Изобретение относится к технологии машиностроения и может быть использовано при окончательной обработке кониче- I ских отверстий.
I Цель изобретения - повышение точно- |сти обработки путем обеспечения бессту- Iпенчатой регулировки величины перебега I брусков при сохранении габаритных разме- j ров головки.
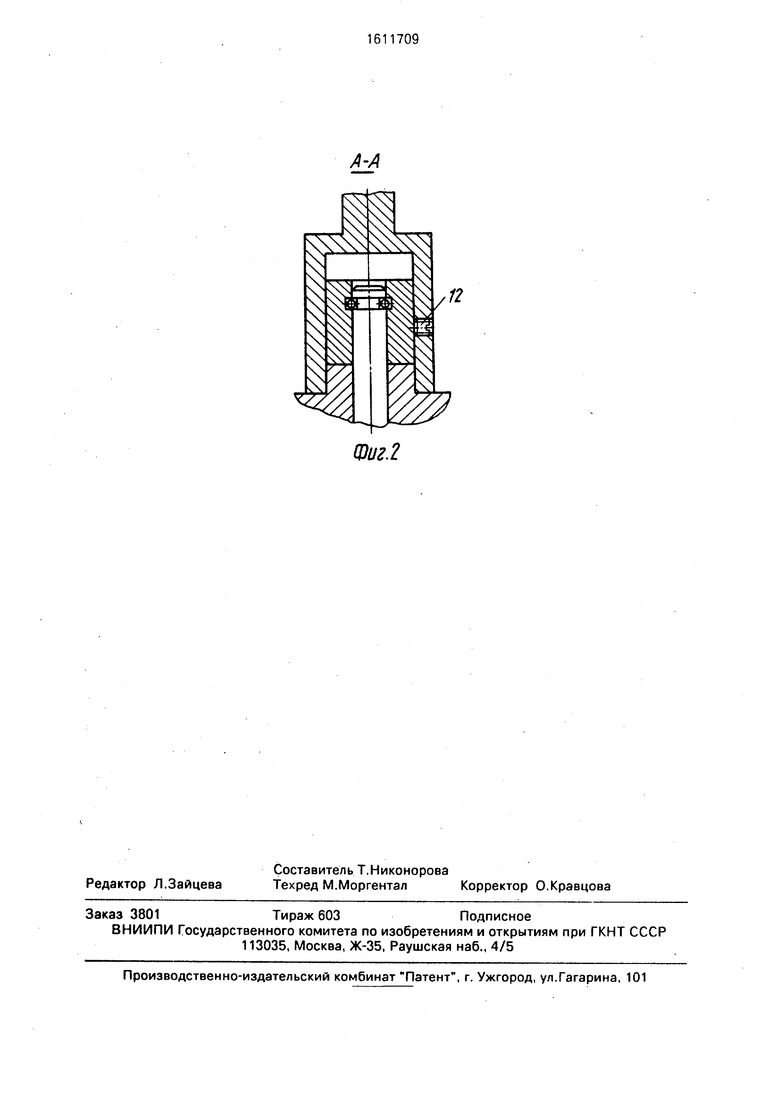
I На фиг.1 изображена хонинговальная j головка, продольный разрез; на фиг.2 - раз- |резА-А на фиг.1.
j Головка состоит из корпуса 1 с равно- IMRPHO расположенными по окружности па- |3ами, в которых размещены колодки 2 с держателями 3, несущими на сеРе абразив- I нуе бруски 4. Для сообщения держателям 3 I возвратно-поступательного движения голов- ка снабжена кулачком 5, который своим ци- |линдрическим хвостовиком, выполненным |с кольцевой канавкой, размещен с воз- |можностью вращения в отверстии специальной втулки 6 регулировочного ;механизма, где фиксируется и ограничива- :ется от осевого перемещения по канавке шариком 7 и упорным винтом 8. Кулачки 9 |размзщены в пазах втулки 6 и взаимодейст- |вуют по квадрату с поворотными винтами ;10, вращающимися в резьбовом отверстии хвостовика головки 11. Стопорный винт 12 при этом ввернут в резьбовое отверстие хвостовика головки 11 с возможностью взаимодействия с втулкой 6. Причем штифты 13 посажены в отверстиях корпуса 1 и хвостовика головки 11 обработанных в сборе, а оправка 14 входит квадратной головкой в отверстие кулачка 5.
Хонинговальная головка работает следующим образом.
Перед началом работы винт 12 отвора- чивается на 1-1,5обо рота и поворотом винта 10, вращая кулачок 9 и перемещая в осевом направлении втулку б, плавным :перемещением кулачка 5 в центральном отверстии корпуса 1 регулируется и уста- навливается точная величина перебегов державок 3 с хонинговальными брусками 4 из обрабатываемого отверстия, а также устанавливается зонами их возвратно-поступательного движения в отверстии, после чего поло5кение втулки б и кулачка 5 фиксируется винтом 12.
Затем головка устанавливается в обрабатываемое отверстие с одновременным вводом оправки 14 в квадратное отверстие кулачка 5 и инструменту сообщается вращательное движение от шпинделя станка. При необходимости корректировку величины перебегов брусков осуществляют с помощью винта 10 и кулачка 9, не выводя инструмент из обрабатываемого отверстия.
