4
со
Од со
со
Изобретение относится к механико- термической обработке стали и может быТь использовано в машиностроении при изготовлении несущих конструкций, преимущественно автомобильных лонжеронов.
Цель изобретения - повьшение прочности и улучшение обрабатываемости при холодной вырубке.
Сущность изобретения заключается в следующем.
При изготовлении лонжеронов по известному способу когда охлаждение по
менее 80 С, то внутренние слои также в основном претерпевают превращение , по .промежуточному механизму, что приводит к нарушению оптимального соотношения структурных составляющих пер- лиТа и бейнита, в результате ухудшается обрабатываемость при вырубке, сни жается пластичность. Если градиент температур превьшает , то в структуре выделяется структурно свободный феррит, снижается прочность стали. Полученная структура (60-80% верхнего бейнита и 20-40% пластин
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лонжеронов рам транспортных машин | 1987 |
|
SU1444366A1 |
| Способ изготовления лонжеронов рам грузовых автомобилей | 1986 |
|
SU1375663A1 |
| Способ изготовления лонжеронов рам грузовых автомобилей | 1985 |
|
SU1280028A1 |
| Способ сфероидизирующей термической обработки стали | 1986 |
|
SU1463774A1 |
| Способ производства проката | 1986 |
|
SU1404126A1 |
| Способ термической обработки заготовок | 1985 |
|
SU1301856A1 |
| Способ термической обработки заготовок из легированных конструкционных сталей | 1979 |
|
SU881133A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2348701C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЭЛЕМЕНТА И СТАЛЬНОЙ ДЕТАЛИ | 2021 |
|
RU2822646C2 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2518852C1 |
Изобретение относится к механико-термической обработке стали и может быть использовано в машиностроении при изготовлении несущих конструкций, преиму1цественно автомобильных лонжеронов. Цель изобретения - повышение прочности и улучшение об- рабатьшаемости при холодной вырубке. Сущность изобретения заключается в том, что в способе изготовления лон- - жёронов, включающем аустенизацию, ускоренное охлаждение до температуры на 30-7 ниже температуры начала бейнитного превращения, холодную вырубку заготовки, отпуск при 580- и формовку лонжерона при этой температуре, охлаждение производят в структуре 60-80% бейнита и 20-40% перлита, а отпуск производят двухстадий- но: вначале перед холодной вырубкой с нагревом до Ас;, +(5-10) с и выдержкой в течение 3-6 мин, подстуживани- ем до АСд-(15-20) с и выдержкой 4- 5 мин, а з атем окончательный отпуск при формовке лонжерона. 1 з.п.ф-лы, 1 табл. а сл с
лосы из аустенитного состояния до тем-15 чатого перлита) является (как в изпературы на 30-70 С ниже температуры начала бейнитного превращения производят со скоростью АО-ТО С/с с пос- ледующей изотермической выдержкой продолжительностью 40 - 120 с, формируется структура, состоящая из 66-75% продуктов диффузионного превращения переохлажденного аусте- нита (причем до 40% структурно свовестном способе) неблагоприятной для холодной вырубки, что приводит к преждевременному износу и даже поломке ножниц, пуансонов. Поэтому в 20 предлагаемом техническом решении перед холодной вырубкой производят на грев лонжеронной полосы до температу ры Ас +(5-10) С и вьщерживают в течение 4-6 мин. При этом в стали провестном способе) неблагоприятной для холодной вырубки, что приводит к преждевременному износу и даже поломке ножниц, пуансонов. Поэтому в 20 предлагаемом техническом решении перед холодной вырубкой производят нагрев лонжеронной полосы до температуры Ас +(5-10) С и вьщерживают в течение 4-6 мин. При этом в стали прободного феррита) и остальное - бейнит.25 исходит превращение перлитных колоний
Такая структура, с одной стороны, не, позволяет максимально использовать резервы прочностных характеристик стали, с другой стороны, из-за нали-, чия пластинчатого перлита и особенно 30 верхнего бейнита с игольчатыми карбидами затрудняет холодную вырубку заготовки. В предлагаемом техническом решении ускоренное охлаждение произвов аустенит, а также частичное растворение игольчатых карбидов верхнего бейнита с сохранением игольчатости самого бейнита. Пии последующем охлаждении до температуры Ас -(15-20)°С и вьщержке 4-5 мин происходит превращение аустенита в перлит по абнормаль- ному механизму с образованием карби- цов сферической формы, а также часв аустенит, а также частичное растворение игольчатых карбидов верхнего бейнита с сохранением игольчатости самого бейнита. Пии последующем охлаждении до температуры Ас -(15-20)°С и вьщержке 4-5 мин происходит превращение аустенита в перлит по абнормаль- ному механизму с образованием карби- цов сферической формы, а также часдят таким образом, чтобы создать гра- 35 тичная сфе1}оидизация карбидов бейнитдиент температур по сечению полосы (между поверхностью и центром ) 80- . Для зтого необходимо учитьюать интенсивность охлаждения и толщину полосы. Например,, для полосы толщиной 8 мм указанный градиент температур создаётся при оклаждении со скоростью 20-130 С/с, а для полосы толщиной 5 мм- при охлаждении со сконой фазы. В результате такой терми- ческой обработки формируется структу ра зернистого перлита и верхнего бей нита со сфероидизированной карбидной 40 фазой. Эта структура значительно улу шает обрабатЬшаемость при холодной вырубке.
