1
Изобретение относится к области сварки, а именно к конструкции и лоточной линии для изготовления сварных изделий преимущественио рамного типа, в частности рам скребковых конвейеров.
Известна автоматическая поточная линия под сборку И сварку крупногабаритных узлов металлоконструкций .
Указанная Линия содержит установленные по ходу технологического процесса рабочие агрегаты для сборочно-сварочных операций и связанные между собой устройствами для перемещения заготовок, выполненными в виде тележечного -конвейера с подъемными столами.
Каждый агрегат разбит на две части, снабженные столами и расположенные по обе -стороны от конвейера, между которыми ходят тележки с подъем-ными столами, причем урове.нь подъемнЫХ столов кон1вейера в исходном Положении ниже уровня рабочих столов.
Недостатком указанной линии является жесткий ритм, при котором -перемещение изделий с каждого рабочего места на следующее может происходить только одновременно на всех рабочих местах по всей
ЛИНИИ.
В результате из-за различной длительности работы на разных местах неизбежны простои, что значительно -снижает производительность линии.
Известна поточная линия для изготовления сварных изделий Преимущественно рамного типа, содержащая установленное на основании по ходу технологического процесса рабочее оборудование, выполненное В виде нескольких сборочных и сварочных установок для продольных и noineречных стьгков, связанных между собой транспортной системой в виде основных .последовательно расположенных рабочиМ оборудованием конвейерных участков с индивидуальнымИ приводами, и накопители, расположенные между рабочим оборудованием, а также кантователи изделий 2.
Недостатком этой поточной линии является то, что она Малопроизводительна, так как Не механизированы вспомогательные процессы.
Целью изобретения является создание
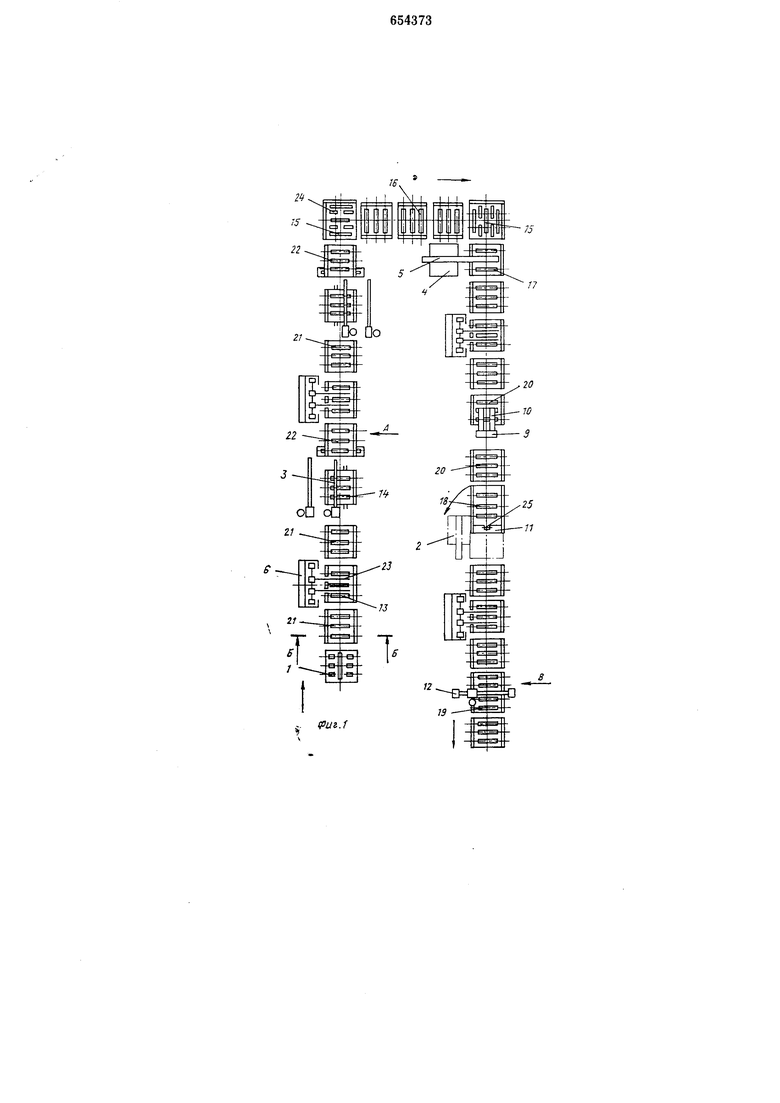
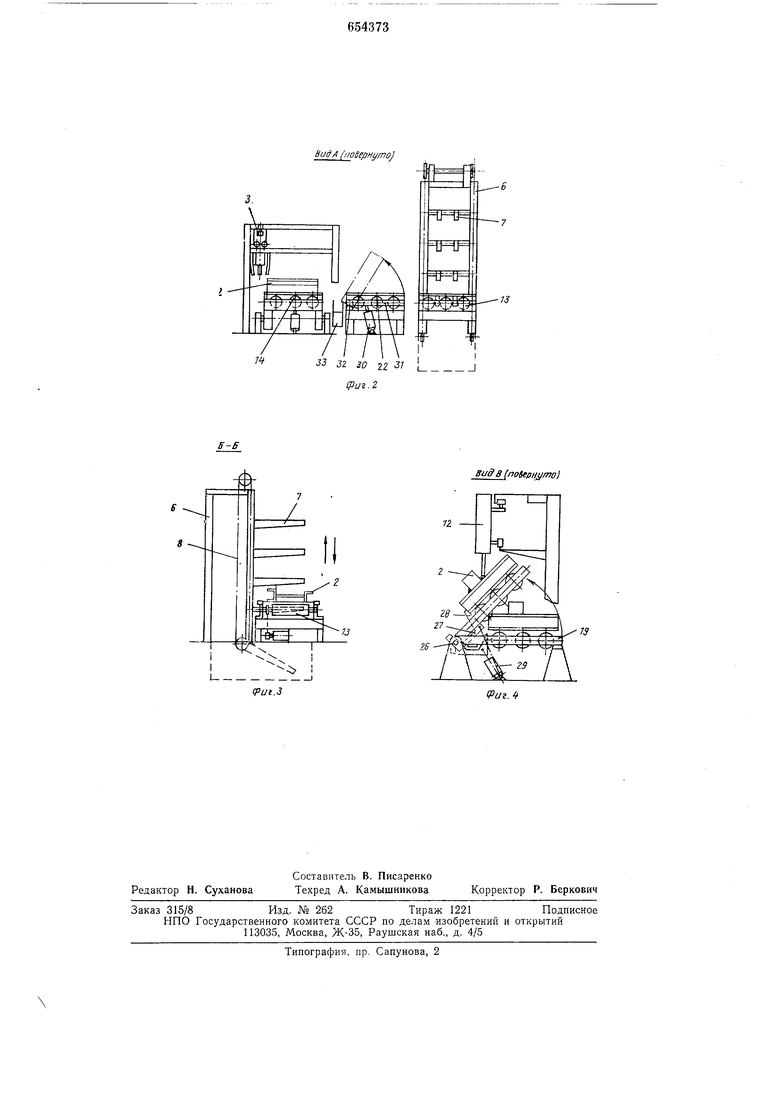
такой конструкции поточной линии, которая была бы более производительна благодаря механизации вспомогательных процессов. Указанная цель достигается тем, что между рабочим оборудованием и основньши Конвейерными участками вв едены дополнительные конвейерные участки с индивидуальными приводами, выполненные в виде рольгангов € длиной, превышающей длину изделия, при это.