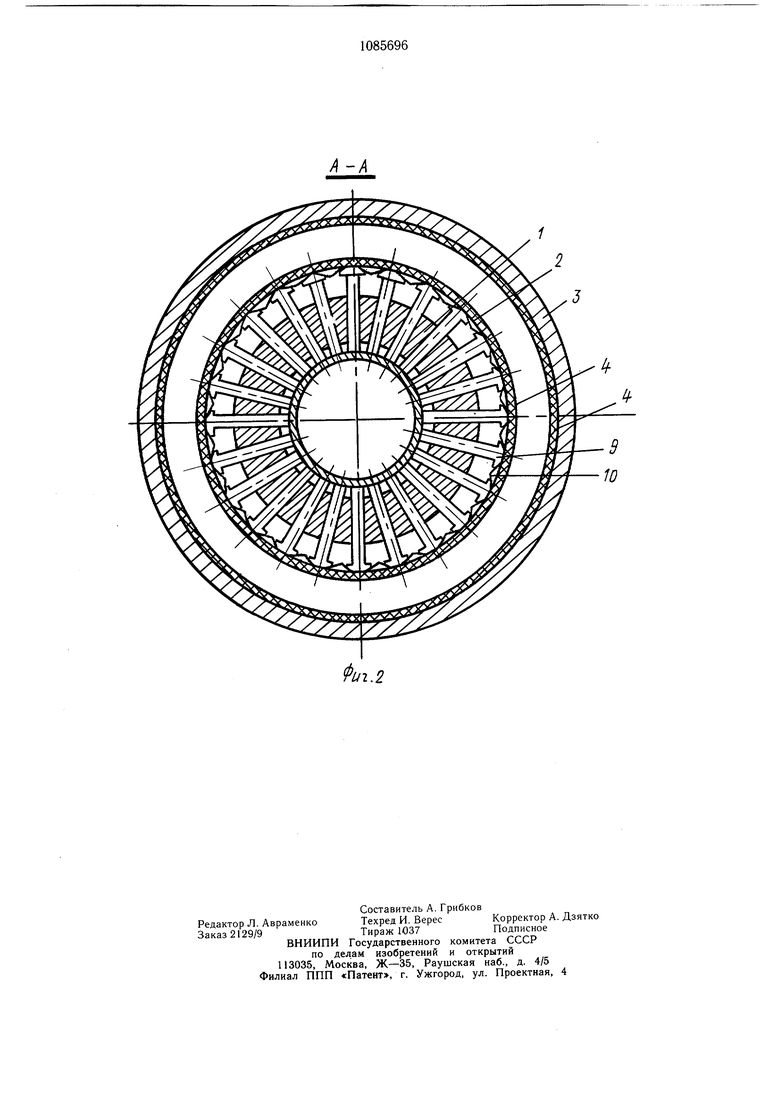
Изобретение относится к металлообработке и может быть использовано для закреп-, ления цилиндрических деталей, в частности для закрепления тонкостенных деталей. Известно устройство, содержащее корпус с радиальными пазами, в которые помещены Т-образные кулачки, расположенные в наклонных пазах корпуса 1. Недостатком указанного устройства является низкое качество закрепления, так как при закреплении тонкостенных деталей наблюдается деформация последних. Наиболее близким к предлагаемому является патрон, содержащий корпус, зажимные элементы в виде кулачков, торцовые поверхности которых предназначены для взаимодействия с поверхностью нажимного упругого элемента 2. Недостатком патрона является невысокая надежность закрепления тонкостенных деталей. Цель изобретения - повышение надежности закрепления. Указанная цель достигается тем, что патрон, содержащий корпус, зажимные элементы в виде кулачков, торцовые поверхности которых предназначены для взаимодействия с поверхностью нажимного упругого элемента, снабжен промежуточными клиновыми элементами, при этом боковые поверхности кулачков выполнены в виде дуговых выступов, а торцовые - с двухсторонними скосами, причем промежуточные клиновые элементы установлены между скосами торцовых поверхностей кулачков и поверхностью нажимного упругого элемента. На фиг. 1 представлен патрон, общий видна фиг. 2 - сечение А-А на фиг. 1. Патрон состоит из корпуса 1 с выполненными в нем радиальными пазами, в которые помещены Т-образные зажимные элементы в виде кулачков 2. На корпусе 1 установлена втулка 3, между корпусом и втулкой 3 установлен нажимной упругий элемент 4, выполненный, например, из резины, являющийся силовым органом. Корпус 1 закреплен на щпинделе станка 5, через который подводится рабочая среда. например воздух, посредством каналов 6 и 7. Кулачки 2 установлены с возможностью поворота в осевых плоскостях. Для этого боковые поверхности 8 кулачков 2 выполнены по дугам окружности D в виде цилиндрических поверхностей, контактирующих слева с поверхностями радиальных пазов корпуса 1, а справа с внутренней поверхностью втулки 3. Кулачки 2 выполнены Т-образного поперечного сечения, причем торцовые поверхности выполнены с двухсторонними скосами 9 на периферии, обращенной к упругому элементу 4. Скосы 9 контактируют с промежуточными клиновыми элементами 10, расположенными между упругим элементом 4 и скосами 9 кулачков 2. На кулачках 2 выполнены уступы 11 для фиксации обрабатываемых деталей в осевом направлении. В патроне установлены пружинящие кольца 12, служащие для развода кулачков 2. Устройство работает следующим образом. Шпиндель станка 5 не вращается. Вставляют обрабатываемую деталь внутрь патрона до упора к уступам 11 кулачков 2. Подают рабочую среду, например воздух, под давлением в каналы 6 и 7 и в упругий элемент 4. При этом упругий элемент 4 воздействует на промежуточные клиновые элементы 10, а последние - на скосы 9 зажимных кулачков 2. Кулачки 2 перемещаются