ю
Изобретение относится к основному технологическому оборудованию для изготовления полых цилиндрических изделий ротационным выдавливанием.
Для достижения наивысшей производительности устройств .для ротационного выдавливания необходимо обеспечить решение задачи полной автоматизации всего цикла обработки заготовок, начиная с их подач;и к устройству и кончая удалением готовы изделий.
Известно устройство для ротационного выдавливания деталей из труб чатых заготовок, содержащее смоатяг рованные на станине шпиндель с справкой, суппорт с давильными роликам |прижим, установленными соосно с оправ кой с возможностью взаиулодействия . с ее торцом через донную часть заготовки, и приемный лоток с приводом его перемещения, а также средство для поштучной подачи заготовок на приемный лоток, средство- для подачи заготовок с приемного лотка на оправку и удаления изделий и систему циклового программного управления 1}
Однако выполнение указанных средств в известном устройстве не решает задачу автоматизации цикла об работки и, следовательно, не позволяет достичь максимально возможной производительности.
Цель изобретения - повьияение производительности.
Эта цель достигается тем, что в устройстве для ротационного выдавливания, содержащем смонтированные на станине шпиндель с оправкой, суппорт с давильными роликами, прижим, установленный соосно с оправкой с возможностью взаимодействия с ее торцом через донную часть заготовки, и приемный лоток с приводом его перемещения, а также средство для поштучной подачи заготовок на приемный лоток, средство для подачи заготовок с приемного лотка на оправку и удаления изделий и систему циклового программного управления, средство для поштучной подачи заготовокна приемный лоток выполнено в виде последовательно размещенных гравитационного бункера-питателя, вертикального цепного транспортера, промежуточного накопителя, установленного над станиной между вертикальным цепным транспортером и приемным лотком, и отсекателя заготовок,установленног на приемном лотке, а средство для подачи заготовок с приемного лотка на оправку и удаления изделий выполнено в виде рельсового подвесного манипулятора с прогрг1ммным управлением, приемного бункера-накопителя и наклонного к нему лотка, смонтированного над станиной между оправкой и приемным лотком.
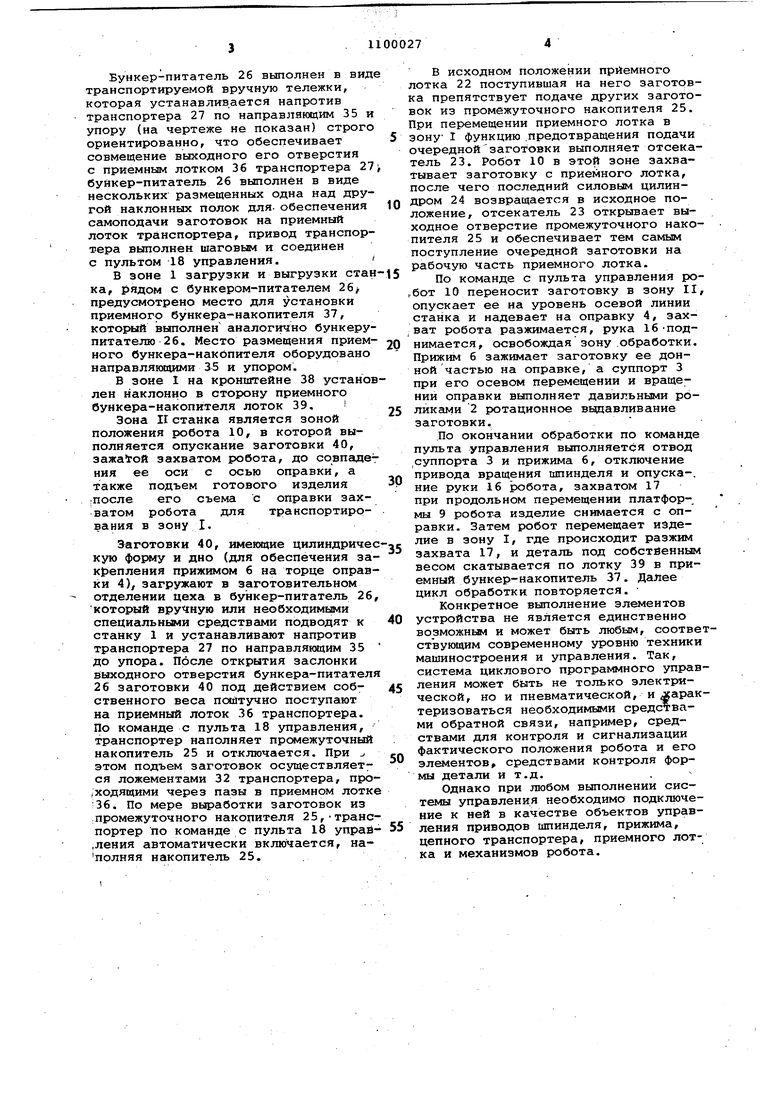
На фиг.1. представлено устройство, вид спереди; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг. 4 - узел вьздвижного приемного лотка, вид сверху; на фиг. 5 - .поперечное сечение приемного лотка и отсекателя; на фиг.б схема расположения давильных роликов; на фиг. 7 - схема ротационного выдавливания.
