Изобретение относится к технологии машиностроения и может быть использовано при чистовой и финишной обработке точных конических отверстий различной длины.
Цель изобретения - повышение точности обработки 41 расширение технологических возможностей процесса обработки глубоких конусных отверстий.
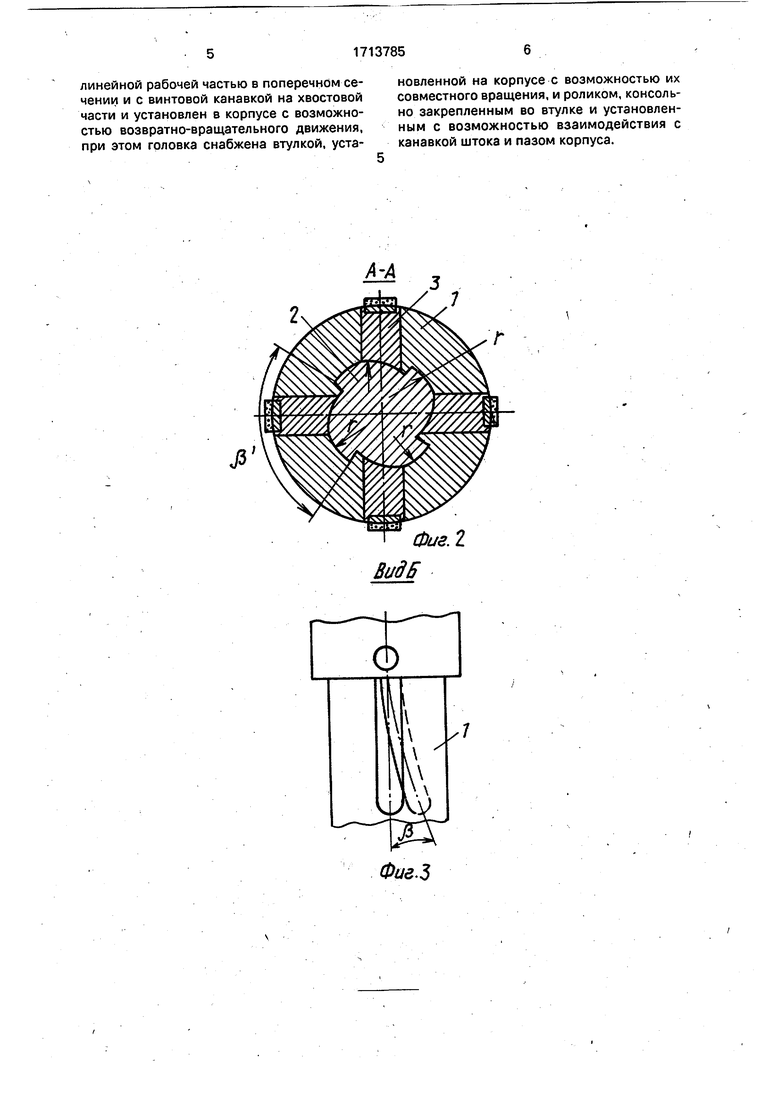
На фиг.1 изображена хонинговальная головка, продольный разрез; на фиг.2-разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - схема криволинейной рабочей части раздвижного вала.
Головка состоит из корпуса 1 с центральным отверстием, в котором помещен с возможностью возвратно-вращательного движения на некоторый угол /Зи ограниченный от осевого перемещения раздвижной вал 2, выполненный с криШолинейной рабочей частью в поперечном сечении, колодок
3,несущих на себе хонинговальные бруски
4,размещенные в равномерно расположенных по окружности пазах корпуса 1 и взаимодействующие с валом 2.
Для сообщения коло;;камЗ радиального возвратнЬ-поступательногр движения головка снабжена вращающейся совместно с головкой втулкой 5, на которой консольно закреплен ролик 6, свободным концом входящий одновременно в осевой паз корпуса 1 и в винтовую канавку вала 2, которые выполнены на их хвостовой части на длине L, большей, 4eiyi длина хода А1 инструмента в Отверстии.
