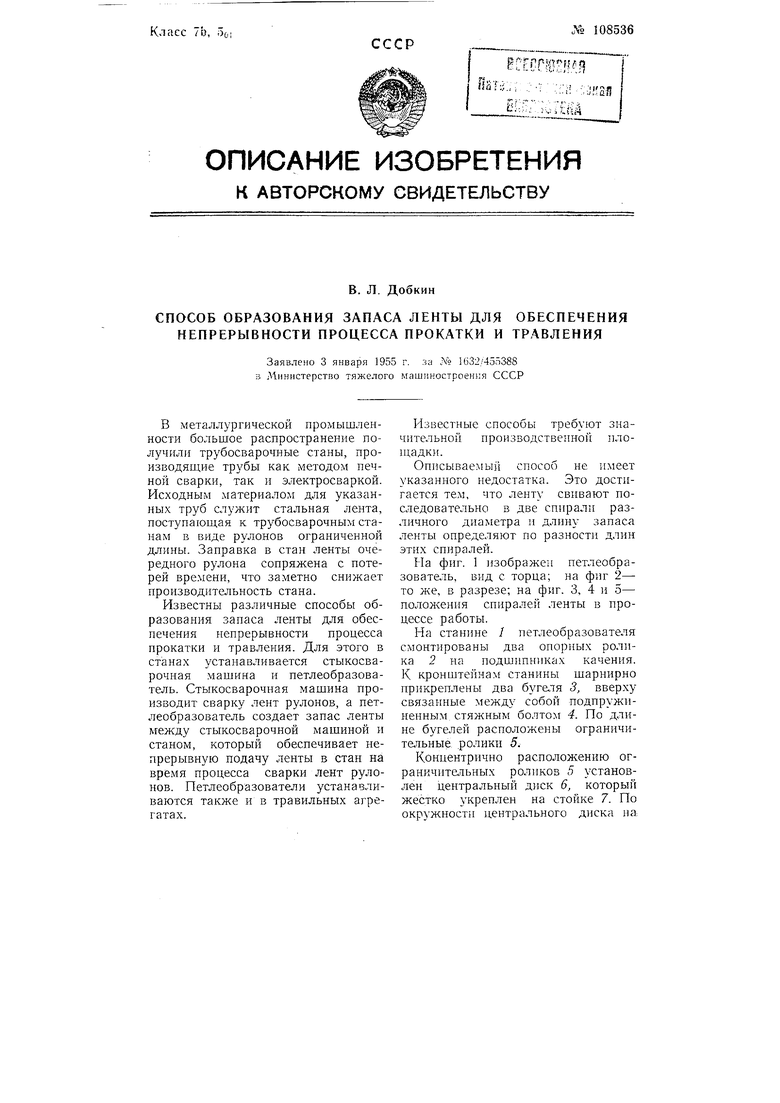
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубосварочный стан для производства труб в бухтах | 1979 |
|
SU990363A1 |
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1977 |
|
SU764766A1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| Агрегат для производства термоупрочненных труб | 1980 |
|
SU963593A1 |
| Линия для производства сварных труб | 1976 |
|
SU662188A1 |
| СПИРАЛЬНЫЙ НАКОПИТЕЛЬ ПОЛОСЫ | 2006 |
|
RU2344892C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| Линия подготовки ленты трубосварочного агрегата | 1980 |
|
SU912320A1 |
4
