11
Изобретение относится к прокатному производству и предназначено для использования при изготовлении литиевых электродов химических источнико тока.
Цель изобретения - сокращение времени демонтажа бочки валка и исключение проворота ее.
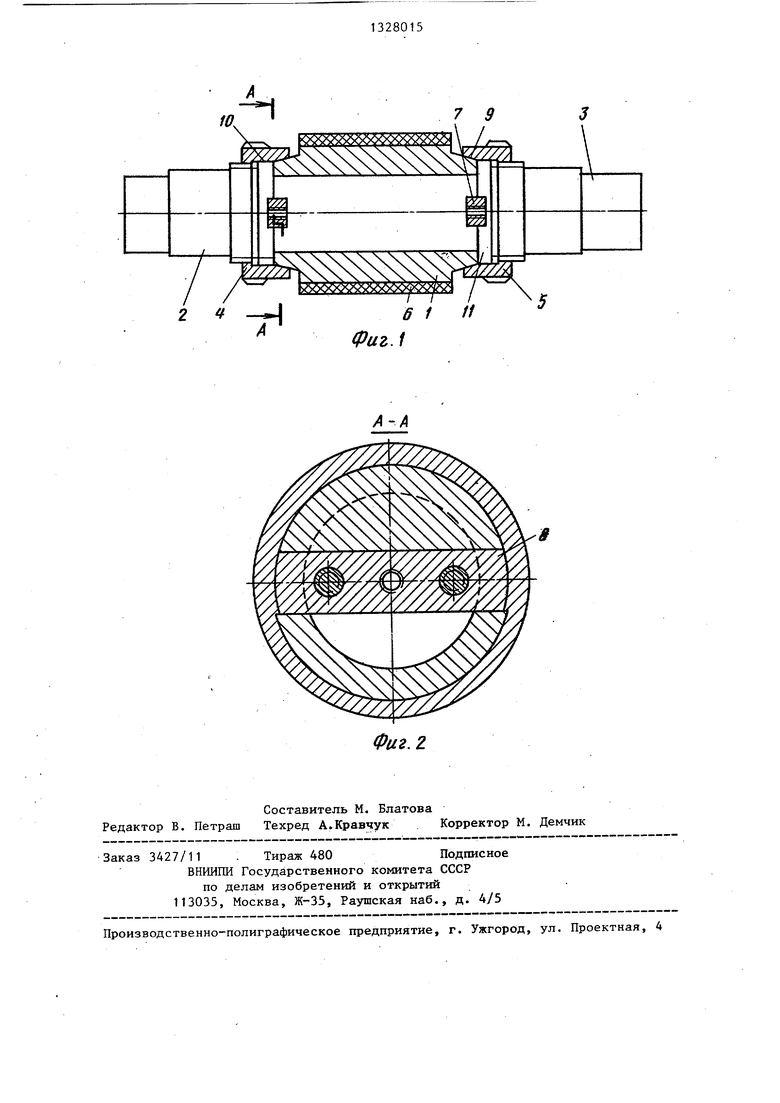
На фиг. 1 изображен валок для прокатки лития, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Валок для прокатки лития содержит бочку 1, полуоси 2 и 3, гайки 4 и 5, бандаж 6, шпонки 7 и 8. Бандаж 6 вы- полнен из полиэтилена низкого давления высокой плотности (ПЭНД) для устранения явления налипания лития на валок. Бочка. 1 закреплена на гайках 4 и 5 по коническим поверхностям 9. Гайки 4 и 5 имеют цилиндрические посадочные поверхности 10, соответствующие цилиндрическим посадочным поверхностям, образованным на кольцевых буртах 11 полуосей 2 и 3, кото- рые обеспечивают радиальную фиксацию бочки 1. Шпонки 7 и 8 входят в зацепление с полуосями 2-й 3 и бочкой I. Однозначность установки бочки валка относительно полуосей достига- етея маркировкой бочки с одной из сторон. Бочка от осевого смещения зафиксирована коническими посадочными поверхностями 9 и резьбами гаек 4 и 5, которыми те сопрягаются с полуосями 2 и 3. Полуоси используются в течение всего времени зксшгуатации валка, а бандажированная бочка заменяется по мере износа.
Замена бочки 1 валка для прокатки лития осуществляется следующим образом. Отворачиваются гайки 4 и 5 до положения свободной съемки бочки 1 со шпонок 7 и 8. Затем в. радиальном направлении сдвигается бочка 1 по
шпонкам 7 и 8 с ее выводом из зацеп
0 5 о
5
5
ления со щпонками, т.е. наружу, для переноса. Новая бочка монтируется в обратной последовательности.
Применение раздвижных гаек на полуосях облегчает условия труда и значительно уменьшает время демонтажа бочки валка (в л/ 10 раз), так как позволяет производить съемку и установку бочки без демонтажа валка из прокатной рабочей клети.
