Изобретение относится к термичес кой обработке металлов и предназначено для использования при умягчагощей сфероидизирующей обработке проката для чистовой вырубки в :камерньп и колпаковых печах. Известен способ изотермического отжига быстроре к щей стали, включаю щий нагрев до температзфы аустениза ции, выдержку, охлалодение, изотерми ческую вьщержку при температуре пер литного превращения к окончательное охлаждение, причем длительность выдержки при температуре перлитного превращения- превышает длительность выдержки при аустенизации в 1„41,8 раза tl. Одьгако при осуагествлении этого способа в камерной или колпаковой печи в значительной части садки не .достигаются требуемые прочность и структура ввиду значительного перепада температур по сечениго садки, Максимальный перепад температур отмечается, как правило, по высоте сац ки и он может составить 1 00--1 ЗО-С . Наиболее близким к предлагаемому по технической сущности является способ термической обработки , состоящий в нагреве стал до темпй;ратуры отпуска, равной Ас.| - (25-5ifC и вьздержке в течение 1-4 ч, дальнейшем нагреве до температз/ры Ас,(20-40 с) с выдержкой после прогрева 0,5-1 ч и охлаждении до Лс,.- (50 -150 С), изотермической выдёрз ке и ох лаждении С 2 J. 1-1едостатком этого способа в случ реализации его в колпаковых н камер ных печах является значительный рат брос свойств металла по объя;г; сад-ки, вызванный фактически различными режимами обработки, умег: шить перепад температур по сечению садки путем уменьшения ее. размеров приводит к резкому снижению произво дительности печей, пре;«де всего зл счет увеличения затрат времени на нагрев и охлазкдепие садки. Все это обусловлено тем, что все час-н еад ки нагреваются только один раз, что при наличии неизбекшого перепада температур приводит к а-устенизацки разных частей садки при различна-- температурах о Цель изобретения - повышение качества проката для чистовой вырубки при термообработке в садочных печах 02 Ппс-глнленная цель достигается тем, что согласно способу изотермиче:ского отжига проката, включающему до температур аустенизации Bhiuie Ас , выдержку, охлаждение до температур ниже Ас, изотермическую вьитержку до завершения перлитного превращенияS нагрев и охлаждение проката проводят циклически с последо1;ателы1ьгм понижением температуры от максимальной ( ) - (Ас + мТ + /iT,,) Е первом цикле до температуры 1устенизации Ас,. - (Ас +4Т) в нос.ледпем цикле, причем количество циклов п определяют из условия ДТ-1 п7-рг-з где перепад температур по садке в первом цикле, /4Т - интервап отжигаемости, а изотермическую и.ыдержку до завер;иения перлитного пр.-2Бра1цения проводят перед последуюiiiiiM нагревом в каж/дом .цикле. образом, при достижении ;- ахсл-1м.альной температуры нагрева садки в первом цикле самая холодная часть садки находится в температурггоГ- интервале аустенизации, позволяю|; Г: - получить требуемую структуру и П)ОЧИОСТЬ . Нагрр.в в последующих циклах до бо.иее низких температур не может призест}; к образованию в вышеуказанпой час1--н садки пластинчатого перлита и повьшению прочности. Самая горячая часть садки в первом ц-ц-кпе .приобретает требуемую темпераTvpy аусгени-зации в последнем цикле, } го }.7.озво..аяет сохранить в остальных -частях .садки структуру сфероидизироиан.ного цементита, образованную после г.(рец:лес1вующих нй.гревов, пр.и этом п.:; игк:;до-г--ательное сняжение температурь; ОТ цккла к циклу составляет Ко..1(-.ство циклов (п..) 5 определяе/--- , где ДТ.., - перепад ератур на садке в первом цикле, лт - интер.вал отжигаемости, обеспечи-нас/ возможность по крайней мере одно.кп.а-14-)ого 1-.агрева любой части садки до температуры отжига и соответственко получение сфероидизированной струкгу;:;л зо зсбм объеме садки, Выдержка при температуре ниже Ас .ме:.-.;-;;/ .ь.атревами до завершения перлит-ного превращения иск.пючае7- возможность ссу.кракения аустенита, образевавшегося при предьщущем нагреве, в ходе очередного нагрева до температуры АО,. Сохранение устор чивого аустенита, образовавшегося при нагревадо температур, превышающих Ас +4Т, приводит к образованию при охлаждении пластинчатого перлита.