м дополнительные рольганги, расположенные после сварочных установок для продольных-стыков, установлены с возможностью наклона относительно -оси, параллельной основанию и лерпендикулярной к направлению потока, и снабжены желобами для сбрасывания в них шлака, а о-сновные конвейерные участки выполнены также в виде рольгангов и установлены с возможностью их поворота вокруг оси, перпендикулярной к оснавалию, -причем рольганг основного конвейерного, участка, ра-сположенный под сварочной установ-кой для поперечных стыков, установлен с возможностью наклона во-круг оси, параллельной основанию- и перлендикулярНОй к наторавлению лотока, И оснащен приводной поворотной планкой с упором, смонтированной на указанной о-си поворота рольганга и связанной с приводом ее поворота, а зпор указанной -планки выступает над опорной плоскостью рольганга. Кроме того, сборочная установка для продольных стыков оснащена устройством предварительного обратного прогиба. На фиг. 1 показана поточная линия для изготовления сварных изделий, вид сверху; на фиг. 2 - вид по стрелке А на фит. 1; иа фиг. 3 - разрез Б-Б на фиг. 1; на фи-г. 4 - вид по стр-елке В на фиг. 1. Пр-едлагаемая поточная линия для изготовления свариых изделий содер-жит -сборочную установку 1 для продольных стыков с устройством предварительного обратного прогиба изделия 2, сварочную установку 3 для продольных стыков, позиционера 4 с перегрузочным устройством 5, установленный с одной стороны линии, накопитель 6 элеваторного типа, снабженный парны-ми рычагами 7, закрепленными на тяговой цепи 8, кантователь 9 с рычагамИ 10, сборочную установку 11 для поперечных стыков, сварочную установку 12 для поперечных стыкав и транспортную -си-стему в виде основных 13-20 и дополнительных 21 и 22 рольгангов. Все основ-ные и дополнительные рольганги Имеют инди1видуальные п-риводы. Основные рольганги 13 Имеют вырезы 23, расположенные в рамках рольгангов между роликами, для -прохода рычагов 7 накопителей 6. Вви-ду наличия большого количества -рабочих мест и для удобства обслуживания линия скомпонована при виде сверху в виде буквы П. Две -параллельные линии соединены основными поперечными рольгангами 16. Для передачи из-делия 2 с одной параллельной ветви линии на др гую без разворота изделия основные рольганги 15.