Если нагрев перед холодной вырубкой производят вьше температуры
ростью 150-160 С/с. По окончании уско- 5 ACi,+ (5-10)°С, то происходит полное
ренного охлаждения при температуре на 30-70 С ниже температуры начала бейнитного превращения поверхностные слои полосы переохлаждаются до указаикой температуры, внутренние в перлит, в результате.снижаются прочностные характеристики. Если нагрев производят до температуры ниже Ас + (5-10), структура практически не меняется, происходит лишь частичное
имеют температуру на 80-100 С вьше,и при дальнейшем охлаждении на воздухе происходит выравнивание температуры по толщине полосы.(разогрев поверхности и охлаждение центра) с обра, растворение карбидной фазы, ухудзованием 60-80% бейнита (верхнего) и 20-40% пластинчатого перлита.
Если градиент температур по сечению полосы при охлаждении составляет
щается обрабатываемость при хоподн.ой вырубке.
Если продолжительность вьщержки при температуре Ас +(5-10) с меньше
вестном способе) неблагоприятной для холодной вырубки, что приводит к преждевременному износу и даже поломке ножниц, пуансонов. Поэтому в предлагаемом техническом решении перед холодной вырубкой производят нагрев лонжеронной полосы до температуры Ас +(5-10) С и вьщерживают в течение 4-6 мин. При этом в стали происходит превращение перлитных колоний
в аустенит, а также частичное растворение игольчатых карбидов верхнего бейнита с сохранением игольчатости самого бейнита. Пии последующем охлаждении до температуры Ас -(15-20)°С и вьщержке 4-5 мин происходит превращение аустенита в перлит по абнормаль- ному механизму с образованием карби- цов сферической формы, а также частичная сфе1}оидизация карбидов бейнитной фазы. В результате такой терми- ческой обработки формируется структура зернистого перлита и верхнего бейнита со сфероидизированной карбидной фазой. Эта структура значительно улучшает обрабатЬшаемость при холодной вырубке.
Если нагрев перед холодной вырубкой производят вьше температуры
ACi,+ (5-10)°С, то происходит полное
растворение карбидов бейнитной фазы, уменьшается плотность дислокаций, увеличивается кол1-1чество аустенита, который при охлаждении превращается
щается обрабатываемость при хоподн.ой вырубке.
Если продолжительность вьщержки при температуре Ас +(5-10) с меньше
4 мин, не в полной мере происходит превращение перлита в аустенит и сохраняется игольчятость карбидов бейни та - ухудшается технологическая плас тичность. При выдержке более 6 мин растворяется карбидная фаза бейнита, увеличивается количество аустенита, снижается прочность. Если подстужи- вание производят до температуры выше Ас, +(15-20)°С, требуется значительное увеличение выдержки для протека- ния абнормального распада аустенита, кроме того, снижается прочность. Если подстуживание производят до тем- пературы ниже Ас, -(15-20) С, то происходит превращение аустенита по нормальному механизму с образованием пластинчатого перлита - ухудшается обрабатываемость при холодной выруб- ке.
Если продолжительность вьщержки при температуре Ас -(15-20) С меньше 4 мин - не закончено превращение аустенита по абнормальному механизму образуется пластинчатый перлит - также ухудшается обрабатьгааемость при вырубке. Выдержка более 5 мин структурных изменений не вызьшает, но увеличивает время термообработки.
Окончательный требуемый комплекс свойств обеспечивается второй стадией отпуска во время формовки собственно лонжерона при температуре 580- . При этом продолжительность отпуска на второй стадии составляет 10-15. мин. При продолжительности отпуска менее 10 мин снижается пластичность стали, а при продолжительности более 15 мин снижаются прочно- стные характеристики.
Пример. В лабораторных условиях исследовали листовые карты толщино 8 мм из стали 19ХГС. В результате опытов по ускоренному охлаждению установ лено, что градиент температур 80по толщине карты достигается со скоростью 120 -
100° С
при охлаждении
130 С/с..Специальными исследованиями
определены точка А
- 755 С
и темпе--
ратура начала бейнитного превращения - 590°С.
На металлургическом заводе прокатали партию полос из стали 19ХГС раз- . мерами 8x400x6000 мм. После выхода 55 из чистовой клети полосы задавали в водовоздуханое охлаждающее устройство и охлаждали со скоростью 110-140 С/с (обеспечивая градиент температур по
- 5 0
5 0
5
5
0
0
5
толщине полосы 70-ПО С) до температуры поверхности 540-560 с с дальнейшим охлаждением на спокойном воздухе (предлагаемый способ). От полос отбирали для исследования образцы.
