Изобретение относится к способам изготовления дрен ажио-распределительных устройств и может быть использовано в атомном и энергетическом машиностроении при изготовлении водоподготовитель- ных фильтров, предназначенных для очистки питательной воды энергетических установок.
Целью изобретения является упрощение способа, сокращение металлоемкости и повышение качества изделия.
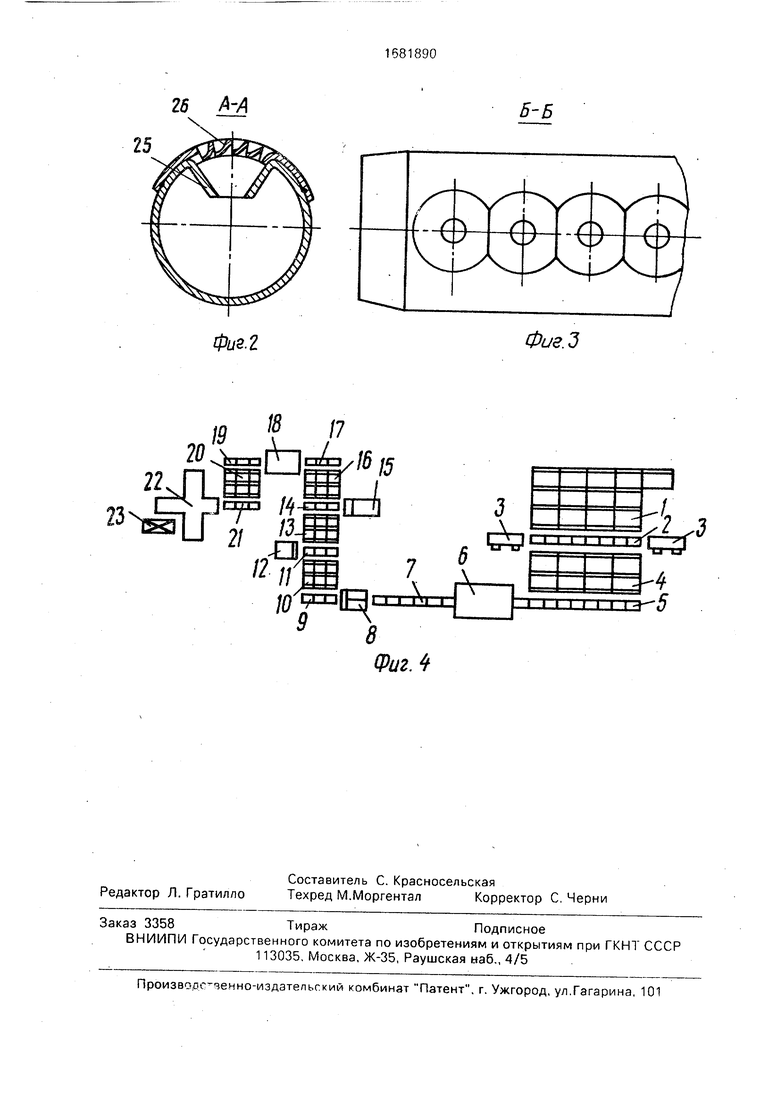
На фиг. 1 изображено предлагаемое дренажно-распределительное устройство; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - технологическая линия для осуществления предлагаемого способа.
Устройство включает технологическую линию, содержащую установленные в технологической последовательности накопитель-питатель 1, связанные с ним оольгангом2 торцовочные станки 3. накопитель 4, соединенную с ним рольгангом 5 машину для аргонодуговой сварки 6, выходной рольганг 7, трубоотрезной станок 8 с выходным рольгангом 9, накопитель 10. связанную с ним через рольганг 11 установку 12 для подкатки конца трубы, накопитель 13 с рольгангом 14, установку 15 для закатки конца трубы, накопитель 16, входной рольганг 17, установку 18 для пробивки отверстий с выходным рольгангом 19, накопитель 20, соединенную через входной рольганг 21 установку перфорации и приварки ленты 22, бункер 23 готовых изделий.
Все рольганги являются приводными, а накопители имеют механизмы поштучной выдачи трубных заготовок.
Готовое изделие содержит трубную заготовку 24, в которой по образующей выполнены отверстия 25 в форме сопряженных большими основаниями усеченны:- кот счть и приваренную к трубной за готов ко лд о1- верстиями перфорированную ленг 2(
(Л
С
QS
00
-л
00
о о
Способ осуществляется следующим образом.
