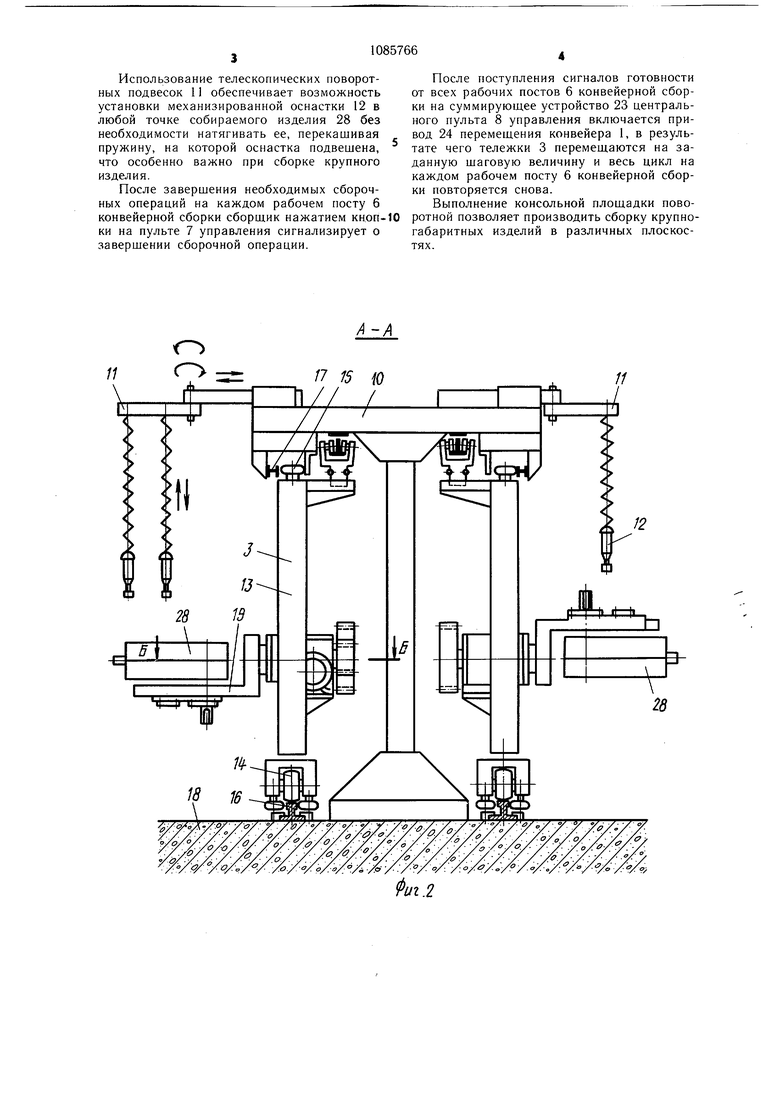
Изобретение относится к поточным механизированным линиям, выполненным на базе тележечных конвейеров, и может быть использовано во всех областях машиностроения при сборке изделий, преимущественно крупных, например, редукторов. Известна поточная механизированная сборочная линия, содержащая горизонтально замкнутый конвейер с перемещающимися по рельсовому пути посредством цепного тягового органа тележками, каждая из которых выполнена в виде вертикальной рамы, несущей консольную площадку для установки собираемого изделия, и расположенные по периметру конвейера в технологической последовательности рабочие сборочные посты 1. Однако в известной поточной механизированной сборочной линии затруднен доступ к собираемому изделию со стороны, противоположной рабочему месту сборщика, а также с боковых сторон из-за необходимости перехода через рельсовые пути. Кроме того, в указанных линиях тележки конвейера не оснащены вспомогательными механизмами, например, устройствами для кантовки изделий, что затрудняет сборку крупногабаритных изделий. Целью изобретения является повышение надежности работы линии при сборке крупногабаритных изделий. Указанная цель достигается тем, что в поточной механизированной линии, содержащей горизонтально замкнутый конвейер с перемещающимися по рельсовому пути посредством цепного тягового органа тележками, каждая из которых выполнена в виде вертикальной рамы, несущей консольную площадку для установки собираемого изделия, и расположенные по периметру конвейера в технологической последовательности рабочие сборочные посты, каждая консольная площадка установлена с возможностью поворота в вертикальной плоскости и снабжена приводом поворота, смонтированным HP вертикальной раме со стороны, противоположной размещению консольной площадки. На фиг. 1 схематически представлена предлагаемая линия, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2. Поточная механизированная сборочная линия содержит горизонтально замкнутый конвейер 1 с перемещающимися по рельсовому пути посредством цепного тягового органа 2 тележками 3, несущими консольные площадки 4, и расположенные по периметру конвейера в технологической последовательности рабочие посты 5 предварительной сборки и рабочие посты 6 конвейерной сборки, оснащенные пультами 7 управления, расположенными на рабочих постах 6 конвейерной сборки, центральный пульт 8 управления, манипуляторы 