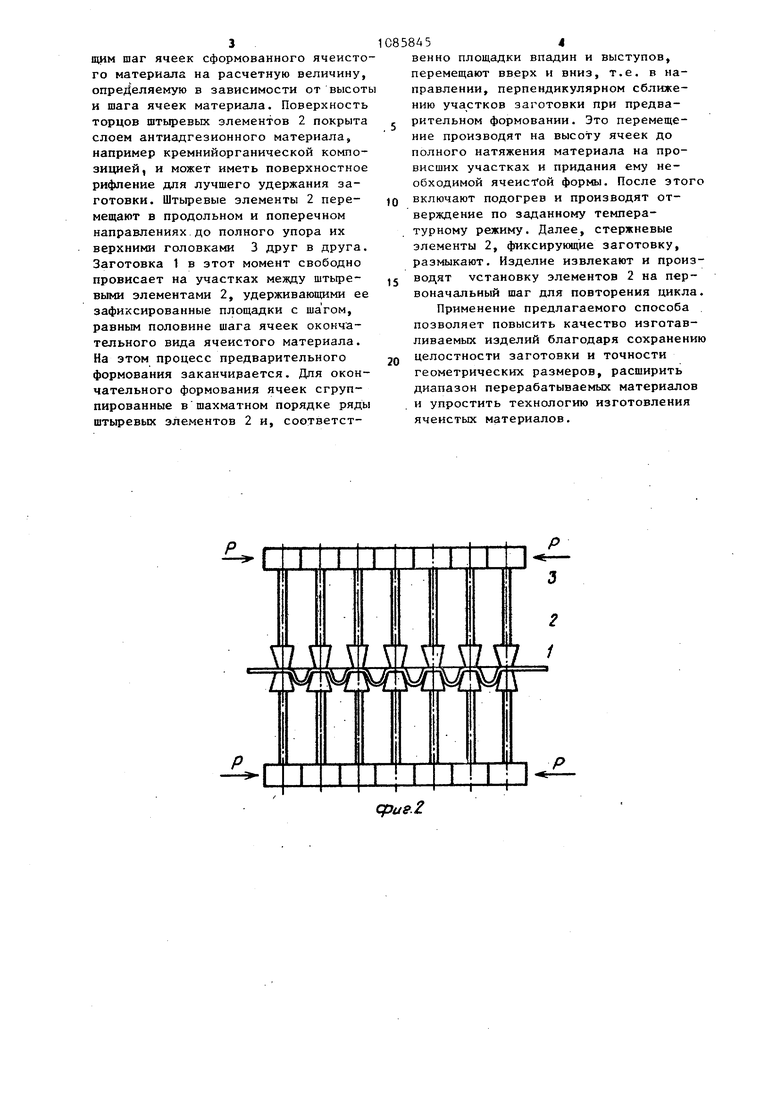
Изобретение относится к производству коътозиционных материалов и может быть использовано при изготовлении заполнителей для МНОГОСЛОЙНЬЕХ панелей и оболочек, применяемых в строительстве, авиа-, суде-, автостроении и других отраслях машиностроения. Известен способ изготовления лис тового ячеистого материала, включающий предварительное формование листо вой заготовки гофрированием .ее в продольном направлении с последующим вдавливанием в поперечном направлении до облегания матрицы, окончательное формование, осуществляемое смыканием пуансона и матрицы, нагрев и отверждение Clj. Недостатком известного способа является то, что он обладает низкой производительностью (требуется уклад ка в одном, а затем в другом направлениях, укладка осуществляется вспомогательной оснасткой-валками и гребенками, процесс трудно механизируем), дает низкое качество изделий так как предварительное формование д облегания ячеистой матрицы производится с некоторой неплотностью облегания, выбираемой затем при прессовании пуансоном, что приводит к разрывам материала. Наиболее близок к предлагаемому способ изготовления листового ячеистого материала, включающий предварительное Формование листовой заготовки в продольном и поперечном направлениях путем сближения предварительно зафиксированных участков заготовки в горизонтальной плоскости, окончательное формование листового материала с его нагревом и отверждением 2 . Недостаток известного способа является низкое качество формования так как заготовка при предварительном формовании че всегда надежно уде живается на формообразующих элементах матрицы. При соскальзывании заготовки с отдельных формообразующих элементов возможны пропуски укладки на отдельных ячейках и, как следствие, несовершенство формы ячеистого листа и местные разрывы заготовок. Кроме того затруднительно инстр ментальное оформление, особенно при создании устройств с перенастройкой на различные шаги и высоты ячеистого листа. В атом случае в комплект устройства для реализации способа должен входить набор пуансонов с различными шагом и высотой npiдольных элементов. При использовании известного способа получают ячеистьй лист с обязательными отверстиями на площадках выступов, что ограничивает область применения такого материала, особенно в конструкциях с высокими требованиями по герметичности, и ограничивает диапазон по номенклатуре перерабатываемых материалов. Целью изобретения является изготовление ячеистого материала с площадками на выступах и впадинах ячеек, обеспечение высокого его качества путем предупреждения нарушения целостности заготовки и обеспечения точности геометрических размеров, расширение диапазона перерабатываемых материалов и упрощение технологии изготовления. Указанная цель достигается тем, что согласно способу изготовления листового ячеистого материала, включающему предварительное формование листовой заготовки в продольном и поперечном направлениях путем сближения предварительно зафиксированных участков заготовки в горизонтальной плоскости, окончательное формование листового материала с его нагревом и отверждением при предварительном формовании осуществляют фиксирование всех площадок оформляемых впадин и выступов посредством двустороннего зажима и сближение площадок до расстояния, равного половине шага ячеек, а окончательное