l3ofipCTe)uie относится к гибким автоматизированным сбороч)1ым линиям, выполненным на базе тележечных конвейеров, и может быть использовано в раз. гичных областях машиностроения при сборке изделий, примущественно крупных, например шкафов управления, бытовых стиральных машин, холодиль- никон.
Цель изобретения - расширение технологических возможностей.
Указанная цепь обеспечивается увеличением габаритов и сложности собираемых на линии изделий за счет воз- можности последовательного попадания в рабочую зону сборки на сборочных позициях всего изделия путем его вертикального перемещения, а также - подач на сборочные позиции этим же кон- вейером необходимой номенклатуры комплектующих деталей.
На фиг. 1 схематически представлена предлагаемая автоматизированная линия; на фиг. 2 - то же, вид в пла- не; на фиг-. 3 - разрез Л-А на фиг. 1 ; на фиг. 4 - 15азрез Б-Б на фиг. 1.
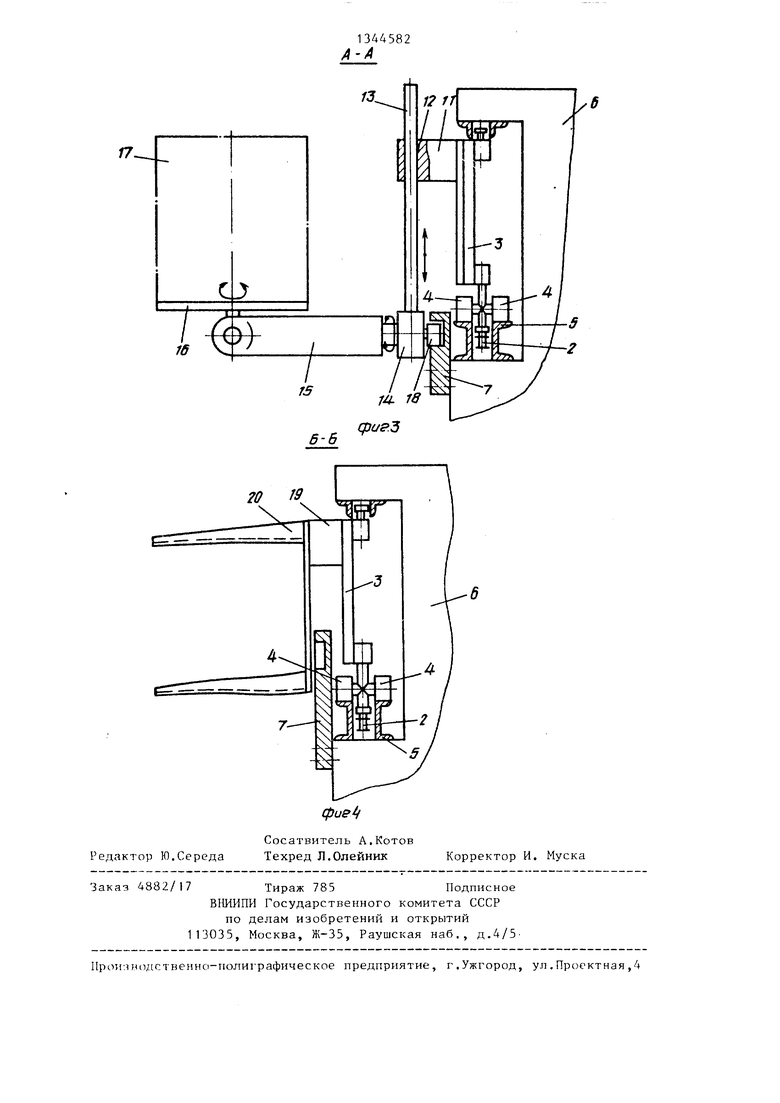
Гибкая автоматизированная сборочная линия состоит из горизонтально замкнутого конвейера 1, вдоль тягового органа 2 (фиг.З) которого размещены тележки 3, взаимодействующие катками 4 с рельсовым путем 5, смонтированным по периметру конвейера 1 на металлоконструкции 6. Копирный паз копира 7, также смонтированн ого на металлоконструкции 6 по периметру конвейера 1 (фиг.1), имеет горизонтальные участки 8, смежные с участка- ми спуска 9 и подъема 10. На половине тележек конвейера, например нечетных установлены втулки 11, направляющие отверстия 12 (фиг.2) которых взаимодействуют с возможностью вертикально- го перемещения с вертикальными штангами 13 кронштейна 14, на котором на кантователе 15 смонтирована консольная платформа 16 для установки собираемого изделия 17. На кронщтейне 14 з гкреплен pojniK 18, взаимодействующий с копирным пазом копира 7. На четных тележках 3 конвейера 1 установлены многополочные этажерки, являющиеся