на углах линии снабжены роликами 24 для передачи изделия с одной продольной ветви на другую. Основной рольганг 18, расположенны под сборочной установко-й 11 для попереч ных стыков, вы-полнен с возможностью поворота -в горизонтальной плоскости .вокруг оси 25, расположенной на продольной оси р.ольганга и смещенной относительно его -центра в сторону потока. Основной рольгаяг 19, расположенный п-од сварочной установкой 12 для поперечных стыков, выполнен с возможностью наклона вокруг оси 26, перпендикулярной к продольной оси линии, и оснаптен планкой 27. Пла-нка 27 одним концом щарнирно закреплена на оси, параллельной оси 26 наклона рольгаяга 19, а на другом конце -снабжена упором 28, препятствующим сдвигу изделия 2 при наклоне рольганга 19. Планка 27 свя-зана -с приводом 29 на-клона рольганга 18 и контактирует с рольгангом при его наклоне. Дополнительные рольганги 22 имеют наклоняемую от цилиндра 30 раму 31 вокруг оси 32, перпендикулярной к продольной оси линии. . Дополнительные рольганги сна-бжены наклонными желобами 33 для сбрасывания в них щлака, который затем убирается в переносно-й бункер. Предлагаемая поточная лпния работает следующим образом. Цеховым краном заготовки подают на сборочную установку 1, где. собирают изделие 2 с созданием на нем предварительного обратного прогиба для предотвращения сварочных деформаций. Специальным выталкивателем (не показан) сборочной установки I изделие 2 передается на дополнительный рольганг 21. Отсюда изделие 2 путем включения индивидуальных приводов может быть сразу ередано на основной рольганг 13 против Накопителей 6. С рольганга 13 изделие 2 может быть передано или на следующий Дополнительный рольганг 21 путем вклк чения индивидуальных приводов рольгангов 13 и 21 или в накопитель 6, в зависимости т того, загружен ли в данный момент доолнительный рольганг 21 перед сварочной становкой 3 для продоль-ных стыков. Для подъема изделия 2 в накопитель 6 яговая цепь последнего приводится в двиение, и парные рычаги 7 накопителя, асположенные под изделием 2, в вырезах 3 рольганга 13, поднимаясь с цепью 8, нимают -изделие с рольганга, поднимая го выще уровня движения изделия по ольгангу, освобождая рольганг для приеа следующего изделия и т. д.
