(54) ПОТОЧНО-МЕХАНИЗИРОВАННАЯ СБОРОЧНАЯ ЛИНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально-замкнутый тележечный конвейер | 1977 |
|
SU745803A1 |
| ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1973 |
|
SU387890A1 |
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
| Тележечный конвейер | 1978 |
|
SU732181A1 |
| Тележечный конвейер | 1980 |
|
SU918198A1 |
| Устройство для химообработки | 1975 |
|
SU606788A1 |
| Устройство для передачи изделий с одного конвейера на другой | 1973 |
|
SU469642A1 |
| Вертикально-замкнутый тележечный конвейер | 1975 |
|
SU602432A1 |
| Сборочный конвейер | 1980 |
|
SU933562A1 |
| Тележечный шаговый конвейер | 1973 |
|
SU483318A1 |
I
Изобретение относится к поточно-механизированным сборочным линиям, выполненным на базе тележечных конвейеров, и может быть использовано во всех областях
машиностроения для сборки различных деталей.
Известны цепные вертикально замкнутые тележечные конвейеры для транспортирования изделий между технологическими позициями с механизмом дотяжки тележек до рабочих позиций. Механизм дотяжки выполней в виде гидроцилиндра с полз){ном, снабжённым-качающейся собачкой, вз/аимодействующей с цепью конвейера для д водки его рабочих гнезд до технологической позиции. Шток гидроцилиндра снабжен собственным регулируемым упором, а на приводном валу установлен храповой механизм для получения холостого движения цепи в момент работы гидроцилиндра 1.
Недостатком этих конвейеров является то, что конструкция механизма дотяжки не обеспечивает гарантируемую точность остановки изделия на рабочей позиции.
Известен также вертикально замкнутый тележечный конвейер с механизмом дотяжки тележек до рабо1}ей позиции с точной остановкой и фиксацией их рабочей позиции. Механизм дотяжки и фиксации выполнен в виде гидроцилиндра с ползуном, снабженным качающейся собачкой и откатывающимся упором, установленным в корпусе ползуна С возможностью взаимодействия с хвостовиком ползуна и упором тележки 2.
Недостатками даннога конвейера являются невозможность точной фиксации нескольких тележек, так как неравномерная вытяжка цепей и периодическая их подтяжка не позволяют выдерживать одинаковое расстояние между тележками и отсутствие поперечной фиксации тележек конвейера.
Цель изобретения - повышение точности фиксации тележек конвейера на нескольких рабочих позициях вдоль оси конвейера, а также фиксация тележек в поперечном направлении.
Эта цель достигается тем, что тележки снабжены роликами, а каждая сборочная установка снабжена платформой, размещенной на раме конвейера с возможностью перемещения вдоль него и имеющей подпружиненные собачки и направляющие для
взаимодействия соответственно с упором и роликом тележки.