С целью получения заданного угла конусности а обрабатываемого отверстия криволинейная рабочая часть раздвижного вала выполнена, как показано на фиг.4, таким образом, что при повороте вала 2 на любые равные величины углов АД , радиальные перемещения колодок к центру или от центра также будут равными.
Таким образом, для получения заданного угла конусности а отверстия угол А поворота вала 2 при каждой единице длины А I осевого перемещения головки должен быть таким, чтобы отношение единицы AR радиального перемещения колодок относительно оси обработки к величине А,1 осевого хода инструмента равнялось как А R/ АI гдог/де а - заданный угол конусности обрабатываемого отверстия.
Хонинговальная головка работает следующим образом.
Перед началом работы каждый новый комплект алмазных, хонинговальных брусков шлифуется в сборе с головкой под требуемым углом конусности обрабать(ваемого
отверстия до вскрытия алмазных зерен на рабочей поверхности бруска. Затем головка устанавливается в шпиндель станка и вводится в обрабатываемое отверстие, устанавливается длина хода инструмента с учетом перебегов бруска за края отверстия. Инструменту сообщается вращательное и возвратно-поступательное движение соответственно вок|руг и вдоль оси обрабатываемого отверстия от шпинделя станка, а втулка 5с роликом 6 при этом осуществляют только лишь вращательное движение совместно с головкой.
При зтом ролик 6 совершает возвратно5 поступательное движение в сквозном пазу корпуса 1 и в канавке вала 2 и тем самым приводит вал в возвратно-вращательное движение в отверстии корпуса 1.
Полученное возвратно-вращательное движение вала 2 сообщает колодкам ради0 альное возвратно-поступательное движение для компенсации изменения диаметра конусного отверстия при осевом перемещении головки в обрабатываемом отверстии. Радиальная подача брусков по мере
5 съема металла осуществляется осевым перемещением детали к инструменту или, наоборот, при постоянном давлении или дозированной подаче на каждый двойной ход инструмента в отверстии.
0 После окончания обработки шпиндель
станка выключается и поднятием шпинделя
вверх инструмент выводится из отверстия.
Процесссчитается законченным после
удаления всех следов обработки предшест5 еующей операции и достижении требуемого размера.
Таким образом, хонинговальная головка, снабженная раздвижным валом, приводящим колодки с брусками в радиальное
0 перемещение за счет собственного возвратно-вращательного колебания в отверстии корпуса от возвратно-поступательного движения головки в обрабатываемом отверстии, позволяет повысить точность
5 обработки и технологическую возможность процесса хонингования глубоких конусных отверстий.