Следует отметить, что прокатка лития производится в среде с избыточным давлением осушенного инертного газа в специальных герметичных боксах, и возможность замены бочки без демонтажа валка позволяет не нарушать параметров среды и герметичности рабочей зоны прокатного стана. Кроме того, отпадает необходимость- повторного вывода на контрольный режим газоосушительной системы для обеспечения заданной степени осушки среды инертного газа, что занимает много времени. Усилия при прокатке лития сравнительно невелики, поэтому жесткость данной конструкции валка вполне достаточна.
Формула изобретения
Валок для прокатки лития, содержащий ось, размещенную на ней бочку с бандажом, гайки, фиксирующие бочку, отличающийся тем, что, с целью сокращения времени демонтажа бочки и исключения проворота ее, ось выполнена из двух полуосей с кольцевым буртом на каждой из них, а полуоси и гайки - с цилиндрическими посадочными поверхностями, расположенными на внутренней поверхности гайки и кольцевом бурте полуоси, а с торцовой части полуосей при этом изготовлены шпонки, входящие в зацепление с полуосями и бочкой.
6 1 //
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2014 |
|
RU2579322C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2236920C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Составной прокатный валок для нереверсивной прокатки | 1980 |
|
SU1085649A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| СОСТАВНОЙ ВАЛОК | 2001 |
|
RU2191648C1 |
| Составной прокатный валок | 1979 |
|
SU806180A1 |
Валок для прокатки лития предназначен для использования при изготовлении литиевых электродов химических источников тока. Цель изобретения - сокращение времени демонтажа бочки валка и исключение прово.- рота ее. Бочка валка закреплена на полуосях гайками по коническим поверхностям. Полуоси и гайки имеют цилиндрические посадочные поверхности, одна из которых расположена на кольцевом бурту полуоси, а другая выпол- лена на гайке. Шпонки расположены внутри полуосей. 2 ил. 00 to сх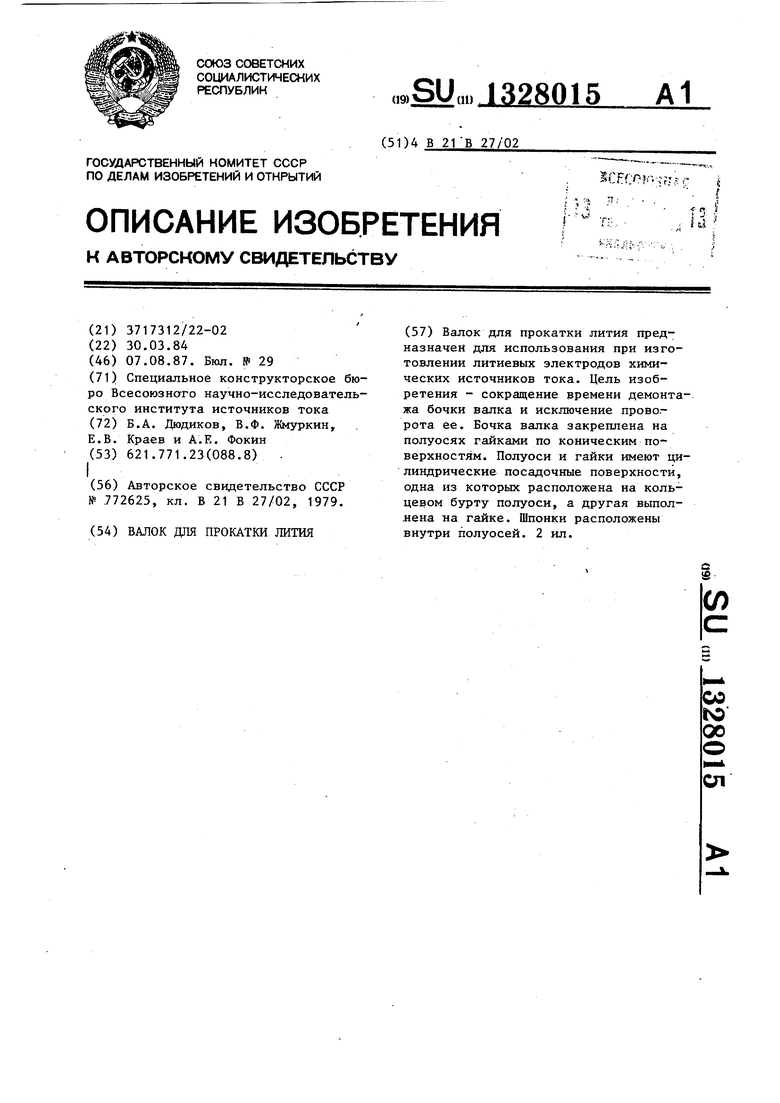
Составитель М. Блатова Редактор В. Петраш Техред А.Кравчук . Корректор М. Демчик
Заказ 3427/11 . Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. г
| Рабочий валок прокатного стана | 1979 |
|
SU772625A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