9, установленные между рабочими постами 5 и 6 соответственно предварительной и конвейерной сборки, а также закрепленные к Т-образному каркасу 10 конвейера 1 телескопические поворотные подвески 11 для транспортирования механизированной оснастки 12. Каждая из тележек 3 выполнена в виде вертикальной рамы 13, опирающейся катками 14 и 15 на рельсы 16 и 17, закрепленные соответственно к фундаменту 18 и Г-образному каркасу 10 конвейера. Каждая консольная площадка 4 выполнена в виде поворотного стола 19 с валом 20, связанным с приводом 21 его вращения, установленным на кронщтейне 22, жестко закрепленном к вертикальной раме 13. Центральный пульт 8 управления оснащен устройством 23 для суммирования сигналов готовности с пультов 7 управления. Привод 24 конвейера 1 с цепью 25 и натяжное устройство 26 цепного тягового органа 2 смонтированы на Т-образном каркасе 10. Поворотный стол 19 снабжен сменными планками 27 для установки и крепления собираемых изделий 28 различных типоразмеров. Привод 21 поворотного стола 19 состоит из электродвигателя 29, червячного редуктора 30, открытой зубчатой передачи 31 и закрепленного к раме 13 корпуса 32, в котором нэ подшипниках 33 смонтирован вал 20. Линия работает следующим образом. Детали собираемого изделия 28 поступают на рабочие посты 6 конвейерной сборки с рабочих постов 5 предварительной сборки путем их передачи манипуляторами 9, движения которого ориентированы в соответствии с движением поворотного стола 19. Благодаря наличию манипуляторов 9 обеспечивается механизированная и высокопроизводительная передача предварительно собранных узлов изделия 28 на конвейер 1 основной сборки. При этом количество тележек 3 горизонтально замкнутого конвейера 1 обусловлено количеством рабочих постов 6 конвейерной сборки. На первом рабочем посту 6 на поворотном столе 19 консольной площадки 4 крепят корпусную базовую деталь собираемого изделия 28, например, корпус редуктора, предварительно установив соответствующие сменные планки 27. На последующих рабочих постах конвейерной сборки производится в заданной технологической последовательности сборка редуктора. При этом при сборке изделия 28 его поворачивают для обеспечения удобства сборки на 90° или 180°. Поворот изделия обеспечивается поворотом консольной площадки 4 посредством привода 21, для чего электродвигатель 29 подключают к одному из пультов 7 управления, которыми снабжены все рабочие посты конвейерной сборки.
