сх
ел
о: ел
Изобретение относится к сборочному производству, в частности к автоматическим линиям для сборки.
Известна автоматическая сборочная линия спутникового типа, содержащая расположенные по ходу технологического процесса и связанные между собой транспортным средством магазины собираемых элементов с устройствами их поштучной выдачи и технологическое оборудование 1.
Недостатком известной линии является невозможность обеспечения сборки плоских поддонов, собираемыми элементами которых являются пластины и стяжки с резьбовыми выступами по концам.
Цель изобретения - обеспечение сборки плоских поддонов, собираемыми элеменj-ами которых являются пластины и стяжки с резьбовыми выступами по концам.
Поставленная цель достигается тем, что в автоматической сборочной линии спутникового типа, содержащей расположенные по ходу технологического процесса и связанные между собой транспортным средством магазины собираемых элементов с устройствами их поштучной выдачи и технологическое оборудование, базовые элементы спутников выполнены в виде разрезных втулок под резьбовые выступы стяжек, а магазины последних установлены над спутниками с возможностью возвратно-поступательного перемещения вдоль осей разрезных втулок и каждый из них снабжен на выходе свободно установленной на оси собачкой с выступом, входящим в прорезь, которая выполнена в корпусе магазина, и предназначенным для свободного прохода стяжки под собственным весом при ее установке в разрезную втулку и для досылания стяжки в последнюю при перемещении магазина к спутнику.
На фиг. 1 схематически представлена предлагаемая линия, общий вид; на фиг. 2 - то же, вид сверху (процесс сборки по операциям, магазины и гайковерты не показаны); на фиг. 3 и 4 - -механизмы вертикального перемещения магазинов поперечных пластин; на фиг. 5 - устройство поштучной выдачи
и установки пласна фиг. 6 - усттин на выступы стяжек; ройство для установки стяжек в гнезда спутника.
Линия включает в себя станину 1, на которой смонтированы магазин 2 для стяжек, магазин 3 для поперечных пластин верхнего настила поддона, магазин 4 для продольных пластин верхнего настила, гайковерты 5, опрокидыватель 6, магазин 7 для пластин нижнего настила, гайковерты 8, опрокидыватель 9, штабелирующее устройство 10. Цепной конвейер 11 служит для перемещения спутника 12 по операциям сборки.
