вяА
Ю
OD
оо
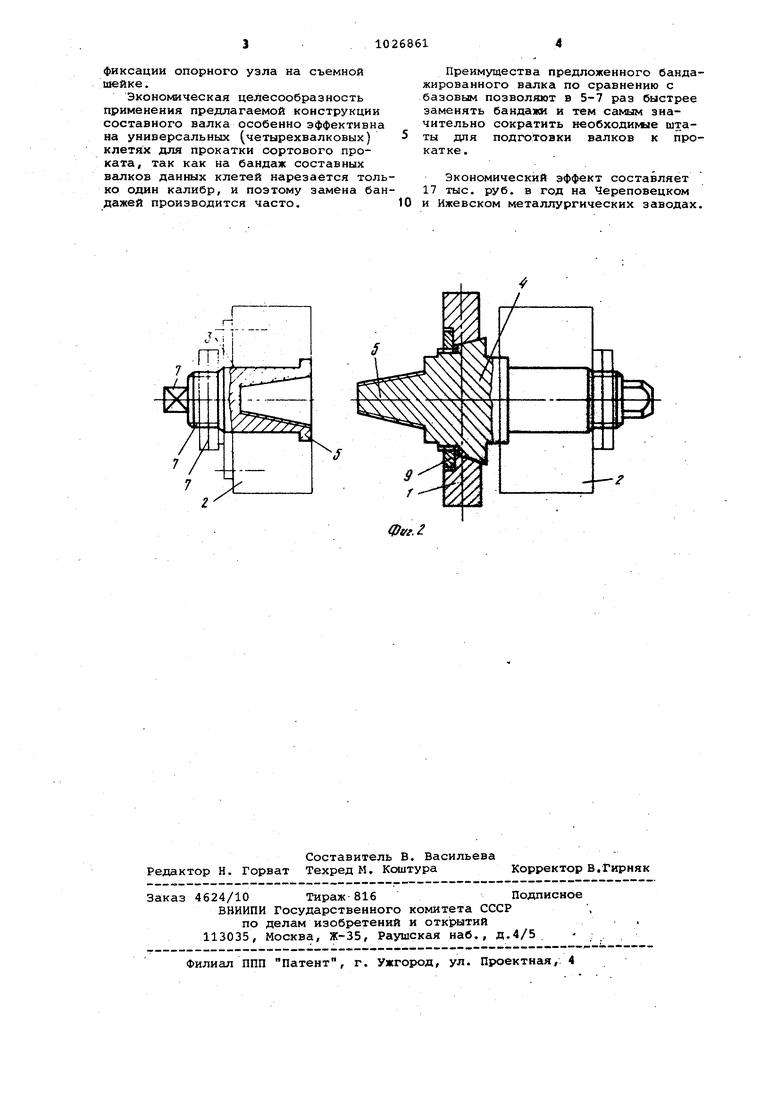
Z7«, / Иэобретение относится к черной и цветной металлургии, а именно к прокатному производству, и совершен ствует конструкцию осей составных прокатных валков с быстросменными бандажами. Известна конструкция составного прокатного валка, включающая ось, на которой установлены бандаж, опор ные узлы 1 , Бандаж крепится с помощью клинье и болтов. в данном валке возможна смена оа дажа без съема опорных узлов, од;йако, при этом конструкция бандажа должна быть специфичной - в виде |1одковообразного сегмента. ; Известная конструкция характериз ется невозможностью использования дельных (крутых) бандажей, исполь зуёмых для продольной прокатки сортового и листового металла, Наиболее близким к предлагаемому является составной прокатный валок, включающий состыкованную из дйух пр водной и неприводной частей ось и установленные на ней бандаж,,, опорны узлы и элементы их фиксации 2. Недостатком известного валка является сложность смены бандажа, для чего необходимо демонтировать предварительно опорную подушку, подшипн ковый узел. Цель изобретения - снижение трудо емкости и сокращение времени при замене бандажа валка. Поставленная цель достигается тем, что в составном прокатном валке включающем состыкованную из приводно и непрйводной частей ось и установленные на ней бандаж, опорные узлы и элементы их фиксации, бандаж расположен на приводной части оси, а элементы фиксации частей оси выполнены в виде конического резьбового соединения. На фиг, 1 показан предлагае111ый составной валок в сборе с подшипник вым узлом и опорной подушкой валка на съемной шейке, разрез; на фиг.2 предлагаемый составной валок в разъ еме. Составной прокатный валок включа|ет разъемную ось, на которой установ лены бандаж 1, опорные узлы 2 и эле менты их фиксации. Ось состоит из съемной шейки 3 и приводной части 4 оси, причем в съемной шейке 3 выполнено глухое отверстие с внутренней конической резь бой, а приводная часть 4 оси имеет соответствующее отверстие резьбовой выступ 5 на съемной шейке 3 оси устанавливается один из опорных узлов .2, а со стороны разъема выполнен ком льцевой-упорный выступ 6. Фиксация