Пучок труб загружается краном в накопитель-питатель 1, откуда трубы механизмом поштучной выдачи передаются на рольганг 2 и по нему - к торцовочным станкам 3. После выполнения операции торцовки концов трубы она сбрасывается в накопитель 4. Из этого накопителя трубы поштучно выдаются на рольганг 5 и по нему - к машине для аргонодуговой сварки 6, где одна труба приваривается к другой, образуя плеть. Плеть по рольгангу 7 подается к тру- боотрезному станку 8 для резки на трубные заготовки заданной, в зависимости от диа- метра фильтра, длины. Оставшийся после резки обрезок плети по рольгангу 7 возвращается в машину для аргонодуговой сварки для стыковки с последующей трубой. После этого операция.резки повторяется,
Отрезанные трубные заготовки по рольгангам 9 и 11 через накопитель 10 поштучно поступают на установку 12 для подкатки конца трубы, где один конец заготовки обжимается на конус, и через следующие на- копитель 13 и рольганг 14 подаются поштучно на установку 15 для закатки конца трубы. На этой установке с помощью специального обкатывающего устройства на заготовке образуется сферическое донышко, а затем заготовки через накопитель 16 и роль- ганг 17 передаются на установку 18 для пробивки отверстий, на которой способом безматричной штамповки в стенке трубы
выполняют отверстия в форме сопряженных большими основаниями усеченных конусов. Затем заготовки передаются по рольгангам 19 и 21 через накопитель 20 на установку 22 перфорации и приварки ленты, На этой установке производятся перфорация ленты методом продавливания, формирование ее по форме поверхности трубы, отрезка ленты необходимого размера и приваривание ее к поверхности заготовки над отверстиями. После этого готовое дренаж- но-распределительное устройство сбрасывает в бункер 23 готовых изделий. Формула изобретения Способ изготовления дренажно-рас- пределительного устройства водоподгото- вительного фильтра, включающий нарезку труб на трубные заготовки заданного размера, выполнение отверстий по образующей трубных заготовок, установку донышка на одном торце заготовки, подкатку на конус на другом ее торце, перфорирование ленты и приварку ее к трубной заготовке над отверстиями, отличающийся тем, что, с целью упрощения способа, сокращения металлоемкости и повышения качества изделия, перед нарезкой труб на трубные заготовки трубы сваривают одна с другой, отверстия в трубных заготовках выполняют в форме сопряженных большими основаниями усеченных конусов методом безматричной штамповки, установку донышка осуществляют закаткой и перфорацию ленты осуществляют методом продавливания.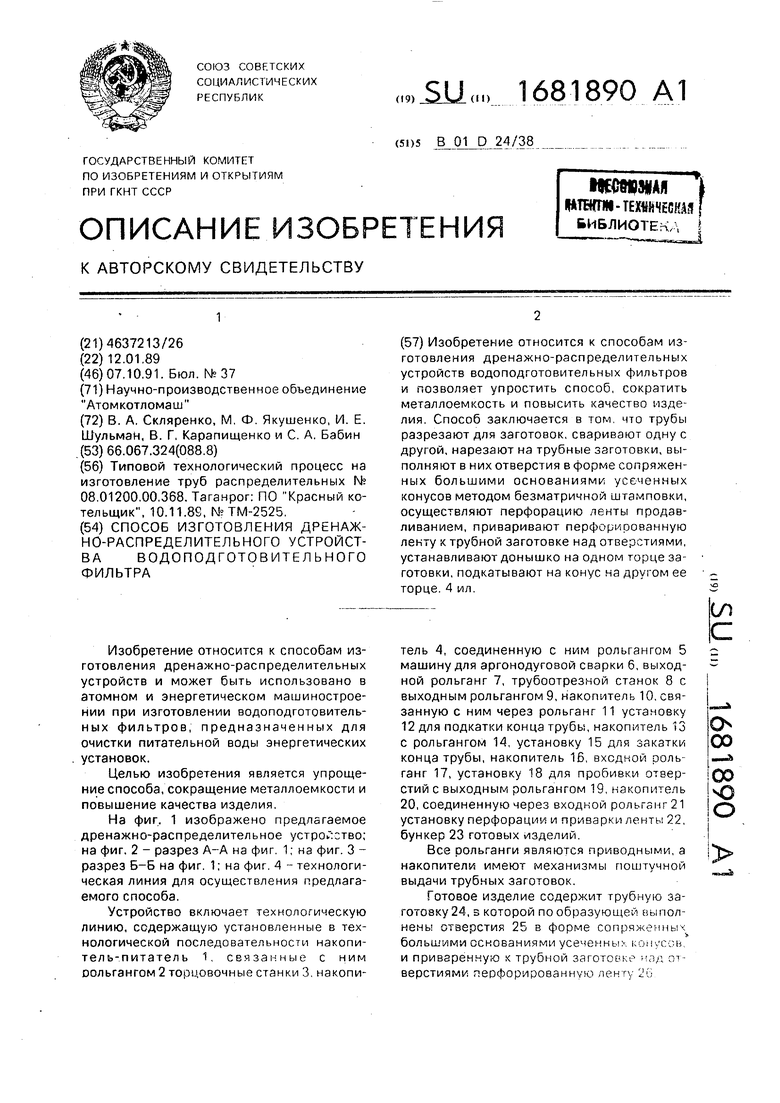

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Линия изготовления длинномерных трубных плетей | 1983 |
|
SU1186437A1 |
| Автоматизированный технологический комплекс по производству оребренных трубных изделий | 1988 |
|
SU1532268A1 |
| Линия изготовления заготовок из пиломатериалов для клееных конструкций | 1983 |
|
SU1142289A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |
| Дренажно -распределительная система фильтра | 2016 |
|
RU2632687C1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
Изобретение относится к способам изготовления дренажно-распределительных устройств водоподготовительных фильтров и позволяет упростить способ, сократить металлоемкость и повысить качество изделия. Способ заключается в том что трубы разрезают для заготовок, сваривают одну с другой, нарезают на трубные заготовки, выполняют в них отверстия в форме сопряженных большими основаниями усеченных конусов методом безматричной штамповки, осуществляют перфорацию ленты продав- ливанием, приваривают перфорированную лекту к трубной заготовке над отверстиями, устанавливают донышко на одном торце заготовки, подкатывают на конус на другом ее торце. 4 ил.
24 26
А
26
Фиг.
Фиг.2
19 Ч
aLWr.Qgk,/ Ј
Зсш /4 / ti
21
cm
//
,0(Щ,
5-Б
Физ.Ъ
,
II I I
1 I I 1 I t I I Г-.
/2.4
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Таганрог: ПО Красный котельщик, 10.11.8S, № ТМ-2525 | |||
