(54) ПАТРОН ДЛЯ ЗАЖИМА КОЛЬЦЕВОЙ ЗАГОТОВКИ
1
Изобретение относится к устройствам для крепления заготовок при их обжиме.
Известен патрон для зажиме заготовки , содержсодий смонтированную в корпусе и перемещающуюся в пазах в радиальном направлении группу зажимных секторов, а также контактирующие с зажимными секторами клиновые зажимные и разжимные элементы с приводом их осевого перемещения 1.
Недостатком устройства трехкулачкрвого клинового самоцентрирующего патрона с приводом является то, что при радиальном перемещении кулачков от центра относительная длина поверхности контакта их с обрабатываемой деталью уменьшается; в промежутках между кулачками под воздействием инструмента, например ролика, деталь прогибается, вследствие чего уменьшается точность и ухудшается качество детали. При увеличении периферийной поверхности кулачков их невозможно перемещать к оси патрона, а следовательно, снять обжатую деталь.
Цель изобретения - повышение качества обрабатываемой детали.
Поставленная цель достигается тем, что в патроне для зажима кольцевой
заготовки при обжиме, содержащем смонтированную в корпусе и перемещающуюся в пазах в радиальном направлении группу зажимных секторов, а также контактирующие с зажшшыми секторгми клиновые зажимные ij разжимные элементы с п{Я1 водом их осевого перемшаения, каждый зажи{(ной сектор выполнен составным из двух частей, при этом боковые грани одной из частей параллельны друг другу и длина поверхности ее контакта с клиновым разжимным элементом выполнена меньшей, чет у второй части сектора.
15
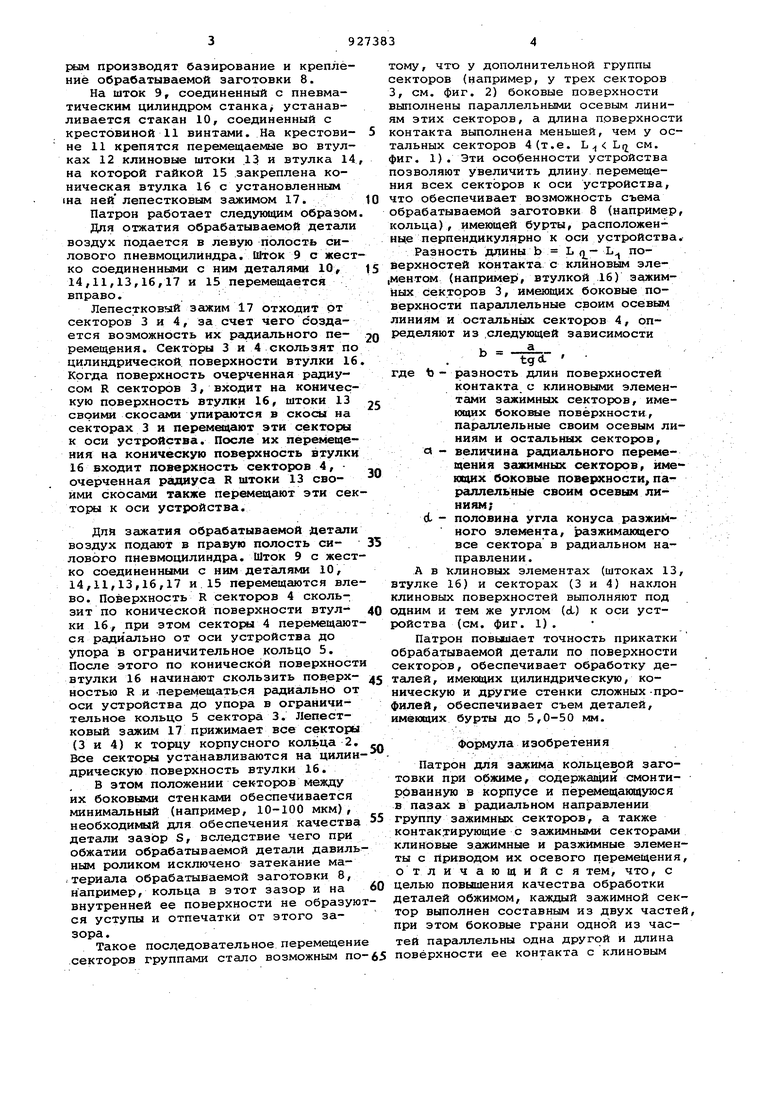
На фиг. 1 и 2 представлен патрон с зажатой в нем обработанной деталью.
