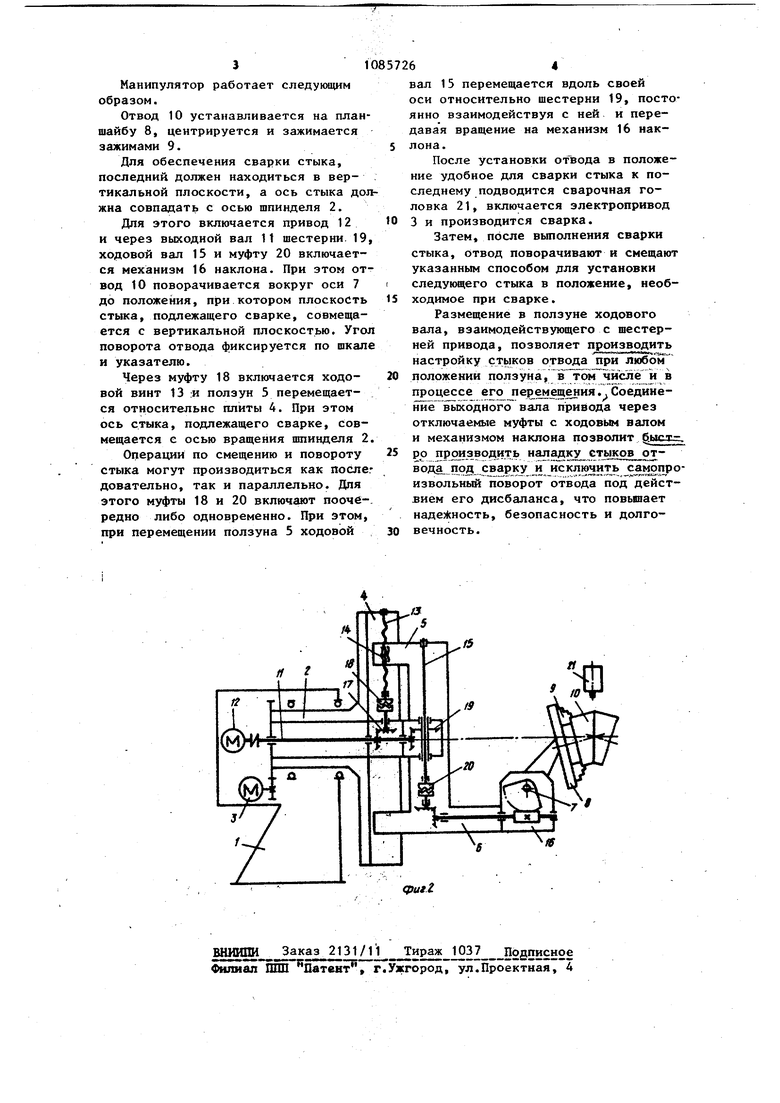
1 Изобретение относится к сварочной технике, а более конкретно к производству сварных конструкций и труб, и может быть использовано в химическом и нефтяном машиностроеИзвестен манипулятор для сварки отводов, содержащий поворотный шпиндель с перпендикулярными его оси направляющими, ползун, установ ленный в этих направляющих, и смон тированную на ползуне с возможностью наклона планшайбу с зажимами для отвода ij . Однако в указанном манипуляторе отвод закрепляется за торец, а настройка очередного стыка для сва ки осуществляется смещением ползун винтовым приводом и наклоном планшайбы с помощью своего привода. Та кая настройка, выполняемая вручную занимает много времени, расположение хвостовиков винтов является не удобным для вращения юс вручную, кр ме того, одновременное вращение Обоих приводов крайне затруднено в связи со значительным расстоянием между винтами. Все зто в конечном счете снижает производительность труда при сварке отводов в связи с длительностью настройки стыка перед сваркой. Известен также манипулятор для сварки отводов, содержащий смонтиро ванный на основании поворотный шпин дель с направляющими и ходовым винтом для ползуна, установленную на ползуне планшайбу с з 1жимами для от вода, механизм наклона планшайбы и привод перемещения ползуна и наклон планшайбы, выходной вал которого соедниен с ходовым винтом шпинделя механизмом наклона планшайбы посред ством шестерен и муфты 2J. , Однако при отключенной муфте соединения привода с механизмом нак лона под действием неизбежного дисбаланса, вызываемого весом отвода, шпиндель всегда будет проворачивать ся, нарушая настройку отвода, т.е. при повороте и смещении по вертикали отвода последний невозможно удержать в необходимом положении, что снижает надежность. Целью изобретения является повышение надежности путем исключения самопроизвольного поворота отвода 6 под действием его дисбаланса относительно оси шпинделя. Цель достигается тем, что в манипуляторе для сварки отводов, содержащем смонтированный на основании поворотный шпиндель с направляющими и ходовым винтом для ползуна, установленную на ползуне планшайбу с зажимами для отвода, механизм наклона планшайбы, выходной вал которого соединен с ходовым винтом шпинделя и с механизмом наклона планшайбы посредством шестерен и муфты,, шпиндель и одна из шестерен соединения привода с механизмом наклона планшайбы выполнены полыми, ползун оснащен ходовым валом, установленным внутри полой шестерни, муфта соединения привода с механизмом наклона планшайбы закреплена на ходовом валу, а выходной вал привода расположен внутри шпинделя . На фиг. 1 схематически изображен предлагаемый манипулятор; на фиг.2 кинематическая схема манипулятора. Манипулятор содержит основание 1, в подшипниках которого размещен поворотный шпиндель 2, вращение которого обеспечивается электроприводом 3. Шпиндель 2 вьтолнен с плитой 4, в направляющих которой смонтирован ползун 5. На ползуне 5 установлена рама 6, на оси 7 рамы закреплена планшайба 8 с зажимами 9, центрирующими и зажимающими qTBofl 1.Qj Зажимы 9 настраиваются в зависимости от диаметра свариваемого отвода 10. Шпиндель 2 выполнен полым. Внутри шпинделя размещен выходной вал 11 привода .12 перемещения ползуна 5 и наклона планшайбы 8. В плите 4 смонтирован хо- довой винт 13, а на ползуне ходовая гайка 14, установленная на винте. Кроме того, на ползуне установлен ходовой вал 15. rtj Манипу тор /содержит, механизм 16. наклона планшайбы 8, выполнеаан в виде червячного редуктора. Выходной вал 11 привода 12 соединен с ходовым ,винтом посредством естерен 17 и муфты 18, а с механизом наклона планшайбы посредством естерен 19, одна из которых выполнена полой, и муфты 20, при этом хоовой вал 15 установлен внутри поой шестерни. Сварочная головка обозачена позицией 21.