, Если же в момент передачи изделия 2 на рольгзнг 21 перед накопителем 6 рольганг 13 занят или накопитель 6 в. это время включен на подъем или опускание изделия 2, то изделие временно остается на рольганге 21 и передается на ролыа.нг 13 после его освобождения.
В случае освабождения от изделия рольганга 21, расположенного после накопителя, и отсутствия в этот момент изделия на рольганге 21 перед накопителем 6, очередное изделие на рольганг 21 после накопителя поступает из накопителя.
Для выдачи изделия из накопителя 6 тяговая цепь 8 с рычагами 7 опускается, и изделие 2, лежащее на рычагах, оказывается на рольганге 13. Затем изделие 2 передается на рольганг 21.
Аналогичным образом производится перемещение изделия 2 по всем установкам, связанным с накопителями.
Включение рольгангов для перемещения по ним изделия, а также включение накопителя на подъем или опускание осуществляется автоматически - в зависимости от наличия изделия на соседних рольгангах и установках с помощью выключателей.
С дополнительного рольганга 21 изделие поступает на основной рольганг 14 сварочной установки 3, где продольные стыки изделия 2 свариваются под флюсом сварочными автоматами.
После сварки изделие поступает на дополнительный рольганг 22, где рама 31 с .помощью приводного цилиндра 30 наклоняет изделие. При этом оставшийся на изделии флюс и щлак ссыпаются В желоб 33, и оттуда - .в переносный бункер. Затем через очередной основнОй рольганг 13 и дополнительный рольганг 21 изделие 2 поступает .на следующую установку, где свариваются другие продольные стыки изделия. После сварки изделие также очищается от щлака и флюса на дополнительлом рольганге 22.
После этого изделие 2 поступает па рольганг 15, откуда передающие ролики 24 аправляют его па по перечныс рольгани 16.
С рольгангов 16 изделие через второй рольганг 15 поступает на рольганг 17, отКуда перегрузочным устройством 5 передается на позиционер 4, где производится полуавтоматическая сварка изделия с мелкими деталями.
С позиционера 4 изделие перегрузочным устройством 5 возвращается на рольганг 17, ас него автоматически через очередные ополнительные рольганги 21. и основной польганг 13 изделие поступает на рольганг 0 кантователя 9. Здесь рычаги 10 хантуют изделие на 180°, одновременно опуская го й« второй рольганГ 20 кантователя 9, откуда изделие поступает на основной ольганг 18 сборочной установки 11, после
чего рычаги кантователя возвращаются п исходное Положение. Рольганг 18 с принятым изделием поворачивается в горизонтальной плоскости на 90° вокруг оси 25, расположенной на оси линии и смещенной относительно центра рольганга 18 в сторону потока. При этом благодаря такому расположению оси поворота рольганга изделие оказывается в стороне от линии, что обеспечивает удобство сборки и безопасность работы..
После сборки рольганГ 18 с собра.нным изделием поворачивается еще на 90°, и изделие поступает на очередной
дополннтель)ый рольганг 21. После освобождения от изделия рольганг 18 поворачивается на 180°, возвращаясь в исходное положение. Затем изделие 2 поступает на рольганг 19, где с помощью привода 29
лланка 27 поворачивается вокруг оси 26, при этом ее упор 28 оказывается выше опорной плоскости рольганга.