Устройство выполнено на базе трехроликового станка 1 для ротационного выдавливания. Три давильных ролика 2 размещены в плавающем суппорте 3. Давильная оправка 4 закреплена в шпинделе передней бабки 5 станка, прижим 6 установлен соосно с оправкой в задней бабке станка и соединение размещенньвч в ней приводом осевого перемещения. На станине 7 выше оси опраъкн размещены две направляющие 8 для установки платформы 9 технологического манипулятора 10 с программные управлением (робота). Колеса 11 платформы установлены на направляющих 8, два из них через ведущий вал 12 робота и редуктор 13 соединены с двигателем 14. На платформе 9 робота установлен кронштейн 15 для крепления руки 16,имеющей захват 17. Пульт 18 управления(система циклового программного управления) соединен с роботом кабелем 19, который подвешен на направляющей 20, Робот 10 имеет привод вертикального возвратно-поступательного перемещения руки и привод захвата ( на чертеже не обозначены)
На кронштейнах 21 в задней части станка смонтированы направляющие, параллельные оси станка, в которых размещен приемный лоток 22, выполненный в виде призмы.На нем закреплен занимакяций часть его длины,отсекатель 23 цилиндрической форма,по форме заготовки. Для обеспечения возвратнопоступательного перемещения приемного лотка имеется силовой, например пневг матическнй, цилиндр 24. Промежуточный накопитель 25 расположен над станиной в зоне приемного лотка и :ВЫполнен в виде наклонного к нему лотка со стенками к органичительнымк полками ..(на чертеже не показаны) .
На полу, сбоку от станины 7 станка, в зоне размещения промежуточного накопителя предусмотрено место для установки гравитационного бункера-питателя 26 и вертикального цепного транспортера 27. Последний установлен в зтой зоне стационарно и имеет размещенные на стойке 28 ведущие 29 и ведомые 30 звездочки, на которых смонтированы цепи 31 с ложементами 32,выполненными, на форме заготовок. Привод ведущих звездочек выполнен в виде электродвигателя 33 и редуктора 34.
Бункер-питатель 26 выполнен в вид транспортируемой вручную тележки, которая устанавливается напротив транспортера 27 по направляющим 35 и упору (на чертеже не показан) строго ориентированно, что обеспечивает совмещение выходного его отверстия с приемным лотком 36 транспортера 27 бункер-питатель 26 выполнен в виде нескольких размещенных одна над другой наклонных полок для. обеспечения самоподачи заготовок на приемный лоток транспортера, привод транспортера выполнен шаговым и соединен с пультом 18 управления.
В зоне 1 загрузки и выгрузки стан ка, рядом с бункером-питателем 26 предусмотрено место для у становки приемного бункера-накопителя 37, который выполнен аналогично бункерупитателю 26. Место размещения приемного бункера-накопителя оборудовано направлякхцими 35 и упором.