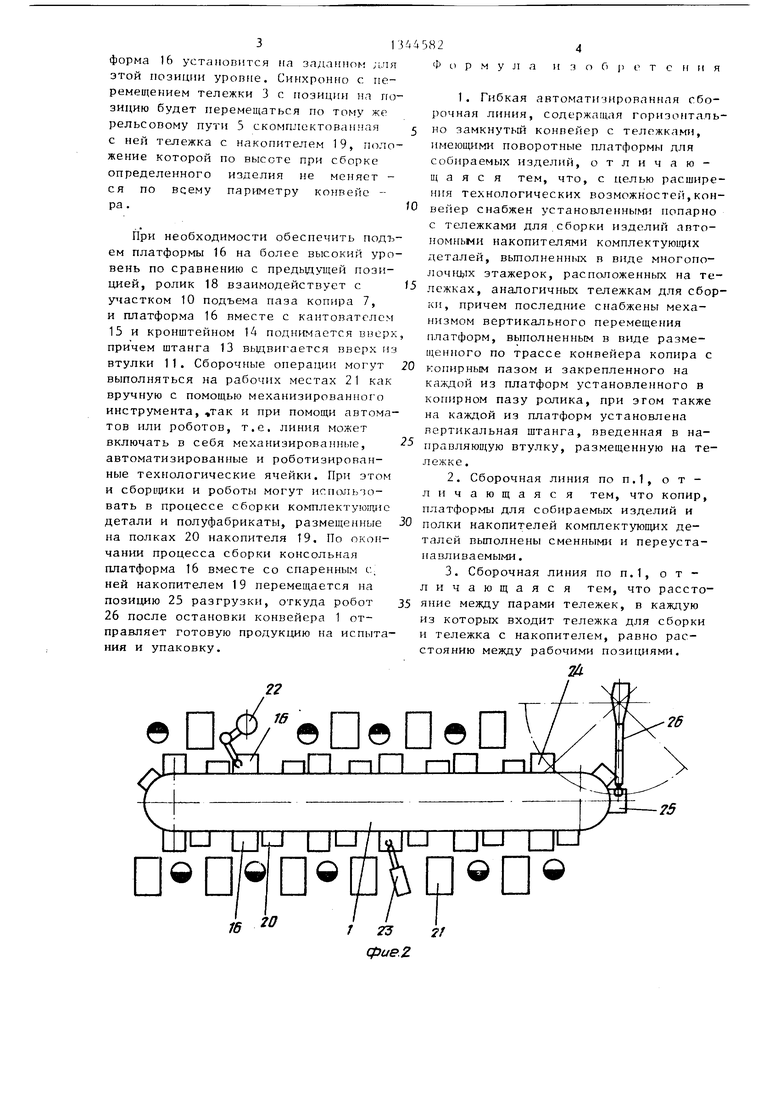
автономными накопителями 19 с полками 20 для накопления и передачи комплектующих деталей и полуфабрикатов. С обеих сторон ЛИНИЙ к конвейеру 1 примыкают рабочие пози1Д1и 21 (фиг. 2),
5
0 0 5 g ,
5
5
расположенные на ранных расстояниях друг от друга и обслуживаемые рабочиNoi-сборщиками или роботами 22 и 23. Для обслуживания загрузочной 24 и разгрузочной 25 позиций линии установлен робот 26. Расстоян;:г между соседними рабочими позициями, а также позициями 25 и 26, равно или кратно шагу конвейера.
Линия работает следующим образом.
Робот 26 берет базовую деталь или базовый узел собираемого изделия 17 и устанавливает его на платформу 16 на загрузочной позип;ии 24 конвейера 1. Этот же робот укладывает на полки 20 накопителя 19 той же позиции комплектующие детали и полуфабрикаты, которые будут использованы в процессе сборки изделия.
После того как робот 26 займет исходное положение, конвейер 1 передвинет тележки 3 на шаг,т. е.они переместятся на первую рабочую позицию.При этом катки 4 первой нечетной тележки 3, отстоящей от следующей нечетной тележки на шаг конвейера, перекатываются по рельсовому пути 5, а ролик 18 - по пазу копира 7. Если на первой рабочей позиции требуется разместить платформу 16 на одном уровне с ее положением па загрузочной позиции, то тележка 3, втулка 11, кронщтейн 14 со штангой 13, кантователь 15 и консольная платформа 16 будут перемещаться как единое целое, т.е. без перемещения названных частей друг относительно друга.