Ф о р м у л а и 3 о б Р ет е н и я Хонинговальная головка, содержащая
0 корпус, в пазах которого размещены колодки с держателями хонинговальных брусков, установленных с возможностью взаимодействия с раздвижным валом, отличающаяся тем, что, с целью повышения точности обработки и расширения технологических возможностей процесса обработки глубоких конусных отверстий, на хвостовой части корпуса выполнен осевой паз, а раздвижной вал выполнен цилиндрическим с криволинейной рабочей частью в поперечном сечении и с винтовой канавкой на хвостовой части и установлен в корпусе с возможностью возвратно-вращательного движения, при этом головка снабжена втулкой, установленной на корпусе с возможностью их совместного вращения, и роликом, консольно закрепленным во втулке и установленным с возможностью взаимодействия с канавкой штока и пазом корпуса.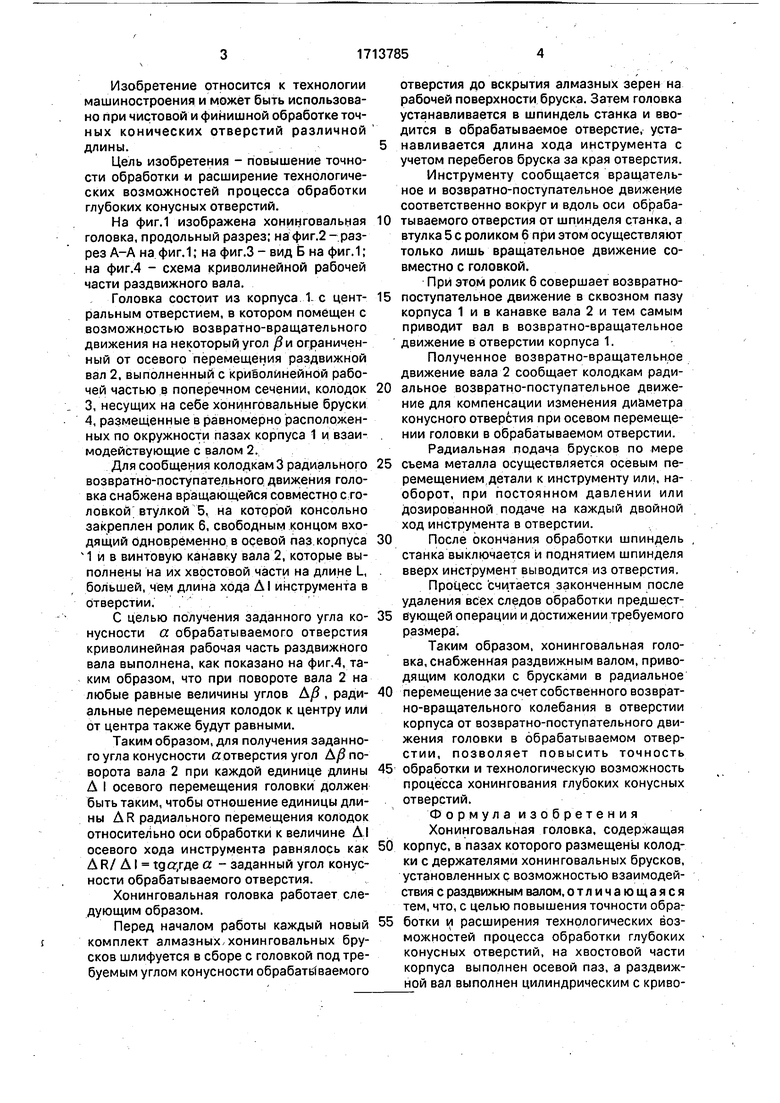
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА УНИВЕРСАЛЬНАЯ | 2018 |
|
RU2744127C2 |
| Хонинговальная головка для обработки конических отверстий | 1983 |
|
SU1085786A1 |
| Хонинговальная головка для обработки конических отверстий | 1988 |
|
SU1611709A1 |
| Хонинговальная головка | 1977 |
|
SU715304A1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка для обработки конических отверстий | 1972 |
|
SU437610A1 |
| Хонинговальная головка | 1979 |
|
SU880702A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
Изобретение относится к технологии машиностроения, может быть использовано для чистовой и финишной обработки точных глубоких конусных отверстий и позволяет повысить точность обработки и расширить технологические возможности процесса обработки глубоких конусных отверстий. Хо- нинговальная головка содержит корпус 1, в пазах которого размещены колодки 3 с аб-разивнымх брусками 4, взаимодействующие с раздвижным валом 2 с криволинейной рабочей частью в поперечном сечении, помещенным в центральное отверстие корпуса. На хвостовой части корпуса и раздвижного вала выполнены соответственно продольный паз и винтовая канавка, в которые своим свободным концом входит ролик, жестко закрепленный на вращающейся втулке, расположенной на хвостовой части головки. Благодаря взаимодействию ролика с корпусом и раздвижным валом возвратно-поступательное движение головки преобразуется в возвратно-вращательное движение раздвижного вала в отверстии корпуса, а последний, в свою очередь, сообщает колодкам с брусками радиальное возвратно-поступательное движение. 4 ил.«ЁСО VIСХ)ел
г/г.З
Фuг.fi
| Хонинговальная головка | 1977 |
|
SU649556A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