опорного узла осуществляется крепеж ными гайками 7. На торце шейки выполней -выступ 8 ncvr. :-:люч для сборки и разборки оси валка,. На приводной части оси выполненг. конусная посадочная поверхность для бандажа 1, а также участок с ре;;ьбой для крепежной гайкк 9. Составной прокатный валок с разъемной осью собираю:: следующим образом. На приводную ЧйС-ль 4 оси валка с устакозленкым на ией обычным путем onopiHbiM узлом 2 со стороны разъема оси через соединительный выступ 5 заводят бандаж 1 и устанавливают его с натягом ка конусную посадочную поверхность оси, а затем закрепляют крепежной гайкой 9. После этого на -приводную часть 4 оси при помощи КЛЮЧ61 н выступа 8 навинчивают съемную шейку 3, на которую затем монтируют опорный /эел 2, которые :кестко прижимают при помощи крепежных гаек 7 к кольцвБому упорному Еыступу б шейки оси. После этого составной валок S сборе готов к зазалке в прокатную клеть, В процессе работы валка под действием крутящего момента прокатки съемная шейка 3 и приводная часть 4 оси, которые соединены конической резьбой, самозатягиваются. Разборка валка производится Б обратном порядке. В случае замены рабочего бандажа валок Б сборе с опорными узлами вываливается из прокаткой клети и ставится на стенд. Затем с помощью ключа и выступа 8 начинают отвинчивать съемную шейку, а так как опорный узел жестко зафиксирован на съемной шейке,. то одновременно с ее отвинчиванием с выступа 5 приводной части 4 оси отходит и опорный узел 2, После снятия шейки вместе с опорным узлом с приводной части оси валка со стороны разъема оси появляется свободный доступ к рабочему бандажу 1. Тогда отворачивается гайка 9 и снимается бандаж 1, а на его место ставится новый бандаж. После этого съемная шей1;а, на которой закреплен опорный узел 2, навинчивается на рез бовой соединительный выступ 5 и валок готов к завалке в прокатную клеть Преимуществом предлагаемого составного залка является то, что разъемная ось валка позволяет производить замену рабочего бандажа без снятия опоркого узла, что сокращает время и трудозатраты на замену бандажа, применение кольцевого упорного выступа на съемной шейке со стороны разъема оси позволяет упразднить необходимую операцию регулировки подшипникового узла при сборке валка, а также облегчить съем шейки с приводной -части оси за счет жесткой
