Изобретение относится к технологии машиностроения и может бьтть использовано при окончательной обработке конических отверстий.
Известна хонинговальная головка для обработки конических отверстий, содержащая корпус, в пазах которого размещены колодки с держателями абразивных брусков, установленных с возможностью взаимодействия с кулачковым механизмом, расположенным в центральном отверстии корпуса с возможностью вращёнияС11.
Недостатками известной головки являются: узкий диапазон использования, так как она служит для обрабатывания отверстий только одного угла конусности, под Которым изготовлена сама головка; низкая точность обработки, .поскольку регулировать величину возвратно-поступательного хода в процессе обработки невозможноJ необходимость сложного специального оборудования, так как для сообщения корпусу и центральному валу разных вращательных движений необходимо иметь станок с двумя шпинделями, расположенными обязательно один в другом и вращающимися с разными .числами оборотов или же в разные стороны.
Целью изобретения является повышение точности обработки и расширенна эксплуатационных возможностей ГОЛОЕ:. за счйт обработки конически отверстий с большими углами конусности н приме-геяия более простого и ун.хзерсалького оборудования.Укй:-аянак цель достигается тем, что хег-{ннгоральная головка, содержащая коргус, в пазах которого размагденьз колодки с держателями абразивны боускон, установленных с возможностью взаимодействия с кулачковым / еханизгЛо,м, расположенным в централной отверстии.корпуса с возможность вращения г снабжена упругими элементами, размещенными в колодках и устновленк.ыми с возможностью взаимодействия с держ:ателлми абразивных брускон, регулировочными винтами, располо.аг-чыми перпендикулярно к дну пазоа с возможностью контакта с колодками, а также стопорными винтами, установленными по торцам колодок.
Ка цилиндрическом хвостовике кулачка аыпол - екы ztss- и более канавки , предчазначеннке для фиксации ссазого положанк.ч.
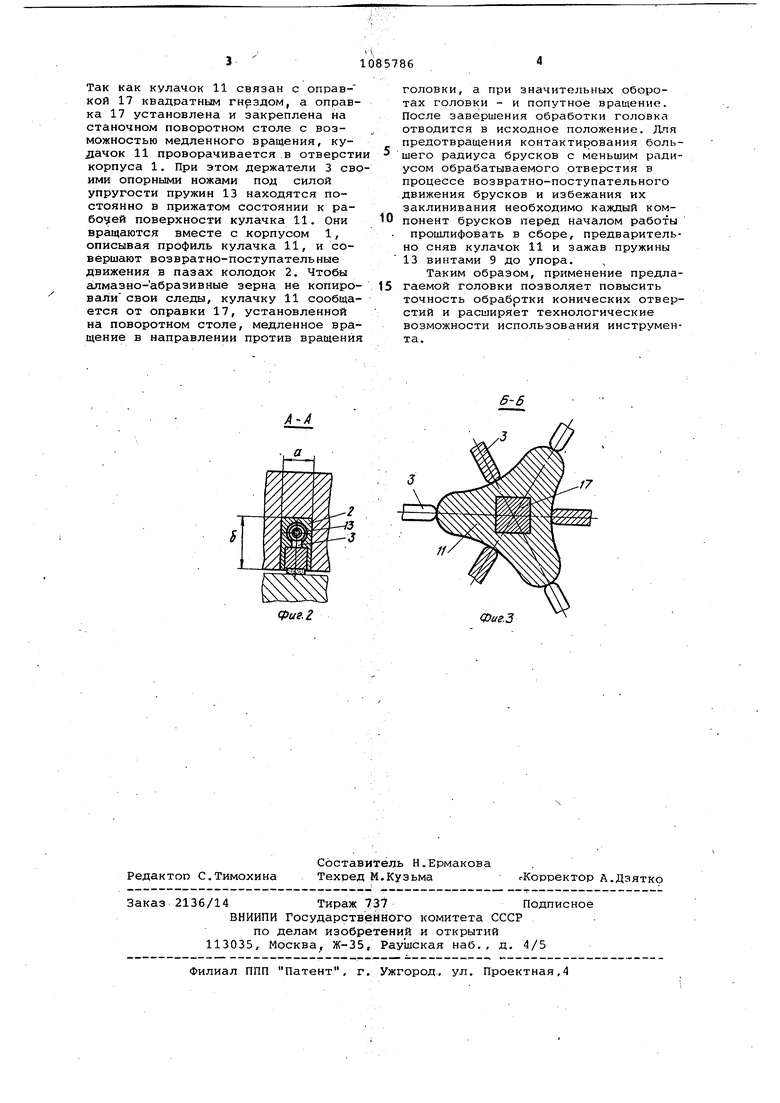
На , схематк/оски изображена х::.51инговальна.я головка, продольный разрез ьиг.2 - разрез Л-А на фнг.1; на фиг.З - разрез на Фиг.,
Головка состоит из коопуса 1с. равномерно расположенньши по окружности пазами фиг. 2, где ot - ширина, б - глубина паза , выполненны- ми под углом к оси корпуса., в которых размещены колодки 2 с держателями 3, несущими на себе алмазные - бруски 4. В пазах корпуса 1 колодки 2 закреплены при помощи опорных винтов 5, конусный наконечник которых 5ХОД11Т и упирается в отверстие tiape oK 6, и стопорных винтов 7, ко10 торые через шарик 8, упирающийся об сферическую поверхность-винта 9, прижимает колодку к регулировочному винту 10 и к отверстию тарелки 6 конусным наконечником винта 5.