Максимальная температура нагрева садки, достигаемая при первом нагреве, составляет (,) - (Ас + уТ+ЛТ). Ограничение температуры нагрева садки обеспечивает уменьшение окалинообразования, обезуглероживания и снижает требуемое для полной сфероидизации количество нагревов, а также предотвращает рост зерна.
Изобретение может быть использовано в любой садочной печи периодического действия, например колпаковой или камерной. Осуществление нагрев,ов и охлаждений согласно предлагаемому способу производится путем изменения температуры рабочего пространства печи.
Выбор граничных параметров температуры отжига обусловлен тем, что при нагреве ниже температуры Ас не происходит образования аустенита, а при нагреве выше однородность и устойчивость аустенита повы шаются в такой степени, что получение сфероидизированной структуры становится невозможным. Выбор граничных параметров величины снижения температуры самой холодной части садки при каждом промежуточном нагреве обусловлен прежде всего тем, 5что это снижение не может превьшать величины 4Т, которая для доэвтектоидных сталей, применяемых для чисто вой вырубки, при многократных нагревах и охлаждениях составляет 30-35 С Снижение температуры самой холодной части садки на и более приводит к тому, что отдельные части садки ок -зываются нагретыми при i-ом нагреве до температуры выше , а при i+1 нагреве - до температуры ниже Ас, т.е. в этих частях садки не может быть получена требуемая структура. Уменьшение величины снижения температуры (10°С) приводит к значительному увеличению количества нагревов и длительности обработки
Выбор минимально возможного количестна нагревов из соотношения
обусловлен тем, что в случае
отдельн)1е части садки не будут нагреты до температуры отжига в интервале Ас.-, и в них не будет получена требуемая структура.
Выбор максимальной температуры нагрева садки, равной () (Ас +ZiT+4T), обусловлен тем, что при перепаде температур по садке, равном ЛТ, и нагреве самой холодной части садки до предельной температуры отжига Ас +4Т, температура самой горячей части садки составляет Ас +лТ+ЛТ. Дальнейшее повьш1ение температуры садки приводит к невозможности получить требуемую структуру в самой холодной части садки (из-за перегрева), а в самой горячей части садки происходит совершенно неоправданное окисление и обезуглероживание поверхности проката.
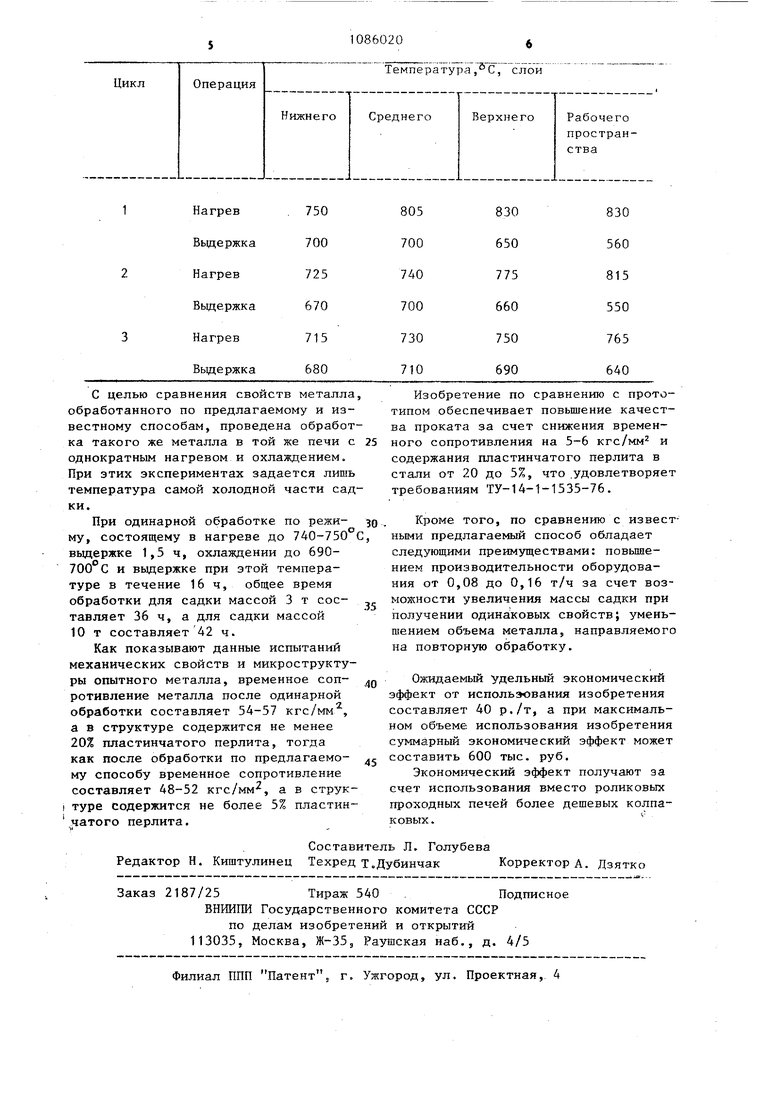