Механизмы вертикального перемещения магазинов включают в себя ползуны 13, которые перемещаются по вертикальным направляющим 14, закрепленным на станине 1. Возвратно-поступательное движение сообщается магазинам через тягу 15, связанную с приводом.
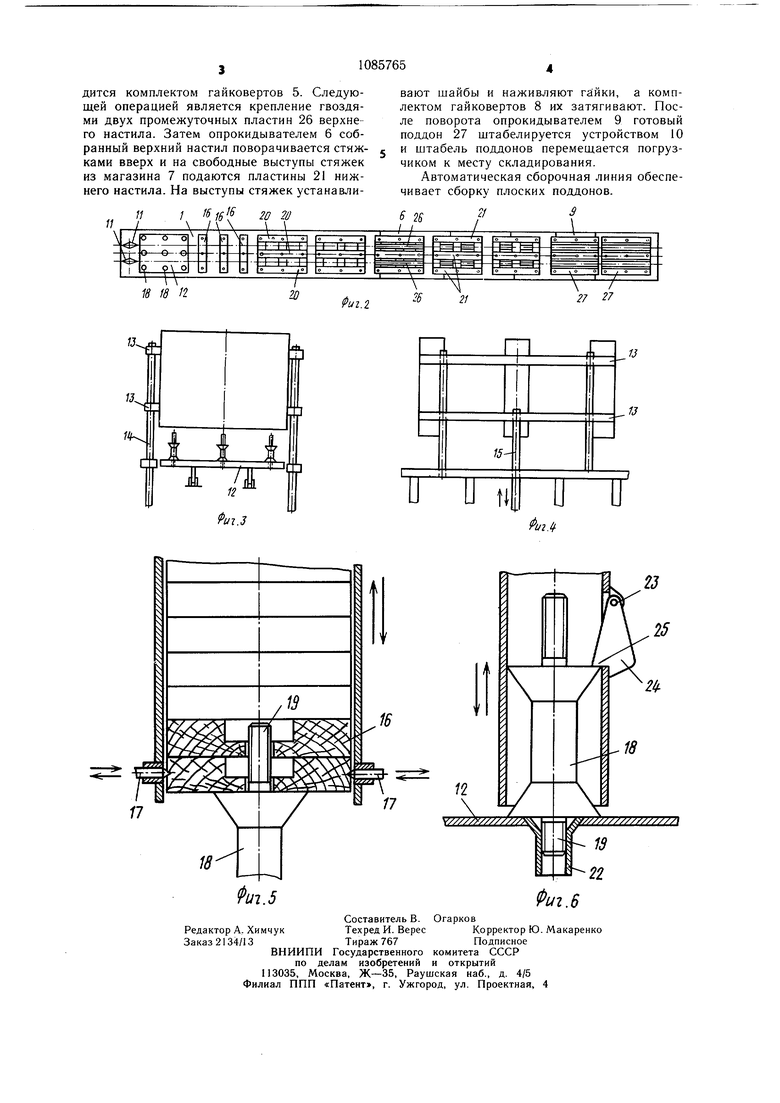
На фиг. 5 показано положение магазина 3, при установке поперечной пластины верхнего настила на выступы стяжек. Уложенные в магазине 3 пластины 16 удерживаются штифтами 17. После опускания кассеты вниз до соприкосновения пластины 16 с опорной поверхностью стяжки 18, штифты 17 отводятся от пластины 16, освобождая ее. Затем магазин начинает движение и штифты 17 зажимают вторую снизу пластину 16, после чего весь набор пластин движется вверх вместе с магазином, а нижняя пластина 16 остается на опорных поверх ностях стяжек, причем выступы 19 стяжек
0 располагаются в отверстиях пластины. Аналогичным образом производится и установка продольных пластин 20 верхнего настила, а затем и пластина 21 нижнего настила.
На фиг. 6 показан момент установки стяжки 18 выступом 19 в базовый элемент в виде разрезной втулки 22 спутника 12. Поскольку выступ 19 стяжки должен быть установлен во втулку 22 с некоторым натягом (что обеспечивает необходимую точность
Q установки и предохраняет от выпадания стяжки из гнезда), магазин 2 стяжек снабжен устройством в виде свободно подвешенной на оси 23 собачки 24. После опускания магазина 2 до определенной высоты, в магазин 2 подается стяжка 18, свободно падаю5 щая вниз до упора во втулке 22. При своем падении стяжка отклоняет входящую в прорезь магазина 2 собачку 24. После прохождения стяжки собачка 24 занимает свое нормальное положение, входя внутрь магазина 2. Затем магазин 2, продолжая движение вниз, производит нажатие выступом 25 собачки 24 на верхнюю опорную поверхность стяжки 18, досылая ее выступом 25 во втулку 22. После установки стяжки во втулку спутника магазин 2 поднимается выше стяжки.
Автоматическая линия работает следующим образом.
