Изобретение относится к металлургии, в частности к производству проволоки .
Известен агрегат для производства проволоки, содержащий установленные в общем потоке размоточное, устройство, электроконтактную термоустановку и волочильную машину Cl3 .
Этот агрегат обеспечивает поточ.ную обработку во всех режимах работы оборудования. Термическая обработка проволоки в переходных режимах осуществляется-с помощью перемещения среднего контакта - использован -метод термообработки мерных длин неподвиж1 ой проволоки. Во время термообработки переднего конца заготовки агрегат не работает.
Однако не обеспечиваешься непрерывность процесса из-за термообработки переднего конца заготовки, по этой же причине увеличивается оперативное время при остановках агрегата; зависимость работы термоустановки (качество контактирования, равномерность и качество нагрева) от режимов работы волочильной машины и размоточного устройства. Следовательно, требуется применение сложной и дорогостоящей аппаратуры и механических узлов для регулирования скорости движения прог волоки, режимов термообработки и перемещения среднего контакта. Применение автоматической аппаратуры недостаточно стабилизирует процесс термообработкиj так как сигнал о нарушении режимов подается на одном, а исполняется на другом участке движущейся проволоки.
Целью изобретения является обеспечение стабильности скорости прохождения проволоки через термоустановку при постоянном ее натяжении независимо от колебаний последней на разматывателе и волочильной машине.
указанная цель достигается тем, что агрегат для производства проволоки снабжен тянущей шайбой, установленной перед входом в термоуста.новку, и неподвижным накопительным барабаном с роликовым укладчиком, установленным на входе тёрмоустановки, причем приводы тянущей шаййл и роликового укладчика синхронизированы общим механизмом.
Кроме того, для компактного размещения оборудования выход термоустановки может быть расположен на стороне ее входа, накопительный барабан установлен соосно с тянущей шайбой, а роликовый укладчик смонтирован на тянущей шайбе.
С целью подготовки проволоки к термообработке (очистка, правка) и создания стабильного натяжения на тянущей шайбе агрегат снабжен
установленной перед тянущей шайбой калибрующей волокой, а для подготовки проволоки к непрерывной подаче на волочильную машину после термообработки ее в жидкой среде термоустановка снабжена волокой, установи ленной на. выходе.из нее йеред накопительным барабаном.
На чертеже изображен предлагаемый агрегат.
Агрегат для производства проволоки содержит размоточное устройство 1, выключатель 2 термоустановки при запутывании проволоки на размоточном устройстве, мельницу 3 с калибрующей волокой, моталку 4 с неподвижным барабаном-накопителем 5, укладчиком б и тянущей шайбой 7, термоустановку 8 с волокодержателём 9, направляющие ролики 10 и волочильную
машину 11.
Агрегат работает следующим образом.
. I -
Заготовку с размоточного устройства 1 пропускают через петлевой механизм, заправляют в волоку, находящуюся в мельнице 3, затем заправляют на шайбу 7, на которую наматыва30 ют 2,5-3,5 витка заготовки, после чего через обводные ролики направляют в термоустановку 8. Далее заготовку заправляют в волоку, находящуюся в волокодержателе 9. Небольшое
35 обжатие { д 5%) заготовки в этой , волоке производят с целью очистки поверхности т рмообработанной заготовки от охлаждающей жидкости и создания натяжения загот.овкн при намот40 ке ее на барабан-накопитель. Далее заготовку направляют через укладчик б на барабан-накопитель. С барабананакопителя заготовка снимается свободно, пропускается по направляюще с му ролику и заправляется в волочильную машину. Волочильная машина и моталка могут работать независимо друг от друга.