Если же на какой-либо из последующих позиций необходимо опустить ниже платформу 16, например для удобства установки сверху на базовую деталь объекта сборки 17 следующего по техпроцессу сборки узла, при перемещении на эту позицию ролик 18 будет взаимодействовать с участком спуска 9 паза копира 7, опускаясь вниз по отнощению к тележке 3. При этом кронштейн 14 будет перемещаться в том же направлении вместе с роликом, причем штанга 13, взаимодействуя с направляющим отверстием 12 втулки 11, закреп- на тележке 3, обеспечивает плоско-параллельное перемещение кронштейна 14 вместе с кантователем 15, платформой 16 и объектом сборки. В соответствии с профилем паза копира 7 при достижении тележкой 3 очередной рабочей позиции консольная плат313
форма 16 установится на заданном для этой позиции уровне. Синхронно с перемещением тележки 3 с позиции на позицию будет перемещаться по тому же рельсовому пути 5 скомплектованная с ней тележка с накопителем 19, положение которой по высоте при сборке определенного изделия не меняет - ся по всему пяриметру конвейе -- ра.
При необходимости обеспечить подъем платформы 16 на более высокий уровень по сравнению с предыдущей позицией, ролик 18 взаимодействует с y iacTKOM 10 подъема паза копира 7, и платформа 16 вместе с кантователем 15 и кронштейном 14 поднимается внсрх причем штанга 13 выдвигается вверх из втулки 11. Сборочные операции могут выполняться на рабочих местах 21 как вручную с помощью механизированного инструмента, ,так и при помощи автоматов или роботов, т.е. линия может включать в себя механизированн,1е, автоматизированные и роботизированные технологические ячейки. При этом
и сбориД КИ и роботы могут ИСПШ1Ь 5Овать в процессе сборки комплектую дие детали и полуфабрикаты, размещенные на полках 20 накопителя 19. По окончании процесса сборки консольная платформа 16 вместе со спаренным С; ней накопителем 19 перемещается на позицию 25 разгрузки, откуда робот 26 после остановки конвейера 1 отправляет готовую продукцию на испытания и упаковку.
10
15 0
5
0
5
5824
Ф о р м у л а изо б р е т с н и я
1. Гибкая автоматизированная сборочная линия, содержащая горизонтально замкнутый конвейер с тележками, имеющими поворотные платформы для собираемых изделий, отличаю- щ а я с я тем, что, с целью расширения технологических возможностей,конвейер снабжен установленными попарно с тележками для сборки изделий авто- номньми накопителями комплектую1 и1х деталей, вьтолненных в виде многопо- Jio4fu ix этажерок, расположенных на тележках, аналогичных тележкам для сборки, причем последние снабжены механизмом вертикального перемещения платформ, выполненным в виде размещенного по трассе конвейера копира с копирным пазом и закрепленного на каждой из платформ установленного в KorujpHOM пазу ролика, при этом также на каждой из платформ установлена лертикальная штанга, введенная в направляющую втулку, размещенную на тележке .
2.Сборочная линия по п.1, о т - л и чающаяся тем, что копир, платформы для собираемых изделий и полки накопителей комплектующих деталей выполнены сменными и переустанавливаемыми .
3.Сборочная линия по п.1, о т - личающаяся тем, что расстояние между парами тележек, в каждую из которых входит тележка для сборки и тележка с накопителем, равно расстоянию между рабочими позициями.