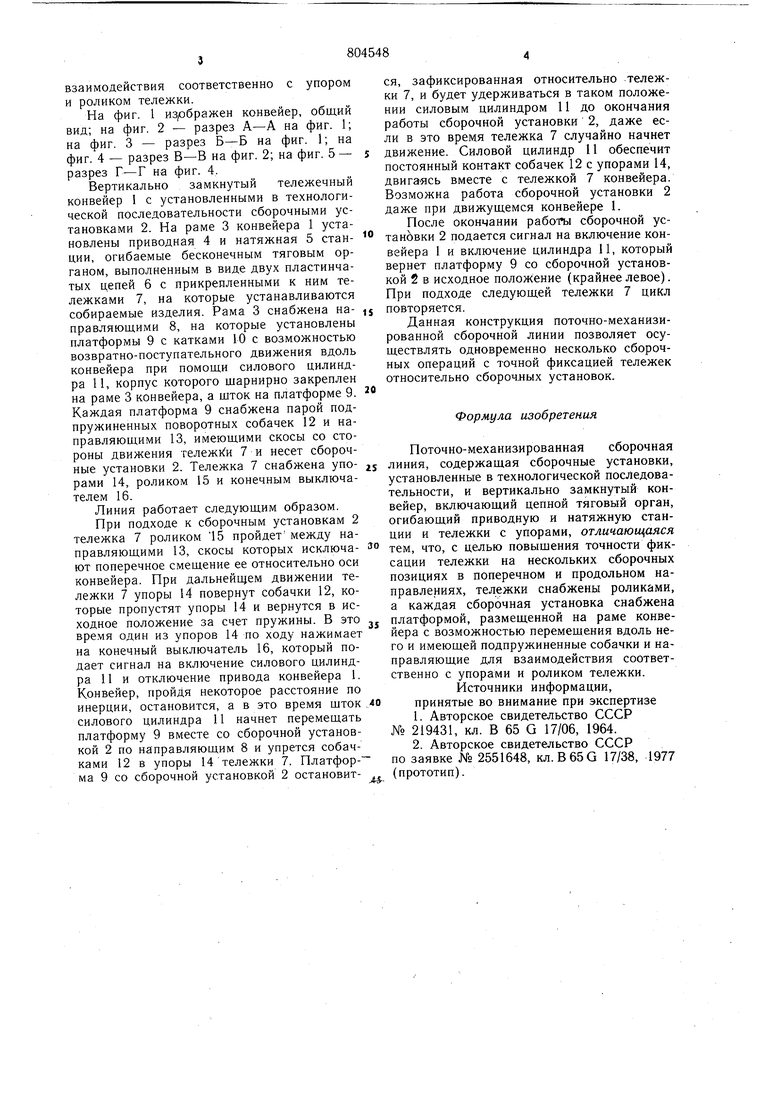
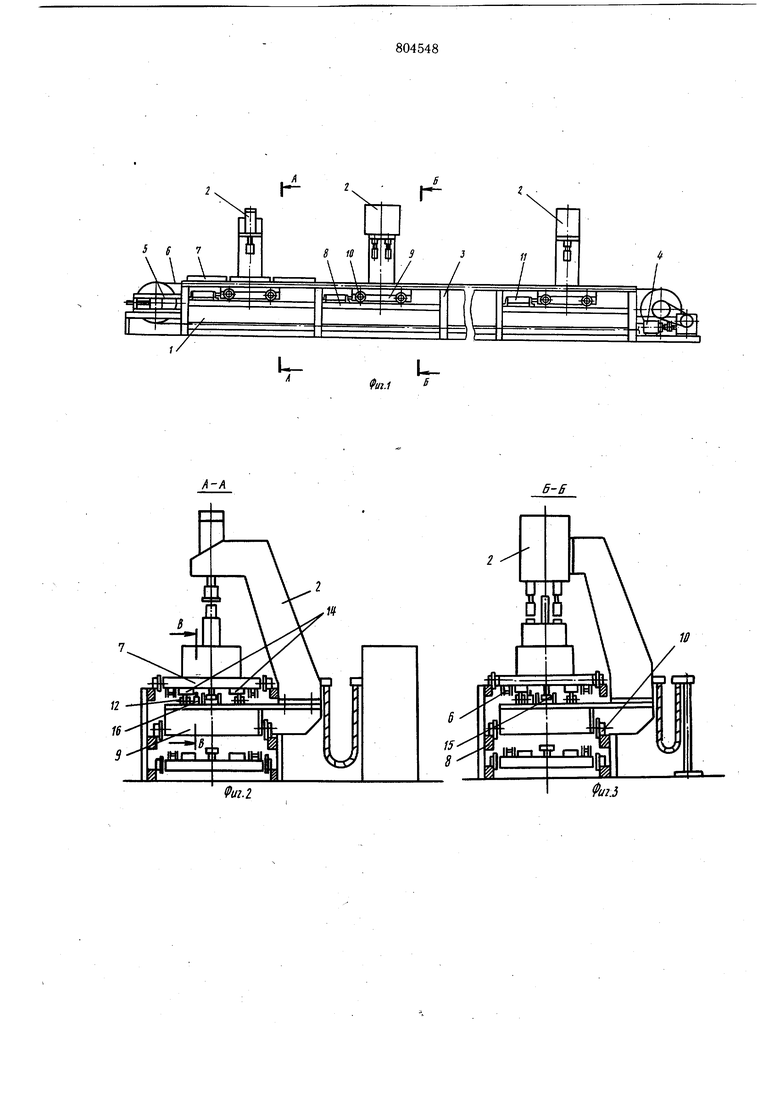
На фиг. 1 из/ображен конвейер, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 4.