в радиальном направлении, контактируют с наружной поверхностью обрабатываемой детали, самоустанавливаются в осевых плоскостях, если деталь имеет, например, конусность, и закрепляют обрабатываемую деталь. Вращают щпиндель 5 станка и производят обработку детали. После окончания обработки останавливают щпиндель станка 5 и прекращают подачу рабочей среды в полость упругого элемента 4. Упругий элемент 4 возвращается в исходное положение, а соответственно и кулачки 2 под воздействием пружинящих колец 12. Предлагаемая конструкция патрона характеризуется наличием больщого числа зажимных элементов, что позволяет достичь более равномерного распределения усилий зажима, а следовательно, и радиальных деформаций обрабатываемой детали. Кроме того, кулачки 2 за счет упругого элемента 4 имеют возможность поворота в осевых плоскостях, проходящих через центр обрабатываемой детали, что очень важно, так как реальные детали выполнены с погрещностями (конусность, овальность и т. п.). Усилие зажима регламентируется величиной давления рабочей среды, подаваемой в силовой орган. Это позволяет предотвращать нежелательные деформации и разрушение зачастую дорогостоящих деталей. Такое выполнение патрона позволяет избежать вибраций в процессе обработки, повысить качество обработки в целом. Конструкция патрона несложна и может быть изготовлена на любом мащиностроительном предприятии. Технико-экономическая эффективность при применении патрона обуславливается повыщением качества обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прецизионный токарный самоцентрирующий патрон | 1985 |
|
SU1386374A1 |
| Патрон | 1983 |
|
SU1230751A1 |
| Технологический спутник | 1986 |
|
SU1400847A1 |
| Технологический спутник | 1989 |
|
SU1683951A1 |
| СПОСОБ КРЕПЛЕНИЯ ЗАГОТОВКИ ПРИ ТОКАРНОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2201847C2 |
| Оправка для крепления деталей | 1986 |
|
SU1388196A1 |
| Патрон для зажима кольцевой заготовки | 1980 |
|
SU927383A1 |
| Плавающий патрон | 1979 |
|
SU941020A1 |
| Четырехкулачковый самоцентрирующий патрон | 1985 |
|
SU1268302A1 |
| Самоцентрирующий зажимной патрон | 1982 |
|
SU1127699A1 |
ПАТРОН, содержащий корпус, зажимные элементы в виде кулачков, торцовые поверхности которых предназначены для взаимодействия с поверхностью нажимного упругого элемента, отличающийся тем, что, с целью повышения надежности закрепления, патрон снабжен промежуточными клиновыми элементами, при этом боковые поверхности кулачков выполнены в виде дуговых выступов, а торцовые выполнены с двухсторонними скосами, причем промежуточные клиновые, элементы установлены между скосами торцовых поверхностей кулачков и поверхностью нажимного упругого элемента. (Л 00 СП О5 а
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Горошкин А | |||
| К | |||
| Приспособление для металлорежущих станков | |||
| М., «Машиностроение, 1971, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ЛОКОМОБИЛЬНЫХ КОТЛОВ | 1912 |
|
SU277A1 |
| средний, слева (прототип). | |||