Манипулятор работает следующим образом.
Отвод 10 устанавливается на планшайбу 8, центрируется и зажимается зажимами 9.
Для обеспечения сварки стыка, последний должен находиться в вертикальной плоскости, а ось стыка должна совпадать с осью шпинделя 2.
Для этого включается привод 12 и через выходной вал И шестерни. 19, ходовой вал 15 и муфту 20 включается механизм 16 наклона. При этом отвод 10 поворачивается вокруг оси 7 до положения, при.котором плоскость стыка, подлежащего сварке, совмещается с вертикальной плоскостью. Угол поворота отвода фиксируется по шкапе и указателю.
Через муфту 18 включается ходовой винт 13 :и ползун 5 перемещается относительно плиты 4. При этом ось стыка, подлежащего сварке, совмещается с осью вращения шпинделя 2.
Операции по смещению и повороту стыка могут производиться как после.довательно, так и параллельно. Для этого муфты 18 и 20 включают поочб-. редко либо одновременно. При этом, при перемещении ползуна 5 ходовой
вал 15 перемещается вдоль своей оси относительно шестерни 19, постоянно взаимодействуя с ней. и передавая вращение на механизм 16 наклона.
После установки отвода в положение удобное для сварки стыка к последнему подводится сварочная головка 21, включается электропривод 3 и производится сварка.
Затем, после выполнения сварки стыка, отвод поворачивают и смещают указанным способом для установки следующего стыка в положение, необходимое при сварке.
Размещение в ползуне ходового вала, взаимодействующего с шестерней привода, позволяет прризводить настройку стыков отвода при любом положении ползуна, в тот чйслё ив процессе его перемещения..Соединение выходного вала привода через отключаемые муфты с ходовьм валом и механизмом наклона позволит ысди рр производить наладкл стыков отвода под сварку и исключить самопроизвольный Поворот отвода под действием его дисбаланса, что повьвоает надежность, безопасность и долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный манипулятор | 1981 |
|
SU996156A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Многопозиционный манипулятор | 1985 |
|
SU1263484A1 |
| МАНИПУЛЯТОР ДЛЯ СВАРКИ ОТВОДОВ | 1969 |
|
SU245240A1 |
| Роликовый манипулятор | 1976 |
|
SU716756A1 |
| Многопозиционный манипулятор | 1975 |
|
SU556017A1 |
| Устройство для сварки отводов трубопроводов | 1982 |
|
SU1063566A1 |
| Кантователь для сборки под сварку | 1980 |
|
SU910388A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
МАНИПУЛЯТОР ДЛЯ СВАРКИ ОТВОДОВ, содержащий смонтированный на основании поворотный шпиндель с направляющими и ходовым винтом для ползуна, установленную на ползуне планшайбу с зажимами для отвода, механизм наклона планшайбы и привод перемещения ползуна и наклона планшайбы, выходной вал которого соединен с ходовым винтом шпинделя и с механизмом наклона планшайбы посредством шестерен и муфты, о т л и - ч ающийс я тем, что, с целью повышения надежности путем исключения самопроизвольного поворота отвода под действием его дисбаланса ототносительно оси шпинделя, шпиндель , и одна из шестерен соединения привода с механизмом наклона планшайбы выполнены полыми, ползун оснащен а ходовым валом, установленным внутри полой шестерни, муфта соединения (Л .привода с механизмом наклона планшайбы закреплена на ходовом валу,.а выходной вал привода расположен внутри шпинделя.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МАНИПУЛЯТОР ДЛЯ СВАРКИ ОТВОДОВ | 0 |
|
SU245240A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