Форму л а и 30 бретени я Хонинговальная головка для обработки конических отверстий, выполненная в виде корпуса с установленными в его пазах колодками с абразивными брусками и кулачкового механизма, размещенного в центральном отверстии корпуса с возможностью вращения и взаимодействия своей кулачковой частью с абразивными брусками, а цилиндрическим хвостовиком - с фик- сирующим резьбовым элементом, установленным в радиальном пазу корпуса, отличающаяся тем, что, с целью повышения точности обработки путем обеспечения бесступенчатой регулировки перебега брусков при сохранении габаритных размеров головки, последняя дополнительно снабжена кулачками, вторым фиксирующим элементом, расположенным симметрично первому относительно оси головки, и размещенной на хвостовике кулачкового механизма втулкой с выполненными на ее наружной поверхности симметричными относительно оси головки пазами, в которых размещены указанные кулачки, установленные с возможностью взаимодействия с фиксирующими элементами, при этом втулка на хвостовике зафиксирована от осевого смещения посредством дополнительно введенных в головку шариков.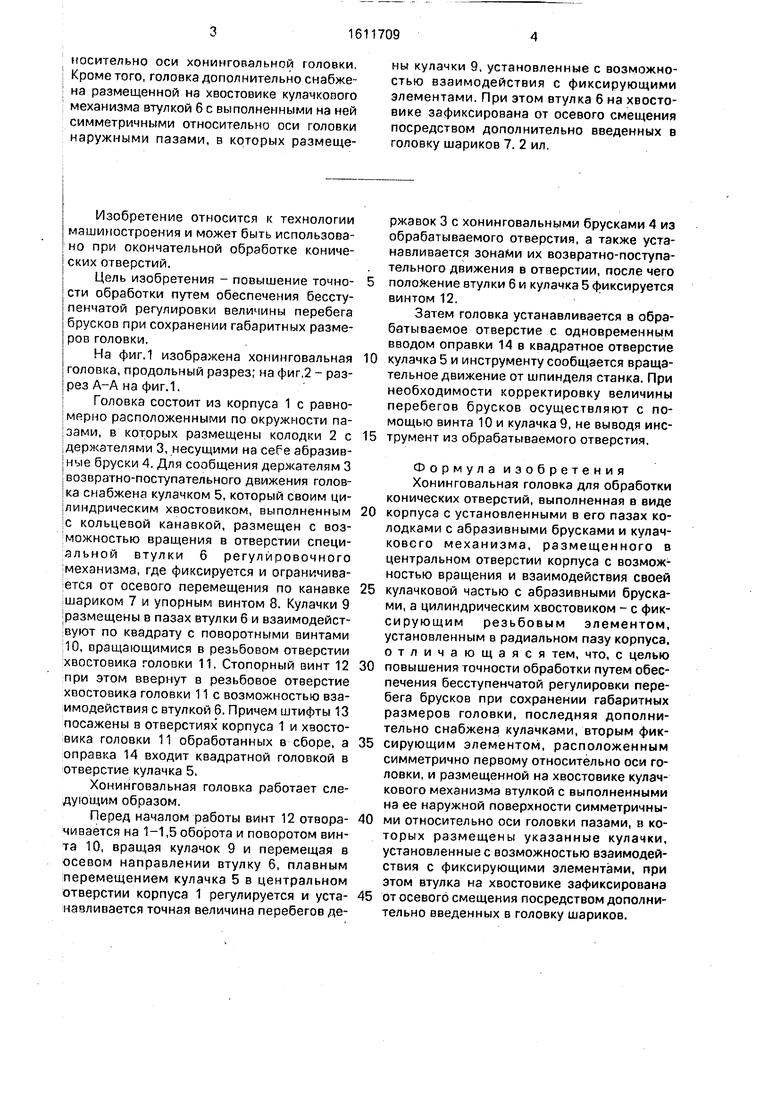
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для обработки конических отверстий | 1983 |
|
SU1085786A1 |
| Хонинговальная головка | 1989 |
|
SU1713785A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА УНИВЕРСАЛЬНАЯ | 2018 |
|
RU2744127C2 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
| Многорядная хонинговальная головка | 1987 |
|
SU1512757A1 |
| Хонинговальная головка | 1975 |
|
SU573329A1 |
| Хонинговальная головка | 1977 |
|
SU715304A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Многорядная хонинговальная головка | 1975 |
|
SU593902A1 |
Изобретение относится к окончательной обработке конических отверстий и позволяет повысить точность обработки путем обеспечения бесступенчатой регулировки перебега при сохранении габаритных размеров головки. Хонинговальная головка, выполненная в виде корпуса 1 с установленными в его пазах колодками 2 с абразивными брусками и кулачкового механизма, размещенного в центральном отверстии корпуса с возможностью вращения и взаимодействия своей кулачковой частью с абразивными брусками 4, а цилиндрическим хвостовиком - с первым фиксирующим резьбовым элементом, установленным в пазу корпуса, дополнительно снабжена кулачками 9 и вторым фиксирующим элементом, расположенным симметрично первому относительно оси хонинговальной головки. Кроме того, головка дополнительно снабжена размещенной на хвостовике кулачкового механизма втулкой 6 с выполненными на ней симметричными относительно оси головки наружными пазами, в которых размещены кулачки 9, установленные с возможностью взаимодействия с фиксирующими элементами. При этом втулка 6 на хвостовике зафиксирована от осевого смещения посредством дополнительно введенных в головку шариков 7. 2 ил.
Фиг.2
| Хонинговальная головка для обработки конических отверстий | 1983 |
|
SU1085786A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
