Изобретение относится к обработке металлов давлением, в частности к холодной прокатке тонколистовой рулонной стали и жести. Наиболее близким по технической сущности и достигаемому результату к изобретению является способ холод ной прокатки тонколистовой рулонной стали, при котором водный раствор .моющего средства,например стеарокс 6 подается на одну-две последние клети стана l . Однако известный способ характеризуется недостаточным снижением загрязненности и повышенной нагрузкой на электродвигатели клетей стана до . Целью изобретения является, повышение качества листа и снижение хода электрознергии.. Цель достигается тем, что соглас но способу изготовления тонколистовой рулонной сталии жести, включаю щему операции холодной прокатки полос на стане, подачи смазывающеохлаждающих средств и смотки прокатанной полосы в рулон, в процессе смотки полосы в рулоН в межвитковое пространство вводят смазывающе-моющее средство в виде водного раствора жидкости Дисон. На чертеже представлена схема изготовления тонколистовой рулонной стали и жести,. Полоса 1 прокатывается в рабочих валках 2, имеющих опорные ролики 3, и через промежуточный ролик 4 наматывается на барабан 5 моталки. В процессе намотки на полосу разбрызгивается из коллектора б моющий раствор 7 с образованием избытка 8 раствора. Раствор 7 после смотки оставляется в зазоре между витками 9, Способ проведен на пятиклётевом и реверсивном станах 1200 при холодной прокатке, более . т тонколистовой стали марки ЭЗ толщиной 0,33-06 мм. Полосы прокатанной стали сворачивались в рулоны одновременно CVподачей в межвитковое пространство водного раствора 1-2%-ной концентрации смазки ДиСон После снятия с моталок рулоны выдерживались на складе в течение 1-3 сут, а затем поступал на последующие технологические операции. После обработки полос на щеточных машина: от партий готовых листов отбирались пробы для контроля качества п(3верхности. Контроль показал, что поверхность листов и полос отличается высокой чистотой и блеском, а также имеет однородную фактуру. Шероховатость поверхности соответствовала девятому классу по ГОСТ 2789-73. Йредложенщлй способ позволяет уменьшить загрязненность холоднокатанной трансформаторной стали в 2,7-3 раза, улучшить однородность и повысить качество поверхности, увеличить выход высших марок готовых листов трансформаторной стали на 13%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| Способ смазки полосы при прокатке | 1990 |
|
SU1699670A1 |
| Способ нанесения экранирующего покрытия на поверхность холоднокатаных полос | 1990 |
|
SU1766549A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2008 |
|
RU2366726C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НА ЧЕТЫРЕХКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ 2500 | 2011 |
|
RU2465080C1 |
| Способ изготовления горячекатаной полосы | 1977 |
|
SU709702A1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1998 |
|
RU2123398C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКИХ ХОЛОДНОКАТАНЫХ ПОЛОС ПОД МЕТАЛЛИЧЕСКИЕ ИЛИ ПОЛИМЕРНЫЕ ПОКРЫТИЯ | 2007 |
|
RU2351661C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2268789C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЛИСТОВОЙ РУЛОННОЙ СТАЛИ И ЖЕСТИ, включающий операции холодной прокатки полос на стане, подачи смазывеиоще-охлаждающих средств и смотки прокатанной полосы в рулон, о т л и чающийся тем, что, с целью повышения качества листа и снижения расхода электроэнергии, в процессе смотки полосы в рулон в межвитковое. пространство вводят смазывающе-моющее средство в виде водного .раствора жидкости Дисон. W 00 ел л СП 8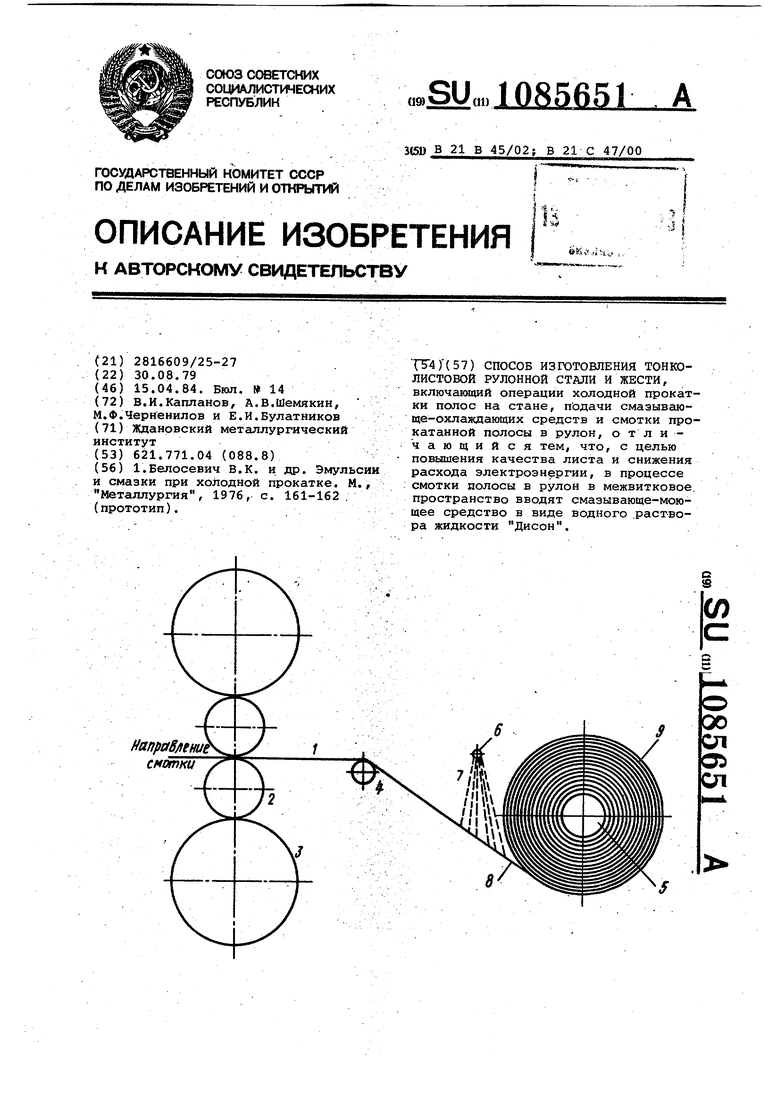
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Эмульсии и смазки при холодной прокатке | |||
| М., Металлургия, 1976, с | |||
| Вага для выталкивания костылей из шпал | 1920 |
|
SU161A1 |
| (прототип). | |||