Использование телескопических поворотных подвесок 11 обеспечивает возможность установки механизированной оснастки 12 в любой точке собираемого изделия 28 без необходимости натягивать ее, перекашивая пружину, на которой оснастка подвешена, что особенно важно при сборке крупного изделия.
После завершения необходимых сборочных операций на каждом рабочем посту 6 конвейерной сборки сборш.ик нажатием кнопки на пульте 7 управления сигнализирует о завершении сборочной операции.
После поступления сигналов готовности от всех рабочих постов 6 конвейерной сборки на суммируюш,ее устройство 23 центрального пульта 8 управления включается привод 24 перемещения конвейера 1, в результате чего тележки 3 перемещаются на заданную шаговую величину и весь цикл на каждом рабочем посту 6 конвейерной сборки повторяется снова.
Выполнение консольной площадки поворотной позволяет производить сборку крупногабаритных изделий в различных плоскостях.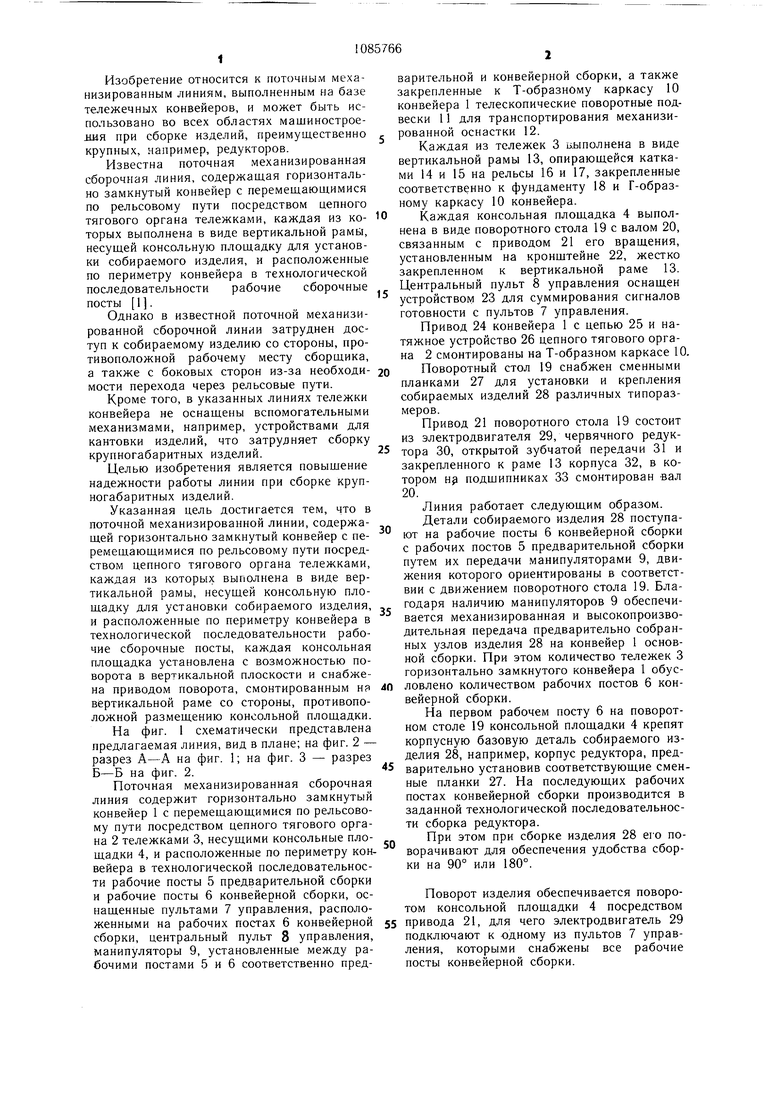
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточно-механизированная сборочная линия | 1985 |
|
SU1351748A2 |
| Поточно-механизированная сборочнаялиНия | 1978 |
|
SU804548A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Гибкая автоматизированная сборочная линия | 1986 |
|
SU1344582A1 |
| Поточная линия сборки многоэлементных изделий | 1972 |
|
SU510347A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ линия | 1969 |
|
SU253274A1 |
| Конвейерное устройство | 1982 |
|
SU1044560A1 |
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
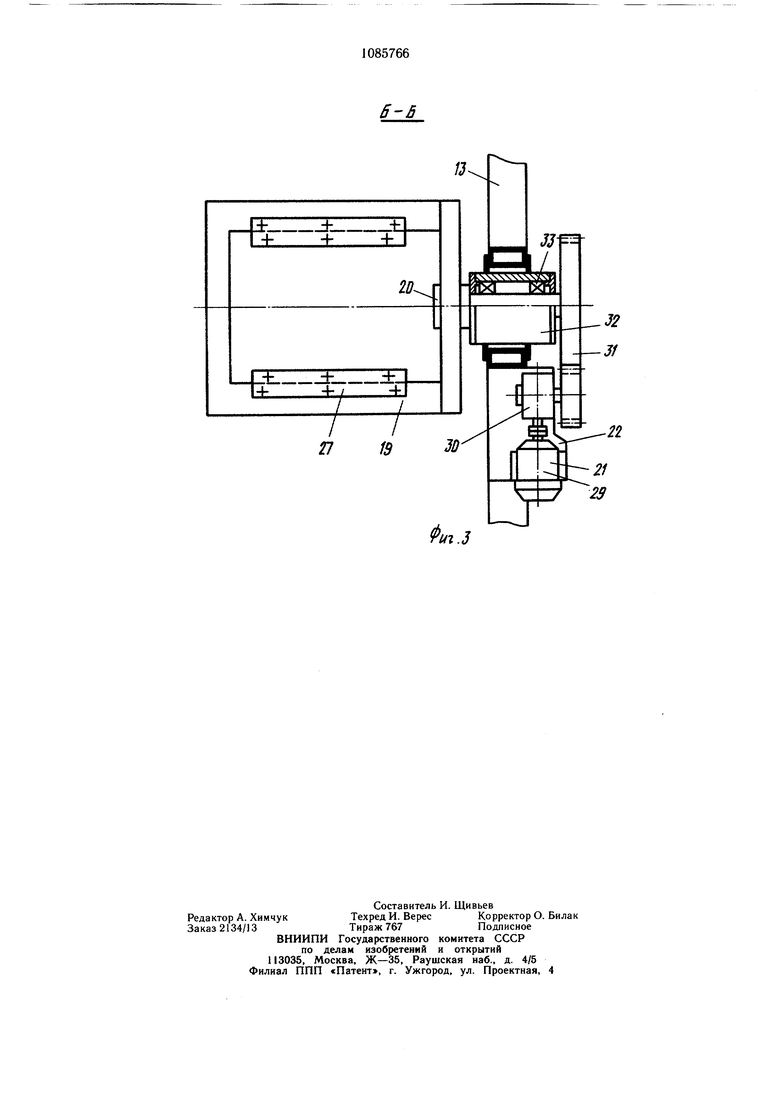
ПОТОЧНО-МЕХАНИЗИРОВАННАЯ СБОРОЧНАЯ ЛИНИЯ, содержащая горизонтально замкнутый конвейер с перемещающимися по рельсовому пути посредством цепного тягового органа тележками, каждая из которых выполнена в виде вертикальной рамы, несущей консольную площадку для установки собираемого изделия, и расположенные по периметру конвейера в технологической последовательности рабочие сборочные посты, отличающаяся тем, что, с целью повыщения надежности работы линии при сборке крупногабаритных изделий, каждая консольная площадка установлена с возможностью поворота в вертикальной плоскости и снабжена приводом поворота, смонтированным на вертикальной раме со стороны, противоположной размещению консольной площадки. СО г 00 01 | О5 О5
4-±
//
TJ
/J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 757405, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