Стяжки 18 из магазина 2 по девяти каналам поступают во втулку спутника 12, перемещаемого конвейером И. Затем спутник 12 устанавливается под магазин 3, из которого подаются поперечные пластины 16 верхнего настила, причем выступы стяжек входят в отверстия этих пластин. Затем из магазина 4 на выступы стяжек устанавлива5 ются продольные пластины 20, после чего на выступы, находящиеся в раззенкованных отверстиях пластин 20, надевают шайбы и наживляют гайки, затяжка которых производится комплектом гайковертов 5. Следующей операцией является крепление гвоздями двух промежуточных пластин 26 верхнего настила. Затем опрокидывателем 6 собранный верхний настил поворачивается стяжками вверх и на свободные выступы стяжек из магазина 7 подаются пластины 21 нижнего настила. На выступы стяжек устанавли18 18 /2
13-U
13 вают шайбы и наживляют гайки, а комплектом гайковертов 8 их затягивают. После поворота опрокидывателем 9 готовый поддон 27 штабелируется устройством 10 и штабель поддонов перемещается погрузчиком к месту складирования. Автоматическая сборочная линия обеспечивает сборку плоских поддонов.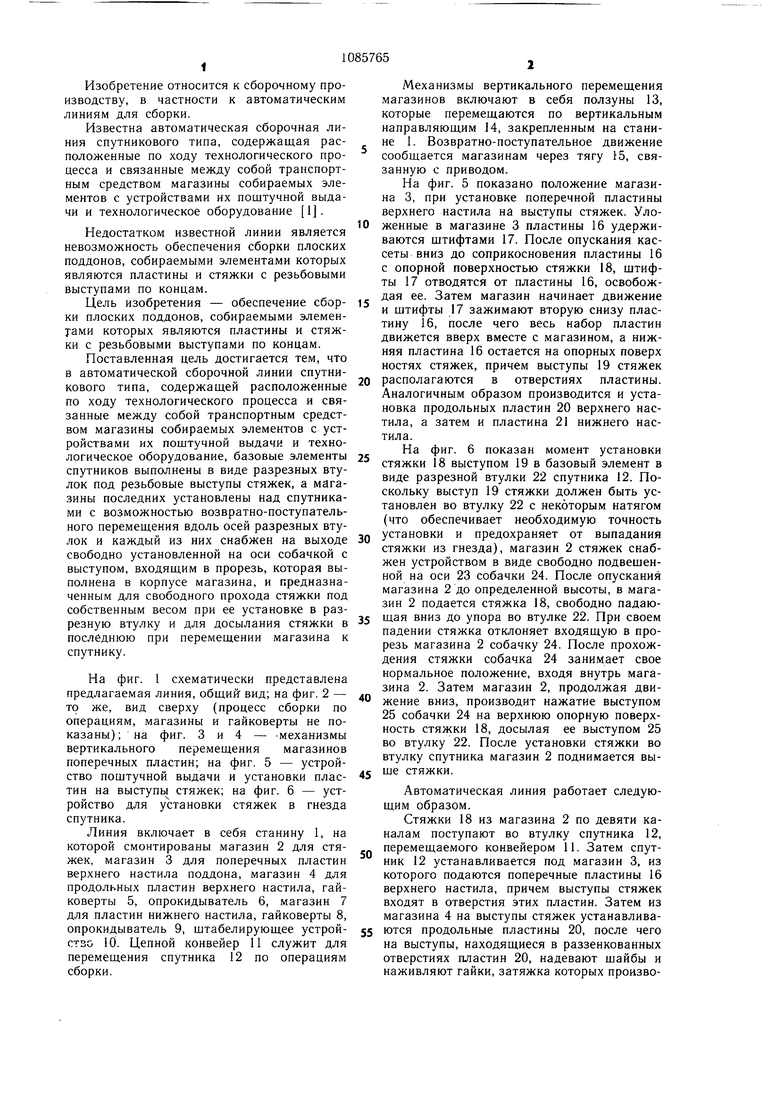
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки тары | 1983 |
|
SU1140956A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1214382A1 |
| Поддон | 1982 |
|
SU1089000A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| Автоматическая линия для сборки якоря электрической машины | 1988 |
|