В зоне I на кронштейне 38 установлен наклонно в сторону приемного бункера-накопителя лоток 39. i
Зона II стайка является зоной положения робота 10, в которой выполняется опускание заготовки 40, зажатой захватом робота, до совпадет ния ее оси с осью оправки, а также подъем готового изделия гпосле его съема с оправки захватом робота для транспортирования в зону I.
Заготовки 40, имекжцие цилиндричес кую форму и дно (для обеспечения закрепления прижимом 6 на торце оправки 4)у загружают в заготовительном отделении цеха в бункер-питатель 26, который вручную или необходимЕлми специальньвли средствами подводят к станку 1 и устанавливают напротив транспортера 27 по направляющим 35 до упора. После открытия заслонки выходного отверстия бункера-питателя 26 заготовки 40 под действием собственного веса поштучно поступают на приемный лоток 36 транспортера. По команде с пульта 18 управления, транспортер наполняет промежуточный накопитель 25 и отключается. При этом подъем заготовок осуществляется ложементами 32 транспортера, про(Ходящими через пазы в приемном лотке ;36. По мере вьфаботки заготовок из ;промежуточного накопителя 25,транспортер по команде с пульта 18 управ,ления автоматически включается, наполняя накопитель 25,
В исходном положении приемного лотка 22 поступившая на него заготовка препятствует подаче других заготовок из промежуточного накопителя 25. При перемещении приемного лотка в зону I функцию .предотвращения подачи очереднойзаголовки выполняет отсекатель 23. Робот 10 в этой зоне захватывает заготовку с приемного лотка, после чего последний силовым цилиндром 24 возвращается в исходное положение, отсекатель 23 открывает выходное отверстие промежуточного накопителя 25 и обеспечивает тем самым поступление очередной заготовки на рабочую часть приемного лотка.
По команде с пульта управления ро,бот 10 переносит заготовку в зону II опускает ее на уровень осевой линии станка и надевает на оправку 4, захват робота разжимается, рука 16поднимается, освобождая зону .обработки. Прижим 6 зажимает заготовку ее донной частью на оправке, а суппорт 3 при его осевом перемещении и вращений оправки выполняет давильными роликами 2 ротационное вьщавливание заготовки.
По окончании обработки по команде пульта управления выполняется отвод суппорта 3 и прижима 6, отключение привода вращения шпинделя и опуска-. ние руки 16 робота, захватом 17 при продольном перемещении платформы 9 робота изделие снимается с оправки. Затем робот перемещает изделие в зону I, где прюисходит разжим захвата 17, и деталь под собственным весом скатывается по лотку 39 в приемный бункер-накопитель 37. Далее цикл обработки повторяется.
Конкретное выполнение элементов устройства не является единственно возможньвл и может быть любым, соотвествующим современному уровню техники машиностроения и управления. Так, система циклового программного управления может быть не только злект1 ической, но и пневматической, и арактеризоваться необходимыми средствами обратной связи, например, средствами для контроля и сигнализации фактического положения робота и его элементов, средствгиии контроля формы детали и т.д.
Однако при любом выполнении системы управления необходимо подключение к ней в качестве объектов управления приводов шпинделя, прижима, цепного транспортера, приемного лотка и механизмов робота. Фм.З
Фиг.2 /7 6 35
К
Фиг.