Благодаря установке моталки обеспечивается подача равного количества заготовки в термрустановку и прием на барабан-накопитель, отпадает необходимость в применении сложной и дорогостоящей ре гул ирукяцей аппаратуры, так как проволока на участке
термообработки движется с пбстоянной скоростью. Скорость движения заготовки не зависит от режима работы волочильной машины, возможные рывки на
размоточном устройстве не оказывгиот влияния на режимы термообработки, улучшается контактирование, повьшается равиомерность и качество термообработки. Термоустановка работает /
5 независимо от режимов работы воло31085652
чильной машины, следовательно, не Волочильнгл маишна может работать
оказывает влияния на время оператив-на любой скорости и допускается выных остановок и не снижает ее произ-работка по маршруту до максимально
водительность. - допустимых значений.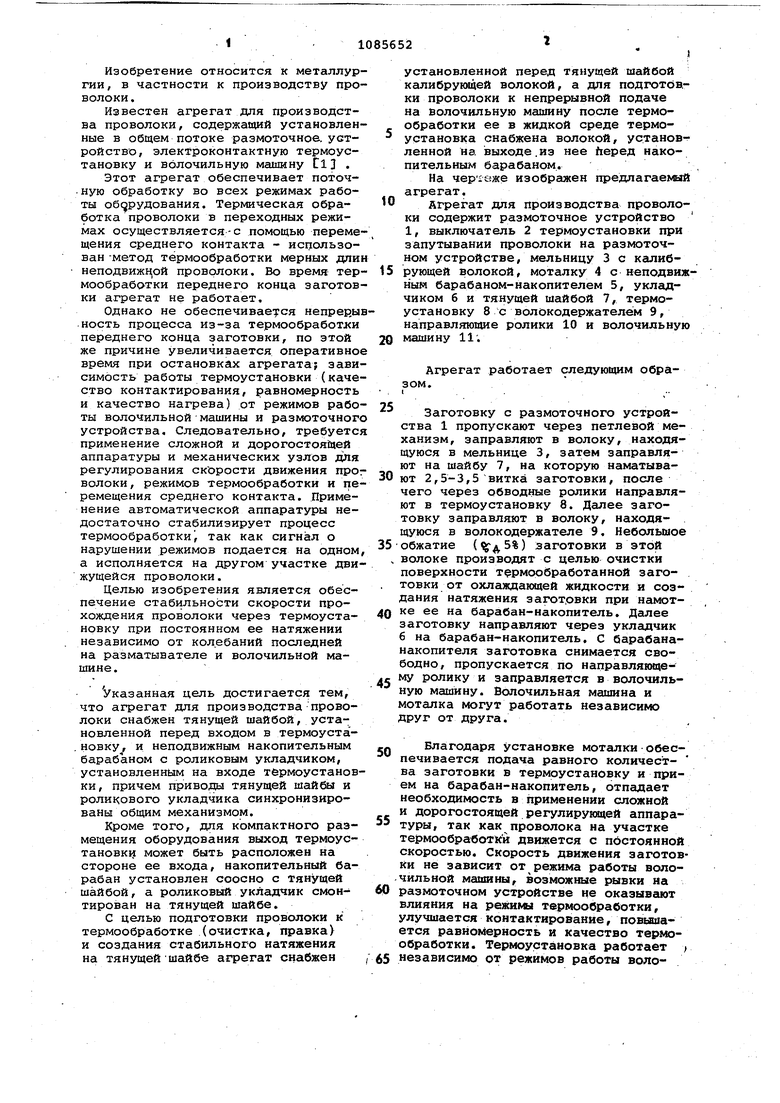
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Стан многократного волочения проволоки | 1977 |
|
SU880539A1 |
| Стан многократного волочения проволоки | 1978 |
|
SU884782A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095170C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| НАКОПИТЕЛЬНОЕ УСТРОЙСТВО К РАЗМАТЫВАТЕЛЯМ | 1971 |
|
SU422495A1 |
| Технологическая линия для производства биметаллической проволоки | 1977 |
|
SU738770A1 |
1. АГРЕГАТ ДЛЯ ПРОИзвОДСТ ВА ПРОЮЛОКИ, Содержащий установлен ные в общем потоке размоточное устройство, электроконтактную термоустановку, волочильную машинку, о т - Л и чающий с Я тем, что , с целью обеспечения стабильности скорости прохождения проволоки через термоустановку при постоянном ее натяжении независимо от колебаний последней на разматывателе и волочильной машине, он снабжен тянущей шайбой, установленной перед входом в термоустановку и неподвижным нако пительным барабаном с роликовым укладчиком, установленным на входе , термоустановки, причем приводы тянущей шайбы и роликового укладчика синхронизированы общим механизмом 2.Агрегат по п.1, о-т л и ча ющ и и с я тем, что, с целью компактного размещения оборудования, выход термоустановки расположен на стороне ее входа, накопительный барабан установлен соосно с.тянущей шайбой, а роликовый укладчик смонтирован на тянущей шайбе. 3.Агрегат по пп. 1 и 2, о т л ичающийся тем, что, с целью подготовки проволоки к термообработке (очистка, правка) и создания стабильности латяжения на тянущей шайбе, он снабжен установленной перед э тянущей шайбой калибрукмдей проволокой. 4.Агрегат по пп. 1-3, отличающийся тем, что, с целью подготовки проволоки к непрерывной л додаче на волочильную машину после термообработки ее в жидкой среде, термоустановка снабжена волокой, установленной на выходе из нее перед накопительным барабаном.