SU1661921A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Устройство для сборки амортизаторов | 1984 |
|
SU1177115A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПОДШИПНИКОВЫХ УЗЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2363868C1 |
| Гайковерт | 1978 |
|
SU925622A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
АВТОМАТИЧЕСКАЯ СБОРОЧНАЯ ЛИНИЯ СПУТНИКОВОГО ТИПА, содержащая расположенные по ходу технологического процесса и связанные между собой транспортным средством магазины собираемых элементов с устройствами их пощтучной выдачи и технологическое оборудование, отличающаяся тем, что, с целью / обеспечения сборки плоских поддонов, собираемыми элементами которых являются пластины и стяжки с резьбовыми выступами по концам, базовые элементы спутников выполнены в виде разрезных втулок под резьбовые выступы стяжек, а магазины последних установлены над спутниками с возможностью возвратно-поступательного перемещения вдоль осей разрезных втулок и каждый из них снабжен на выходе свободно установленной на оси собачкой с выступом, входящим в прорезь, которая выполнена в корпусе магазина, и предназначенным для свободного прохода стяжки под собственным весом при ее установке в разрезную втулку и для досылания стяжки в последнюю при перемещении магазина к спутнику. 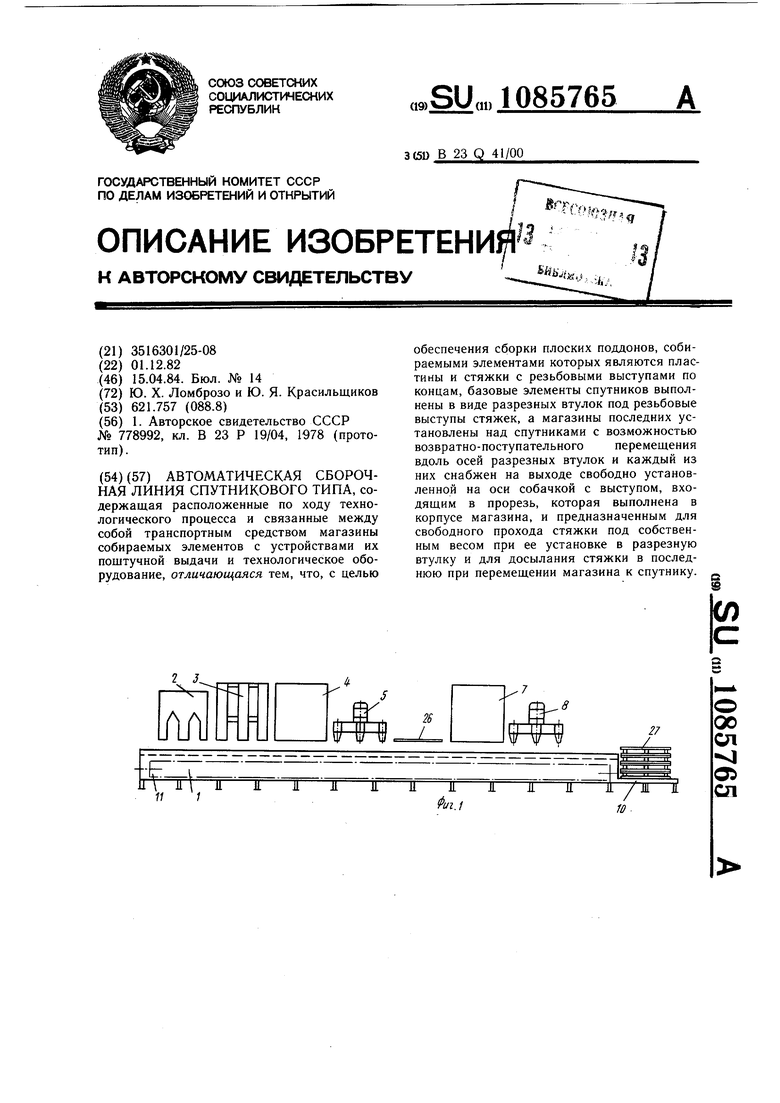
13
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия для сборки узлов с центральным сквозным отверстием | 1978 |
|
SU778992A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
