Изобретение относится к металлургии, а именно к разливке металлов сифонным способом. Известна центровая, содержащая корпус с цилиндрической рабочей полрстью, снабженной в нижней части углублением, служащим для помещения нижнего утолщенного огнеупорного кольца центрового литникового канала, которое изолирует расплавленный металл от поверхности рабочей полости корпуса центровой в нижней ее час ти tJ. Недостатком известной центровой является наличие потерь металла, вызванных прорывом его под центровой вследствие обламывания нижнего буртика огнеупорного кольца при уста новке центровой на поддон. Наиболее близким по технической сущности является центровая для разливки металлов, которая содержит корпус с рабочей полостью, уширенной книзу с конусностью порядка 1-2%. В корпусе с зазором концентрично рабочей полости установлен цилиндричес кий литниковый канал, образованный из .огнеупорных центровых трубок 23. В зазор между поверхностью рабоче полости корпуса и цилиндрическим лит никовым каналом помещен заполнитель. Этот центровой зазор, образован ный между поверхностью рабочей полос корпуса с конусностью 1-2% и цилиндрической поверхностью литникового канала, не позволяет образовать слой заполнителя, достаточный для предотвращения проникновения расплавленного металла к корпусу центровой в случае образования трещин в цилиндри ческом литниковом канале, что делает .возможным прорыв металла под центров Цель- изобретения - уменьшение потерь металла путем устранения его пр рыва под центровой. Поставленная цель достигается тем что в центровой для разливки металло содержащей корпус с рабочей полостью уширенной книзу с конусностью 1-2% щшиндрический литниковый канал, выполненный с зазором в корпусе концен рично рабочей полости, и заполнитель в зазоре, рабочая полость в нижней части корпуса на высоте 0,05-0,1 высоты центровой выполнена с конусноетью 50-100% и с отношением диаметра к наружному диаметру литникового канала, равным 1,2-1,5. Увеличение зазора между поверхностью рабочей полости корпуса и цилиндрическим литниковым каналом в нижней части центровой, достигаемое такой конструкцией, приводит к увеличению сЛоя заполнителя, изолирующего расплавленный металл от корпуса центровой, что позволяет снизить вероятность его прорыва под корпусом центровой и тем самым уменьшить потери металла при его разливке. На чертеже изображена предлагаемая центровая, продольный разрез. Центровая содержит корпус 1, рабочая полость которого вьтолнена с уширением книзу с конусностью 1-2%. В корпусе 1 с зазором концентрично рабочей полости установлен цилиндрический литниковый канал 2, образованный из огнеупорных центровых трубок З.В зазоре между поверхностью рабочей полости корпуса 1 и цилиндрическим литниковым каналом 2 размещен заполнитель 4. В нижней части корпуса 1 на высоте 0,,1 высоты Н центровой рабочая полость выполнена с конусностью 50-100%. При этом соотношение диаметра D рабочей полости корпуса 1 на высоте 0,05-0,1 высоты центровой к наружному диаметру d цилиндрического литникового канала 2 выдерживают в пределах 1,2-1,5. Подготовку центровой к разливке металла производят следующим образом. На поддон в любом порядке устанавливают корпус 1 центровой и набор огнеупорных центровых трубок 3, образующих цилиндрический литниковый канал 2. В зазор между ними из бункера подают в качестве заполнителя 4 любой сыпучий или жидкоподвижный самотвердеющий огнеупорный материал. Заполнитель 4 под действием собственной силы тяжести заполняет зазор ежду рабочей полостью корпуса 1 и цилиндрическим литниковым каналом 2. Наличие в нижней части центровой зазора, образованного между поверхностью рабочей полости корпуса конусностью 50-100% и цилиндрической поверхностью литникового канала при соотнощении диаметра рабочей полости на высоте 0,05-0,1 высоты центровой и наружного диаметра цилиндрического литникового канала, равном 1,2-1,5, увеличивает слой огнеупорного материала, изолируюI10856674
щего расплавленный металл от корпу-рабочей полости .корпуса центровой
са центровой более чем на 50 ммв нижней части. Причем полное и равпо сравнению с известной центровой,номерное заполнение зазора в нижней
что уменьшает вероятность прорыва егочасти центровой обеспечивается при
под центровой и тем самым уменьшает , использовании любого известного запотери металла.полнителя без дополнительной набивЭтому же способствует и соответст-ки.