utf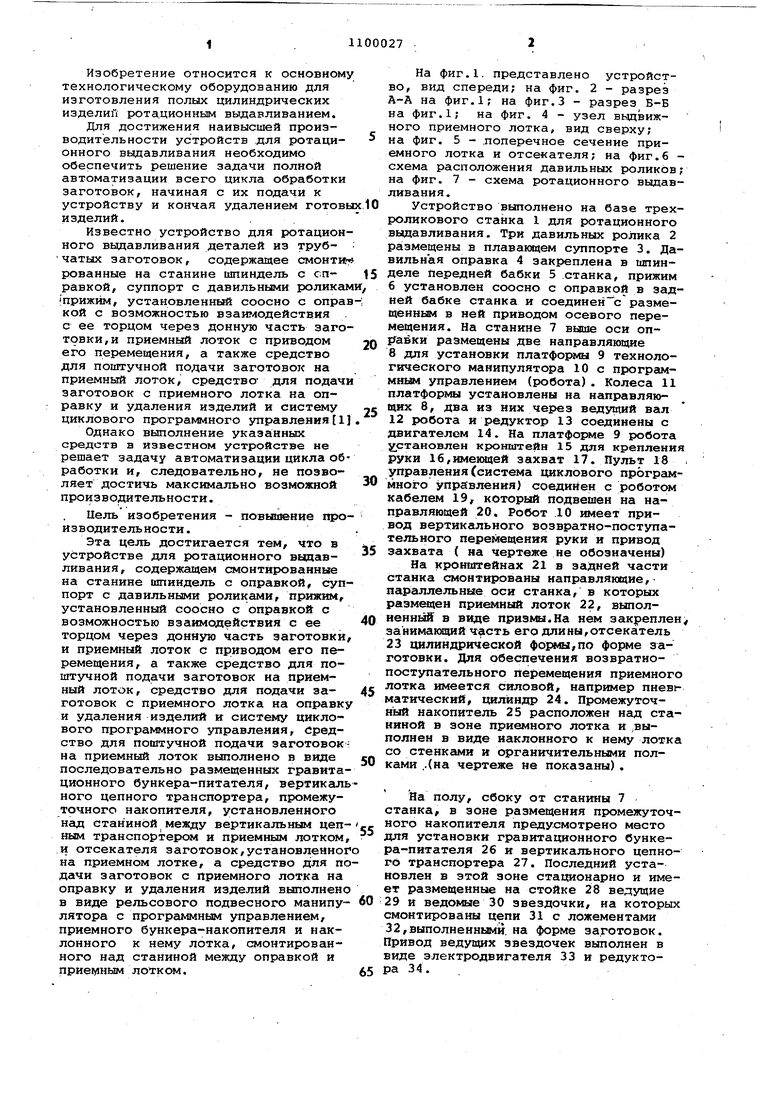
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод поворота исполнительного органа промышленного робота | 1983 |
|
SU1189551A1 |
| Станок для ротационной вытяжки | 1979 |
|
SU829262A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Автоматизированный токарный станок | 1990 |
|
SU1811439A3 |
| Линия для изготовления полых корпусов | 1985 |
|
SU1319982A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1140181A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Станок для закатки днищ сосудов высокого давления | 1974 |
|
SU555944A1 |

УСТРОЙСТВО ДЛЯ ДОТАЦИОННОГО ВЫДАВЛИВАНИЯ, содержащее смонтированные на станине шпиндель с оправкой, суппорт с давильными роликами, прижим, установленный соосно с оправкой с возможностью взаимодействия с ее торцом через донную часть заготовки, и приемный лоток с приводом его перемещения, а также средство для пошт5чной подачи заготовок на приемный лоток, средство для подачи заготовок с приемного лотка на оправку и удаления изделий и систему циклового программного управления, отличающееся тем, что, с целью повышения производительности путем автоматизации цикла обработки, средство для поштучной подачи заготовок на приемный лоток выполнено в виде последовательно размещенных гравитационного бункера-питателя, вертикального цепного транспортера, промежуточного накопителя, установленного над станиной между вертикальным цепным транспортером и приемным лотком, и отсекателя заготовок, установленного на приемном лотке, а средство для подачи заготовок с приемного Щ лотка на оправку и удаления изделий (Л выполнено в виде рельсового подвесного манипулятора с программные управлением, приемного бункера -накопи-. теля и наклонного к нему лотка, смонтированного над станиной между оправ-с кой и приемным лотком.
Фиъ.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обратного ротационного выдавливания деталей из трубчатых заготовок | 1973 |
|
SU515553A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