5 Для сообщения колодкам 2 возвратно-поступательного движения головка снабжена кулачком 11, который своим цилиндрическим хвостовиком, выполненным с двумя и более канавками,
0 размещен с возможностью вращения в центральном отверстии корпуса 1, где фиксируется и ограничивается от . осевого, перемещения по одной из канавок винтом 12, а также упругим
5 элементом 13, расположенным в отверстии колодки 2 параллельно на-правленик возвратно-поступательного движения держателей 3 и одним концом упирается о ножку последнего. Регулировка удельного давления брусков 4 на обрабатываемую поверхность достигается упругим, элементом (пружиной J 14 и регулировочноП втулкой 15, соединенной с наконечником 16 по резьбе. Поворот кулачка произво дится с помощью оправки 17.
Хонинговальная головка работает следующим образом.
Перед началом работы винты 7 отвоп рачиваются на 1-2 оборота.и колодки 2 с держателями 3 и алмазНЕЛМИ брусками 4 регулируются винтами 10 на требуемый угол конусности окончательно обработанного отверстия,
с а затем заворачиванием винтов 7 до
отказа колодки 2 жестко закрепляются в пазах корпуса. Для регулировки величины возвратно-поступательного хода брусков и их перебега (выхода j на заданную величину за обрабатываемое отверстие в обе стороны отворачивается винт 12 и осевым перемещением в отверстии корпуса 1 кулачок устанавливается в необходимом положении и фиксируется по со5 ответствующей канавке винтом 12. Затем головка устанавливается в обрабатываемое отверстие с одновременным вводом оправки 17 в квадратное отверстие кулачка -11, регулируется
0 удельное давление брусКов на обрабатыв.аемуЮ| поверхность отворачиванием или заворачиванием .втулки 15 на требуемую величину, после чего от шпинделя станка инструменту
5 сообщается вращательное движение.
Так как кулачок 11 связан с оправкой 17 квадратным гнездом, а оправка 17 установлена и закреплена на станочном поворотном столе с возможностью медленного вращения, кудачок 11 проворачивается .в отверсти корпуса 1, При этом держатели 3 своими опорными ножами под силой упругости пружин 13 находятся постоянно в прижатом состоянии к рабоуей поверхности кулачка 11, Они вращаются вместе с корпусом 1, описывая профиль кулачка 11, и совершают возвратно-поступательные движения в пазах колодок 2. Чтобы алмазно-абразивные зерна не копировали свои следы, кулачку 11 сообщается от оправки 17, установленной на поворотном столе, медленное вращение в направлении против вращения
головки, а при значительных оборотах головки - и попутное вращение. После завершения обработки головка отводится в исходное положение. Дпя предотвращения контактирования большего радиуса брусков с меньшим радиусом обрабатываемого отверстия в процессе возвратно-поступательного движения брусков и избежания их заклинивания необходимо каждый компонент брусков перед началом работы прошлифовать в сборе, предварительно сняв кулачок 11 и зажав пружины 13 винтами 9 до упора.