формование осуществляют смещением вверх и вниз сгруппированных в шахматном порядке площадок на высоту ячеек. На фиг. 1 схематически изображена операция двустороннего зажима всех площадок, образуемых вследствие впадин и выступов-, на фиг. 2 - операция сближения площадок; на фиг. 3 - процесс окончательного формования. Способ осуществляют следующим образом. Заготовку 1 полимерного материала, например стеклоткани, пропитанной термореактивным связующим, фиксируют по всем площадкам оформляемых впадин и выступов путем зажима с небольшим усилием Р между двумя системами рабочих органов, штьфевые элементы 2 которых установлены с шагом, превьш:аю3
щим шаг ячеек сформованного ячеистого материала на расчетную величину, определяемую в зависимости от высот и шага ячеек материала. Поверхность торцов штыревых элементов 2 покрыта слоем антиадгезионного материала, например кремнийорганической композицией, и может иметь поверхностное рифление для лучшего удержания заготовки. Штьфевые элементы 2 перемещают в продольном и поперечном направлениях.до полного упора их верхними головками 3 друг в друга. Заготовка 1 в этот момент свободно провисает на участках между штыревыми элементами 2, удерживающими ее зафиксированные площадки с шагом, равным половине шага ячеек окончательного вида ячеистого материала. На этом процесс предварительного формования заканчирается. Для окончательного формования ячеек сгруппированные в шахматном порядке ряды штьфевьк элементов 2 и, соответст858454
венно площадки впадин и выступов, перемещают вверх и вниз, т.е. в направлении, перпендикулярном сближению участков заготовки при предварительном формовании. Это перемещение производят на высоту ячеек до полного натяжения материала на провисших участках и придания ему необходимой ячеистой формы. После этого включают подогрев и производят отверждение по заданному температурному режиму. Далее, стержневые элементы 2, фиксирующие заготовку, размыкают. Изделие извлекают и производят установку элементов 2 на первоначальный шаг для повторения цикла.
Применение предлагаемого способа позволяет повысить качество изготавливаемых изделий благодаря сохранению целостности заготовки и точности геометрических размеров, расширить диапазон перерабатываемых материалов и упростить технологию изготовления ячеистых материалов.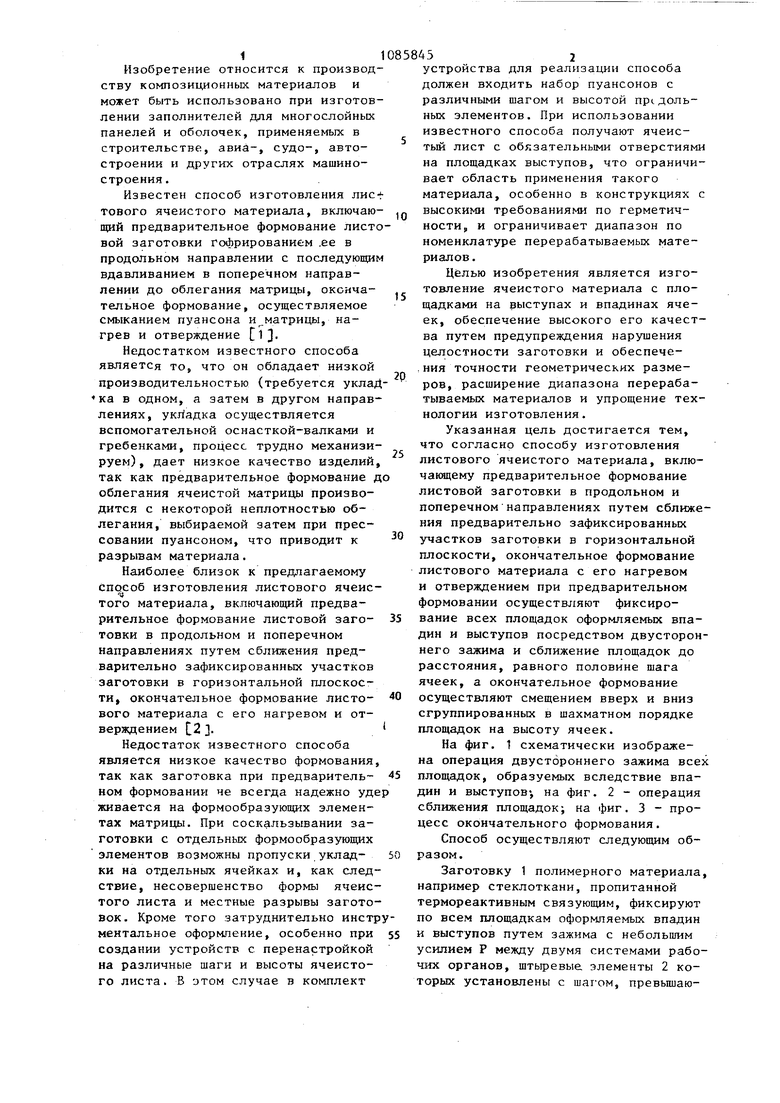
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для гофрирования листового материала | 1981 |
|
SU958109A1 |
| Способ изготовления листового ячеистого материала | 1978 |
|
SU718573A1 |
| Способ изготовления листового ячеистого материала | 1981 |
|
SU954249A2 |
| Устройство для изготовления ячеистых изделий из листового материала | 1982 |
|
SU1071447A1 |
| Способ изготовления ячеистых изделий | 1983 |
|
SU1147472A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU927536A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
| Устройство для гофрирования листового материала | 1980 |
|
SU925655A1 |
| Устройство для гофрирования листового материала | 1980 |
|
SU929447A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |

CpuS.Z
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления листового ячеистого материала | 1978 |
|
SU718573A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Патент Великобритании № 1208869, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