Патрон закрепляется на планшайбе, установленной на станке и состоит из корпуса 1, к торцовой поверхности ко20торого винтами крепится корпусное кольцо 2, имекяцее Т-образные пазы, по которым в радиальном направлении перемещгиотся зажимные секторы 3 и 4. К корпусному кольцу 2 винтами крепится ограничительное кольцо 5, препятствующее лишнему перемещению центрирующих згикимных секторов 3 и 4 от центра. К зажимным секторам 3 и 4 планками 6 и гайками закрепляются
30 сменные элементы (наладки) 7, по котррым производят базирование и крепление обрабатываемой заготовки 8. На шток 9, соединенный с пневматическим цилиндром станкаj устанавливается стакан 10, соединенный с крестовиной 11 винтами. На крестовине 11 крепятся перемещаемые во втулках 12 клиновые штоки 13 и втулка 14 на которой гайкой 15 закреплена коническая втулка 16 с установленным 1на ней лепестковым зажимом 17. Патрон работает следующим образом Для отжатия обрабатываемой детали воздух подается в левую полость силового пневмоцилиндра. Шток 9 с жест ко соединенными с ним деталями 10, 14,11,13,16,17 и 15 перемещается вправо. Лепестковый зажим 17 отходит от секторов 3 и 4, за счет чего создается возможность их радиального перемещ ния. Секторы 3 и 4 скользят по цилиндрической поверхности втулки 16 Когда поверхность очерченная радиусом R секторов 3, входит на коническую поверхность втулки 16, штоки 13 своими cкoca 4и упиргиотся в скосы на секторах 3 и перемещают эти секторы к оси устройства. После их перемещения на коническую поверхность втулки 16 входит поверхность секторов 4, очерченная радиуса R штоки 13 своими скосами также перемещают эти сек торы к оси устройства. Для зажатия обрабатываемой Детали воздух подсцот в правую полость силового пневмоцилиндра. Шток 9 с жест ко соединенными с ним деталями 10, 14,11,13,16,17 и 15 перемещаются вле во. Поверхность R секторов 4 скользит по конической поверхности втулки 16, при этом секторы 4 перемещают ся радиально от оси устройства до упора в ограничительное кольцо 5. После этого по конической поверхност втулки 16 начинают скользить поверхностью R и перемещаться радиально от оси устройства до упора в ограничительное кольцо 5 сектора 3. Лепестковый зажим 17 прижимает все секторы (3 и 4) к торцу корпусного кольца 2. Все секторы устанавливаются на цилин дрическую поверхность втулки 16. В этом положении секторов между их боковыми стенками обеспечивается минимальный (например, 10-100 мкм), необходимый для обеспечения качества детали зазор S, вследствие чего при обжатии обрабатываемой детали давиль ным роликом исключено затекание ма.териала обрабатываемой заготовки 8, например, кольца в этот зазор и на внутренней ее поверхности не образую ся уступы и отпечатки от этого зазора. Такое последовательное перемещени .секторов группами стало возможным по тому, что у дополнительной группы секторов (например, у трех секторов 3, см. фиг. 2) боковые поверхности выполнены параллельными осевым линиям этих секторов, а длина поверхности контакта выполнена меньшей, чем у остальных секторов 4 (т.е. L Lr см. фиг. 1). Эти особенности устройства позволяют увеличить длину перемещения всех секторов к оси устройства, что обеспечивает возможность съема обрабатываемой заготовки 8 (например, кольца), имеющей бурты расположенные перпендикулярно к оси устройства. Разность длины b L L поверхностей контакта с клиновым эле,ментом (например, втулкой 16) зажимных секторов 3, имеющих боковые поверхности параллельные своим осевым линиям и остальных секторов 4, определяют из .следующей зависимости а , tgd. где b - разность длин поверхностей контакта с клиновыми элементами зажимных секторов, имекяцих боковые поверхности, параллельные своим осевым линиям и остальных секторов, л - величина радиального перемещения зажимных секторов, йме кщих боковые поверхности, параллельные своим осевым линиям;d - половина угла конуса разжимного элемента, разжимающего все сектора в радиальном направлении. А в Клиновых элементах (штоках 13, втулке 16) и секторах (3 и 4) наклон клиновых поверхностей выполняют под одним и тем же углом (d) к оси устройства (см. фиг. 1). Патрон повьлиает точность прикатки Обрабатываемой детали по поверхности секторов, обеспечивает обработку деталей, имеющих цилиндрическую, коническую и другие стенки сложных -профилей, обеспечивает съем деталей, имеющих бурты до 5,0-50 мм. Формула изобретения Патрон для зажима кольцевой заготовки при обжиме, содержащий смонтированную в корпусе и перемещакядуюся в пазах в радиальном направлении группу зажимных секторов, а также контактирующие с эажимными секторами клиновые зажимные и разжимные элементы с приводом их осевого перемещения, отлич ающи йс я тем, что, с целью повышения качества обработки деталей обжимом, каждый зажимной сектор выполнен составным из двух частей, при этом боковые грани одной из частей параллельны одна другой и длина поверхности ее контакта с клиновым

| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Устройство для зажима тонкостенных деталей | 1980 |
|
SU986624A1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Ротор для сверления отверстий | 1988 |
|
SU1668103A1 |
| ЗАЖИМНОЙ ПАТРОН | 1992 |
|
RU2030973C1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| Патрон для закрепления цилиндрических деталей с радиальными отверстиями | 1982 |
|
SU1065097A1 |
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ МАНИПУЛЯТОРА | 2014 |
|
RU2586364C2 |