Вертикально замкнутый тележечный конвейер 1 с установленными в технологической последовательности сборочными установками 2. На раме 3 конвейера 1 установлены приводная 4 и натяжная 5 станции, огибаемые бесконечным тяговым органом, выполненным в виде двух пластинчатых цепей 6 с прикрепленными к ним тележками 7, на которые устанавливаются собираемые изделия. Рама 3 снабжена направляющими 8, на которые установлены платформы 9 с катками 10 с возможностью возвратно-поступательного движения вдоль конвейера при помощи силового цилиндра 11, корпус которого щарнирно закреплен на раме 3 конвейера, а щток на платформе 9. Каждая платформа 9 снабжена парой подпружиненных поворотных собачек 12 и направляющими 13, имеющими скосы со стороны движения тележ1 и 7 и несет сборочные установки 2. Тележка 7 снабжена упорами 14, роликом 15 и конечным выключателем 16.
Линия работает следующим образом.
При подходе к сборочным установкам 2 тележка 7 роликом 15 пройдет между направляющими 13, скосы которых исключают поперечное смещение ее относительно оси конвейера. При дальнейщем движении тележки 7 упоры 14 повернут собачки 12, которые пропустят упоры 14 и вернутся в исходное положение за счет пружины. В это время один из упоров 14 по ходу нажимает на конечный выключатель 16, который подает сигнал на включение силового цилиндра 11 и отключение привода конвейера 1. Конвейер, пройдя некоторое расстояние по инерции, остановится, а в это время щток силового цилиндра 11 начнет перемещать платформу 9 вместе со сборочной установкой 2 по направляющим 8 и упрется собачками 12 в упоры 14 тележки 7, Платфор- ма 9 со сборочной установкой 2 остановится, зафиксированная относительно тележки 7, и будет удерживаться в таком положении силовым цилиндром 11 до окончания работы сборочной установки 2, даже если в это время тележка 7 случайно начнет движение. Силовой цилиндр 11 обеспечит постоянный контакт собачек 12 с упорами 14, двигаясь вместе с тележкой 7 конвейера. Возможна работа сборочной установки 2 даже при движущемся конвейере 1.
После окончании работы сборочной установки 2 подается сигнал на включение конвейера 1 и включение цилиндра 11, который вернет платформу 9 со сборочной установкой 2 в исходное полож;ение (крайнеелевое). При подходе следующей тележки 7 цикл повторяется.
Данная конструкция поточно-механизированной сборочной линии позволяет осуществлять одновременно несколько сборочных операций с точной фиксацией тележек относительно сборочных установок.
Формула изобретения
Поточно-механизированная сборочная линия, содержащая сборочные установки, установленные в технологической последовательности, и вертикально замкнутый конвейер, включающий цепной тяговый орган, огибающий приводную и натяжную станции и тележки с упорами, отличающаяся тем, что, с целью повыщения точности фиксации тележки на нескольких сборочных позициях в поперечном и продольном направлениях, тележки снабжены роликами, а каждая сборочная установка снабжена платформой, размещенной на раме конвейера с возможностью перемещения вдоль него и имеющей подпружиненные собачки и направляющие для взаимодействия соответственно с упорами и роликом тележки. Источники информации,
принятые во внимание при экспертизе
по заявке № 2551648, кл. B65G 17/38, 1977 (прототип). 3 / .«