При дальнейшем повороте планка 27 контактирует с рольгангом 19, поворачивая его вместе с лежащим на нем изделием на удобный для сварки угол. При этом упор 28 препятствует смещению изделия. По окончании сварки с .помощью привода 29 планка 27 и рольганг 19 с изделием
(2 возвращаются в исходное положение, а тотовое изде.пие поступает на дополнительный рольга.нг 21, расположенный в конце линии, откуда и снимается цеховым кранОМ.
Предлагаемая линия позволяет повысить производительность труда. Достигается это за счет введения в линию дополнптельных конвейерных участков в ВИде рольгангов между рабочим оборудованием
и основными транспортными средствами, расположенными перед накопителями, что исключает простой рабочих мест, так как подача и выдача изделий на них происходит без задержки.
Выполнение дополнительных рольгангов после сварочных установок для продольных стыков с возможностью наклона вместе с изделием позволяет повысить производительность линии за счет осуществлеНИИ очистки изделия от щлака и флюса непосредственно в линии и одновременно со сваркой следующего изделия.
Выполнение сборочной установки для лопереч.ных стыков с возможностью поворота в горизонтальной Плоскости сначала на 90° создает удобства для сварки, исключает дополнительные развороты Собираемого изделия, а после окончания сборки еще на 90° за счет смещения оси поворота обеспечивается продвижение изделия на щаг, т. е. ускоряется продвижение изделия на следующее рабочее Мвсто и, как следствие, повыщается производительность. Наклон рольганга с изделием .на устаповке для сварки поперечных швов ускоряет установку изделия в положение, удобное для сварки непосредственно на рольганге без дополнительных передач, оснащение его ПрИводнОй планкой с упором обеопечивает закрепление изделия на нем без каких-либо дополнительных механизмов, что сокращает цикл сварки и повышает Производительность.
Внедрение поточной линии для изготовления сварных изделий на Узловском машзаводе позволит получить экономию в размере 166150 руб.
Формула изобретения
1. Поточная линия для изготовления сварных изделий преимущественно рам-ного типа, содержащая установленное на основании по ходу технологического процесса рабочее оборудование, выполненное в виде сборочных и сварочиых установок для продольных и поперечных стыков, связанных между собой транспортной системой в виде основных последовательно расположенных между рабочим оборудованием конвейерных участков с индивидуальными приводами, и накопители, расположенные между рабочим оборудованием, а таюже кантователи изделий, отличающаяся тем, что, с целью повышения производительности Путем механизации вспомогательных процессов, между рабочим оборудованием и основными конвейерными участками введены дополнительные конвейерные участки с индивидуальными приводами, выполненные в виде рольгаигов с длиной, превышающей длину изделия, при этом дополнительные рольганги, расположенные после сварочных установок для продольных стыков, установлены с. возможностью наклона относительно оси, параллельной основанию и перпендикулярной к направлению потока, и снабжены желобами для сбрасывания в них шлака, а основные конвейерные участки- выполнены также в виде рольгангов и установлены с возможностью их поворота вокруг оси, перпендикулярной к основанию, причем
рольганг основного конвейерНого участка, расположенный под сварочной установкой для поперечных стыков, установлен с возможностью накала вокруг оси, параллельной основанию и пертендикулярнОй к направлению потока, и оснащен приводной поворотной лланкой с упором, смонтированной на указанной оси поворота рольганга, а упор указанной планки выступает над опорной ПЛОСКОСТЬЮ рольганга.
2. Поточная линия пол. 1, отличающаяся тем, что, сборочная установка для продольных стыков оснащена устройством предварительного обратного прогиба. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 253274, кл. В 23К 37/04, 1968.
2.Авторское свидетельство СССР № 442908, кл. В 23 К 37/04, 1972.
Bug/I (1oSepHtJrT l}
3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU740463A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
Bud 8 fnofeoHumol
IZ.