Так, например, при отжиге профилей из стали 45 (18x24x4000 мм) в к олпаковую электрическую печь 6КБ-520А загружают 9 т металла тремя пачками. Высота пачки составляет 250-300 мм. В каждую пачку вводят термопару для контроля температуры металла, а в колпаке и стенде печи имеются стационарные термопары. Вследствие того, что снизу нагрев садки на осуществляется (в стенде печи нет нагревателей), самой горячей частью садки являлась верхняя пачка, а самой холодной - нижняя . При первом нагреве перепад температур по садке составляет , что и определяет минимальное количество нагревов (3), вследствие чего в процессе отжига печь и всю садку нагревают три раза, причем температура нагрева самой холодной части садки при втором и третьем нагреве уменьшена на 25 и соответственно. При третьем нагреве горячая часть садки (верхняя пачка) нагрета до температуры в интервале (Ас +41).
Распределение максимальных темератур при нагреве и минимальных емператур при охлаждении (темпераур выдержек) в различных частях садси в процессе отжига представлено в аблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства проката | 1985 |
|
SU1280029A1 |
| Способ термоциклической обработки полосового проката из углеродистых сталей | 1979 |
|
SU1006506A1 |
| Способ термической обработки быстрорежущей стали | 1981 |
|
SU996476A1 |
| Способ термической обработки заготовок из легированных конструкционных сталей | 1979 |
|
SU881133A1 |
| Способ изготовления лонжеронов рам транспортных машин | 1987 |
|
SU1433991A1 |
| Способ термической обработки за-гОТОВОК из СРЕдНЕуглЕРОдиСТыХСТАлЕй | 1979 |
|
SU831811A1 |
| Способ изготовления калиброванных прутков из аустенитных нержавеющих сталей | 1978 |
|
SU722966A1 |
| СПОСОБ ПОДГОТОВКИ КАЛИБРОВАННОГО ПРОКАТА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТИЗНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553321C1 |
| Способ термической обработки проката | 1986 |
|
SU1421781A1 |
| Способ сфероидизирующей обработки полосового проката из углеродистых сталей | 1981 |
|
SU1052551A1 |
СПОСОБ ИЗОТЕРМИЧЕСКОГО ОТЖИГА ПРОКАТА, включающий нагрев до температур аустенизации выше Ас, вьщержку, охлаждение до температур ниже Ас, изотермическую вьщержку до завершения перлитного превращения, отличающийся тем, что, с целью повышения качества проката для чистовой вырубки при термообработке в садочных печах, нагрев и охлаждение проводят циклически с последовательным понижением температуры от максимальной (Ac+dT) - (Ас+ ЗТ+лТ,) в первом цикле до температуры аустенизации Ас - () в последнем цикле, причем количество циклов п опЛТ ределяют из условия п , где 4Т перепад температур по садке в первом цикле, Л Т - интервал отжигае§ мости, а изотермическую вьщержку до завершения перлитного превраще(Л ния проводят перед последующим нагревом в каждом цикле.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 0 |
|
SU344004A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