Часть полос обрабатывали по извегч- стному способу: охлаждение после прокатки со скоростью до температуры 540 С с последующей выдержкой в течение 40 с и охлаждение до комнатной температуры.
Обработанные по известному способу лонжеронные полосы на машиностроительном заводе подвергали раскрою с пробивкой отверстий, отпуску в течение 1 ч при 600 С с одновременной формовкой лонжеронов. Лонжеронные поло- . сы, произведенные по предлагаемому способу, подвергали двухстадийному отпуску: вначале перед холодной вырубкой с нагревом до 755-770°С, выдержкой в течение 3-7 мин, подсту- живанием до 745-730°С, выдержкой 3- 6 мин, затем холодной вырубке и окончательному отпуску при в течение 5-20 мин с одновременной формовкой лонжеронов. После первой стадии отпуска от полос отбирали образцы, на которых исследовали обрабатываемо сть при пробивке отверстий.
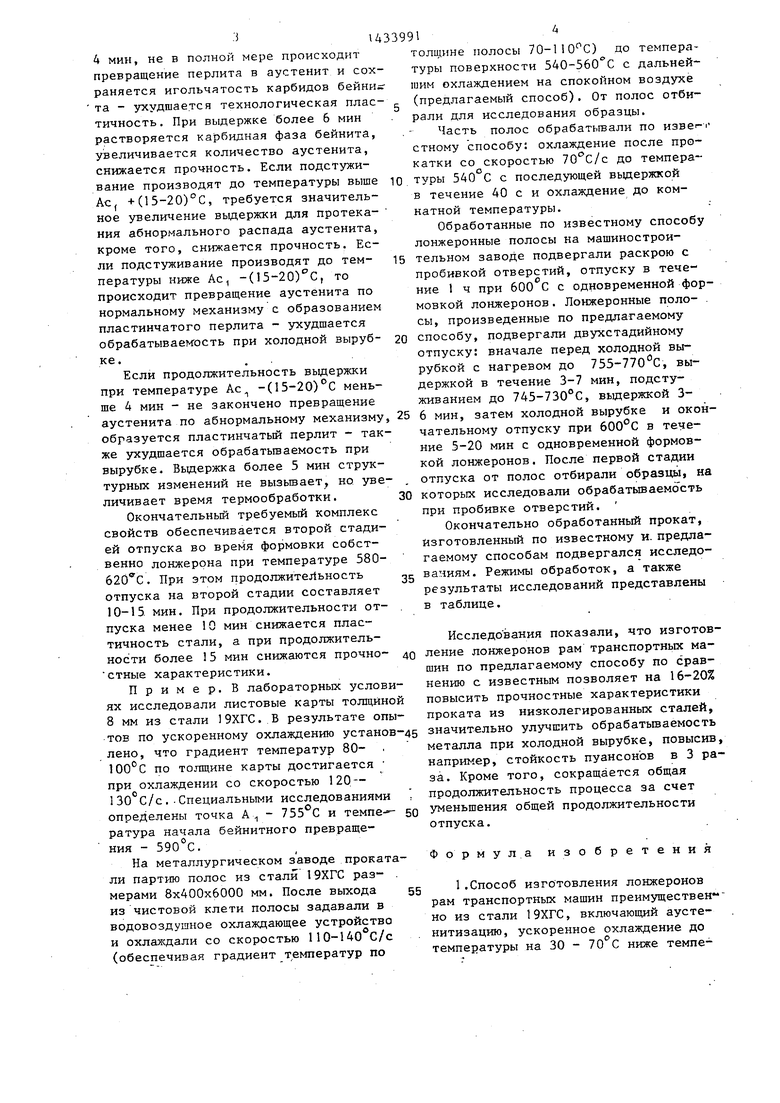
Окончательно обработанный прокат, Изготовленный по известному и. предлагаемому способам подвергался исследованиям. Режимы обработок, а также результаты исследований представлены в таблице.
Исследования показали, что изготовление лонжеронов рам транспортных машин по предлагаемому способу по сравнению с известным позволяет на 16-20% повысить прочностные характеристики проката из низколегированных сталей, значительно улучшить обрабатьшаемость металла при холодной вырубке, повысив, например, стойкость пуансонов в 3 раза. Кроме того, сокращается общая продолжительность процесса за счет уменьшения общей продолжительности отпуска.
Формула изобретения
Заказ 5518/29
Тираж 545
ПНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
туры 60 - 80% верхнего бейнита и 20-40% пластинчатого перлита, а перед отпуском и формовкой лонжерона осуществляют нагрев заготовки до Ас (5-10) С с выдержкой при этой температуре в течение 4-6 мин и с последующим подстуживанием до (15-20)°С с выдержкой при этой температуре в течение 4-5 мин.
Подписное
| Способ термической обработки стальных листов | 1982 |
|
SU1129249A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления лонжеронов рам грузовых автомобилей | 1985 |
|
SU1280028A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