вие естественного угла откоса сыпу- Годовой зконоиический зффект сосчего заполнителя и угла наклонатавит 50 тыс.руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОВАЯ ДЛЯ СИФОННОЙ РАЗЛИВКИ СТАЛИ | 1989 |
|
RU2062678C1 |
| Поддон для сифонной разливки металла | 1983 |
|
SU1126361A1 |
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2061575C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ПРИ РАЗЛИВКЕ И ЦЕНТРОВОЙ ЛИТНИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121409C1 |
| Способ подготовки сталеразливочных составов для сифонной разливки стали | 1987 |
|
SU1440600A1 |
| Устройство для сифонной разливки стали | 1989 |
|
SU1811436A3 |
| Способ сифонной разливки стали | 1989 |
|
SU1685593A1 |
| Устройство для выпуска металла из разливочного ковша | 1990 |
|
SU1787681A1 |
| Смесь для подготовки центровых | 1978 |
|
SU772690A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
ЦЕНТРОВАЯ ДЛЯ РАЗЛИВКИ МЕТАЛЛОВ, содержащая корпус с рабочей полостью, уширенной книзу с конусностью 1-2%, цилиндрический литниковый канал, выполненный с зазором в корпусе концентрично рабочей полости, и заполнитель в зазоре, отличающаяся тем, что, с целью уменьшения потерь металлапутем устранения его прорыва под центровкой, рабочая полость в нижней части корпуса на высоте 0,050,1 высоты центровой выполнена с конусностью 50- 100% и с отношением диаметра к наружному диаметру литникового канала, равным 1,2-1,5. 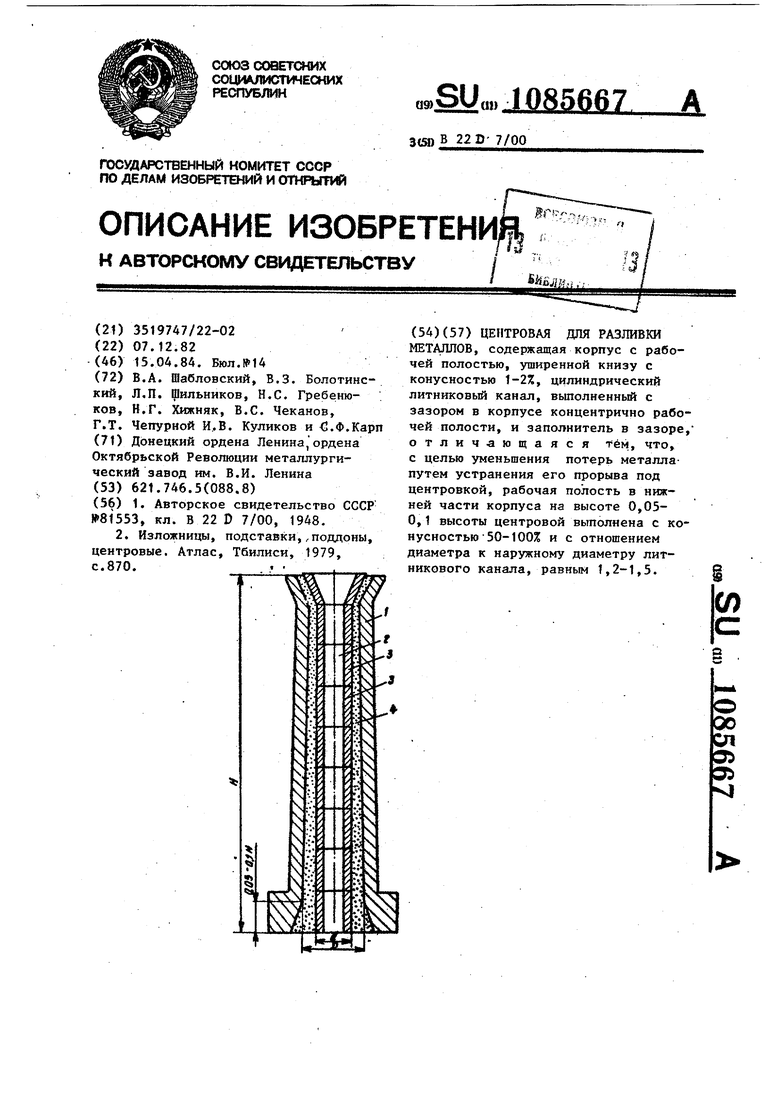
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство смещаемого центрального литникового канала для сифонной разливки стали | 1948 |
|
SU81553A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Изложницы, подставки,.поддон центровые | |||
| Атлас, Тбилиси, 1979, с.870. | |||