фиксации опорного узла на съемной шейке.
Эконо№1ческая целесообразность применения предлагаемой конструкции составного валка особенно эффективна на универсальных (четырехвалковых) клетях для прокатки сюртового проката, так как на бандаж составных валков данных клетей нарезается только один калибр, и поэтому замена бандажей производится часто.
Преимущества предложенного бандажированного валка по сравнению с базовым позволяют в 5-7 раз быстрее заменять бандажи и тем самым значительно сократить необходимые штаты для подготовки валков к прокатке.
Экономический эффект составляет 17 тыс. руб. в год на Череповецком и Ижевском металлургических заводах.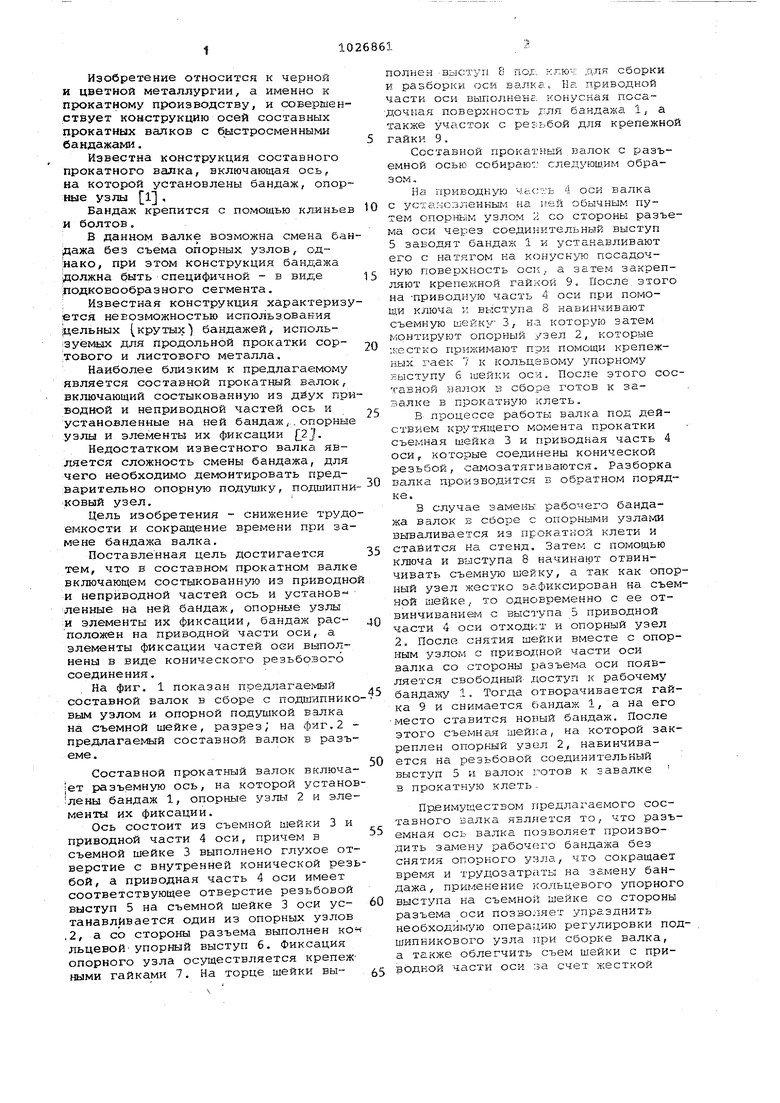
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| Предварительно напряженный составной прокатный валок | 1978 |
|
SU663456A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1984 |
|
SU1220207A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Способ сборки предварительно напряженного прокатного валка нереверсивной клети | 1981 |
|
SU997869A1 |
| КАССЕТА С ВЕРТИКАЛЬНЫМ ВАЛКОМ УНИВЕРСАЛЬНОЙ КЛЕТИ | 1992 |
|
RU2074778C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| Узел консольного валка прокатного стана | 1982 |
|
SU1034801A1 |
СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК, вкл;очающий состыкованную из приводной и неприводной частей ось и установленные на ней .бандаж, опорные узлы и элеь енты фиксации частей, оси, отличающийся тем, что, с целью снижения трудоемкости и сокращения времени при замене бандажа валка, бакдаж расположен на при:8одной части оси, а элементы фиксаЦ.ИИ выполнены в виде конического резьбового соединения.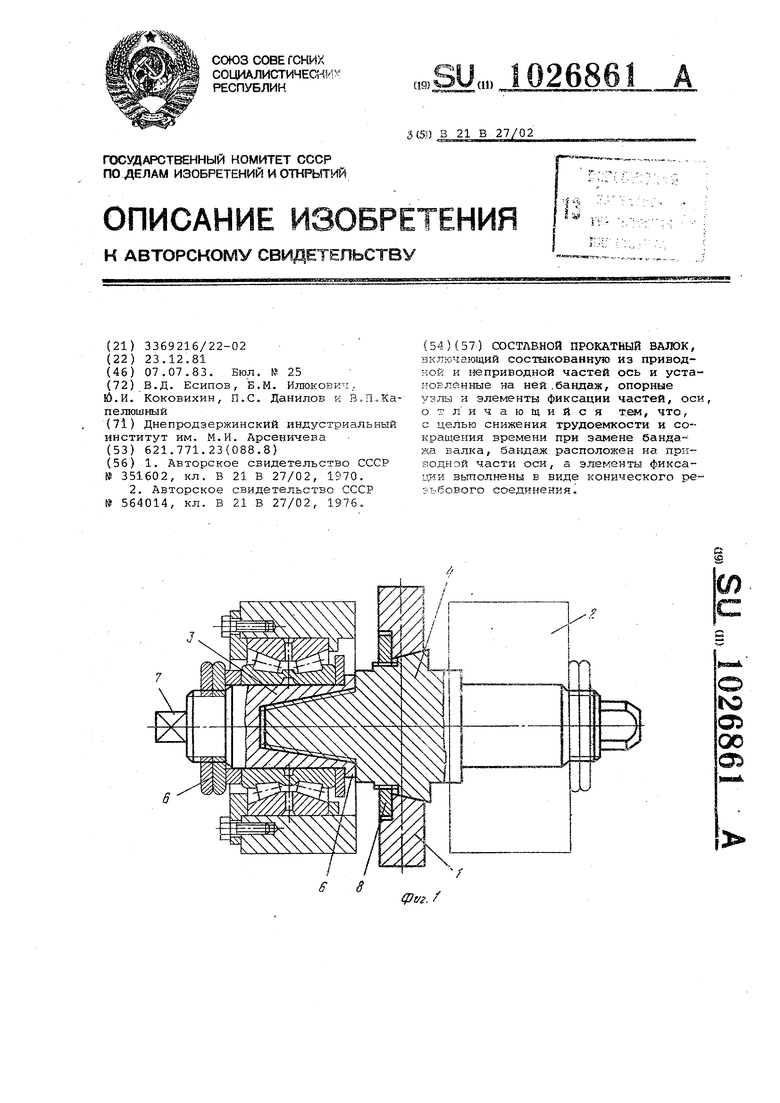
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СБОРНЫЙ ВАЛОК СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU351602A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Предварительно напряженный прокатный валок | 1976 |
|
SU564014A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