Таким образом, применение предлагаемой головки позволяет повысить точность обрабртки конических отверстий и расширяет технологические возможности использования инструмента.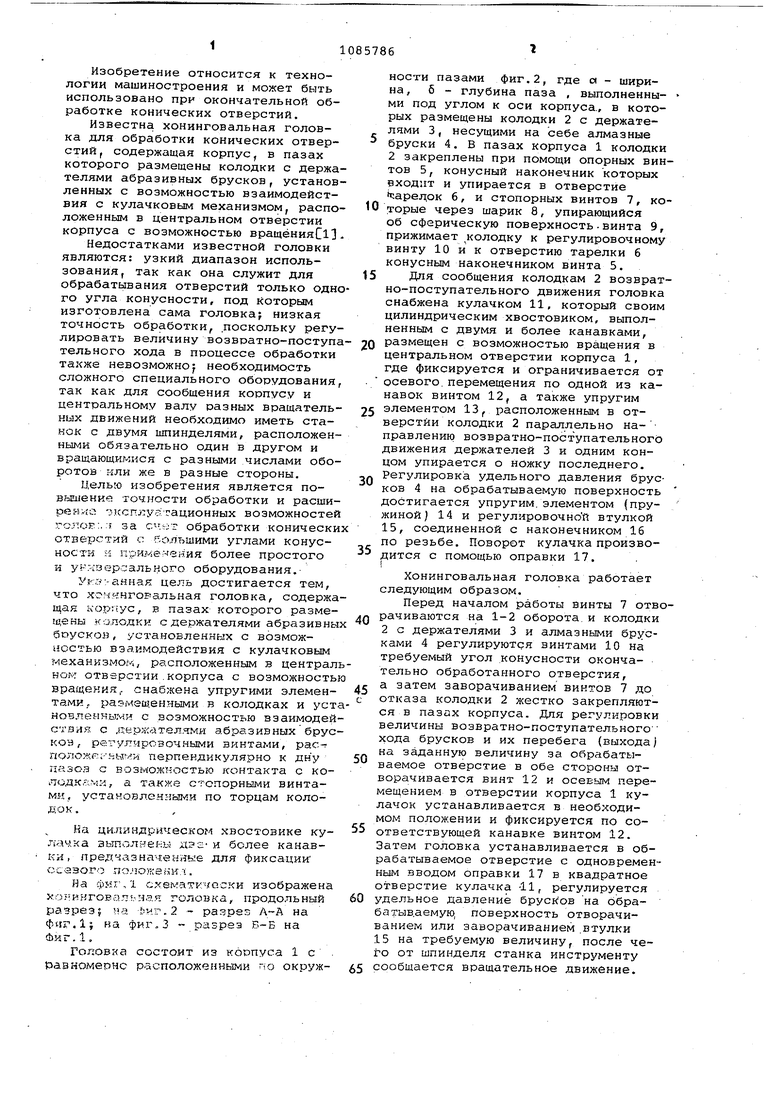
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для обработки конических отверстий | 1988 |
|
SU1611709A1 |
| Хонинговальная головка | 1989 |
|
SU1713785A1 |
| Устройство для хонингования конических отверстий | 1975 |
|
SU558784A1 |
| Хонинговальная головка | 1981 |
|
SU946892A1 |
| Хонинговальная головка для обработки конических отверстий | 1972 |
|
SU437610A1 |
| Хонинговальная головка для обработки отверстий | 1980 |
|
SU863313A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хонинговальная головка | 1986 |
|
SU1333549A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
1. ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ОТВЕРСТИЙ, содержащая корпус, в пазах которого размещены колодки с держателями абразивных брусков, установленных с возможностью взаимодействия с кулачковым механизмом, расположеннЕлм в центральном отверстии корпуса с возможностью вращения, отличающаяся тем, что, с целью повышения точности обработки, головка снабжена упругими элементами, размещенными -в колодках и установленными с возможностью взаимодействия с держателями абразивных брусков, регулировочными винтами, расположенными перпендикулярно к дну пазов с возможностью контакта с колодками, а также стопорными винтами, установленными по торцам колодок. 2. Головка ПОП.1, отличаю щ а я с я тем, что на цилиндрическом хвостовике кулачка выполнены две и более канавки, предназнаСЛ ченные для фиксации осевого положения. С
АФае. г