22
75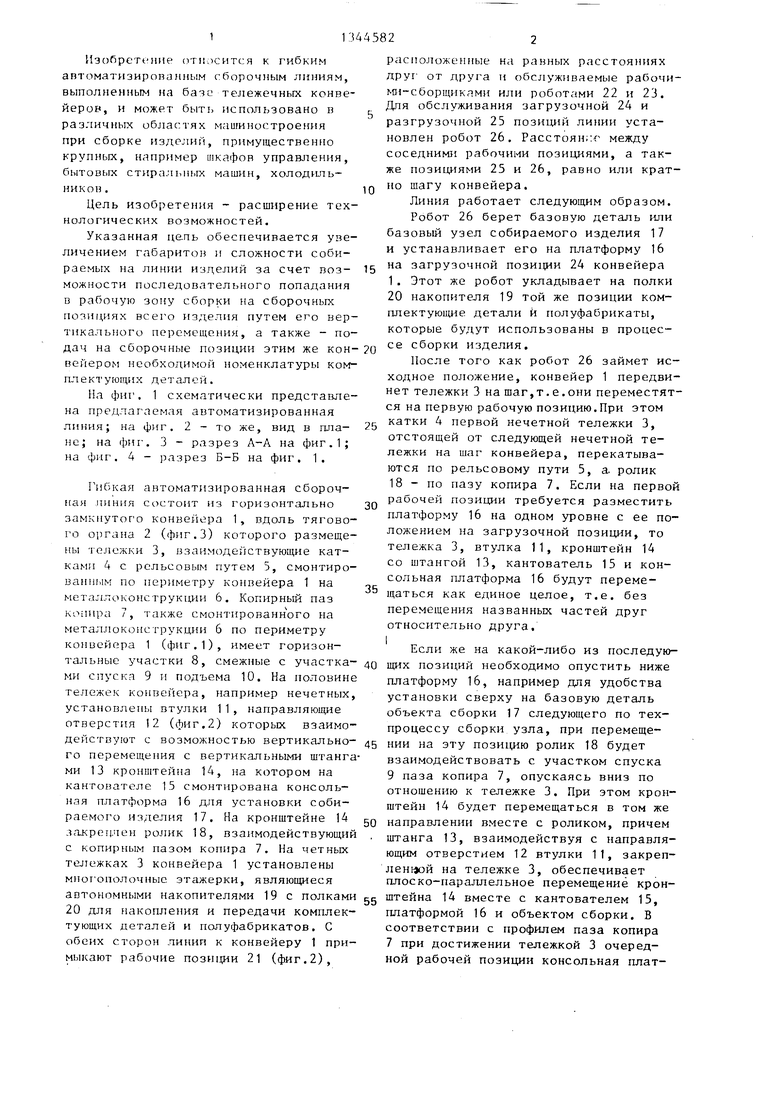
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Сборочная ячейка гибкой сборочной спутниковой линии | 1984 |
|
SU1342694A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС СБОРКИ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2021 |
|
RU2761484C1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Транспортная тележка полуавтоматической линии сборки червячных редукторов | 1979 |
|
SU856755A1 |
| СПОСОБ И АППАРАТУРА ДЛЯ СБОРКИ КОМПЛЕКСНОГО ИЗДЕЛИЯ В ПАРАЛЛЕЛЬНОЙ СИСТЕМЕ ПОДГОТОВКИ ПРОДУКЦИИ | 2008 |
|
RU2422258C2 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Автоматическая линия для сборки изделий | 1985 |
|
SU1271703A1 |
| Межоперационный конвейер для транспортирования изделий между позициями обработки | 1990 |
|
SU1819843A1 |
Изобретение относится к сборочным линиям и может быть использовано в различных областях машинострое гия при сборке изделий, преимущественно крупных, например шкафсв управления, бытовых стиральных машин, холод11чь- ников. Цель изобретения - расширер1ие технологических возможностей - обеспечивается за счет возможности последовательного попадания в рабочую зону сборки на сборочных позициях всего изделия путем его вертикального перемещения, а также на сборочные позиции этим же конвейером необходимой номенклатуры комплектующих деталей. Устройство содержит горизонтально замкнутый конвейер 1 с тележками, несущими для установки собираемых изделий 17 .консольные платформы 16, установленные с возможностью поворота в разтшчных плоскостях и снабжинн1)1е дом поворота. Каждая консольная плат- |})орма 16 выполнена в виде кантовлтеля и установлена с возможностью вертикал перемещения, а также взаимо- п,ействует с азто}{омным накопит(г1ем 19 л:гя хранения и передачи комплектую- деталей и полуфабрикатов, установленным на соседнеГ тележке, причем тележки для сборки и накопители 19 размещены по длине тягового органа конвейера попарно равномерно. CoOniia- емое изделие 17 робот (оператор) устанавливает на консольную платформу 16 на загрузочной позиции конвейера 1, которьй перемещает тележку на раГ-очпе позиции. При достижении тележкой очередной рабочей позиции консол},ная платформа 16 устанавливается на заданном для этой позиции уровне. Сборочные операции могут выполняться на рабочих местах как вручную, так и при помощи автоматов или роботов. При этоу и сборщики, и роботы могут использовать в процессе сборки комплектующие изделия и полуфабрикаты, размещенные на полках накопителя 19. По окончании процесса сборки консольная платформа 16 вместе с накопителем 19 перемегл.ч- ется на позип;ию разгрузки, откуда робот после остановки конвейера 1 отправляет готовую продукцию на ние и упаковку. 2 з.п. ф-лы, 4 ил. (Л W ел оо 
f6
1 23 2Г фие.г
CJ
Г6
Г5
6-6
Редактор Ю,Середа
фи
Сосатвитель А.Котов Техред Л.Олейник
Заказ 4882/17 Тираж 785Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/511рои:1И1)/1Ственно-г1олиграфнческое предприятие, г.Ужгород, ул .Проектная ,4
Корректор И. Муска
| Поточно-механизированная сборочная линия | 1982 |
|
SU1085766A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
