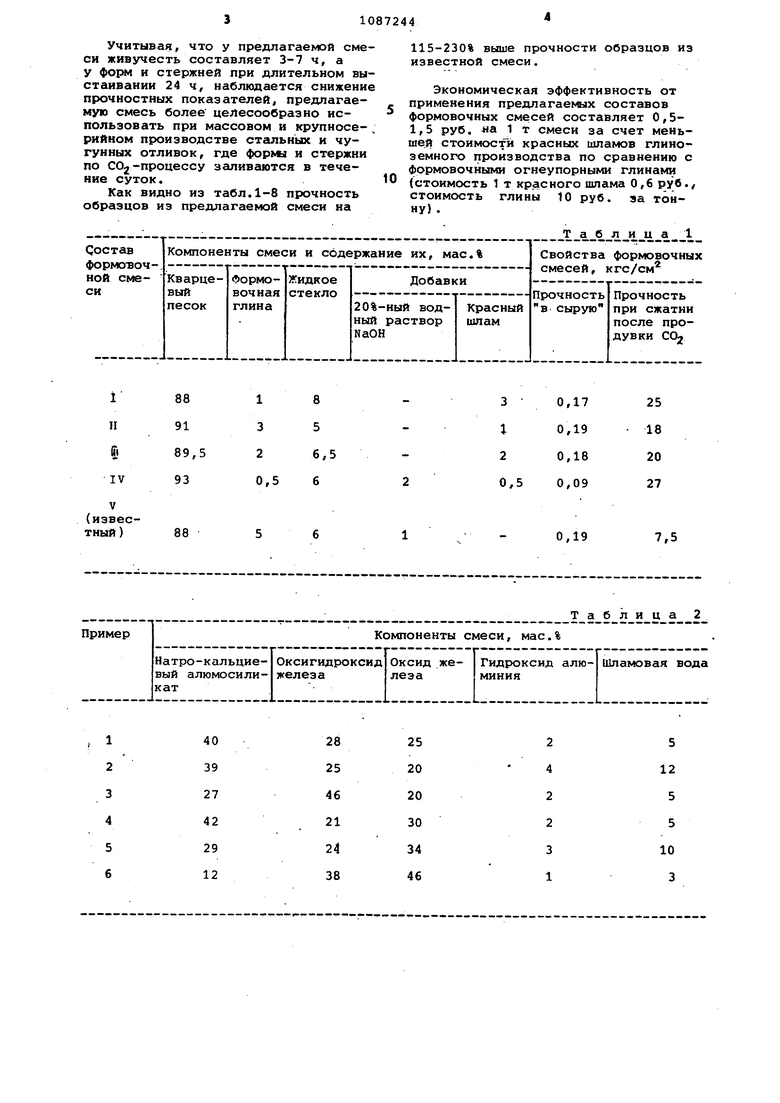
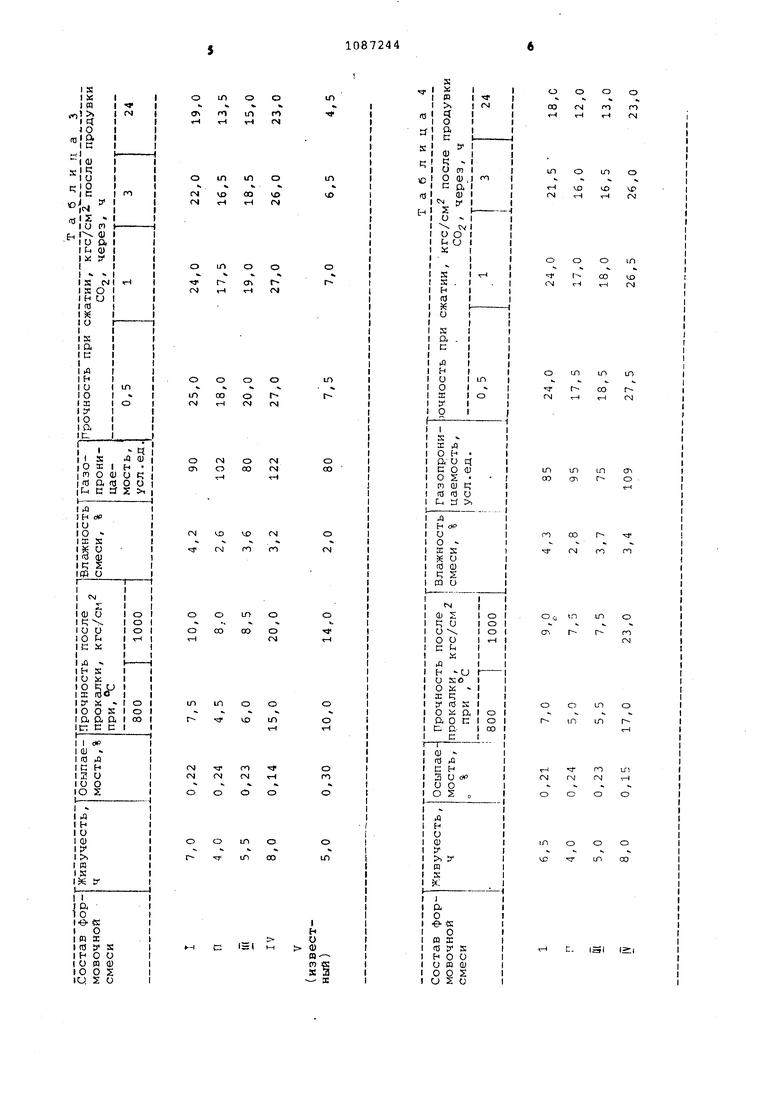
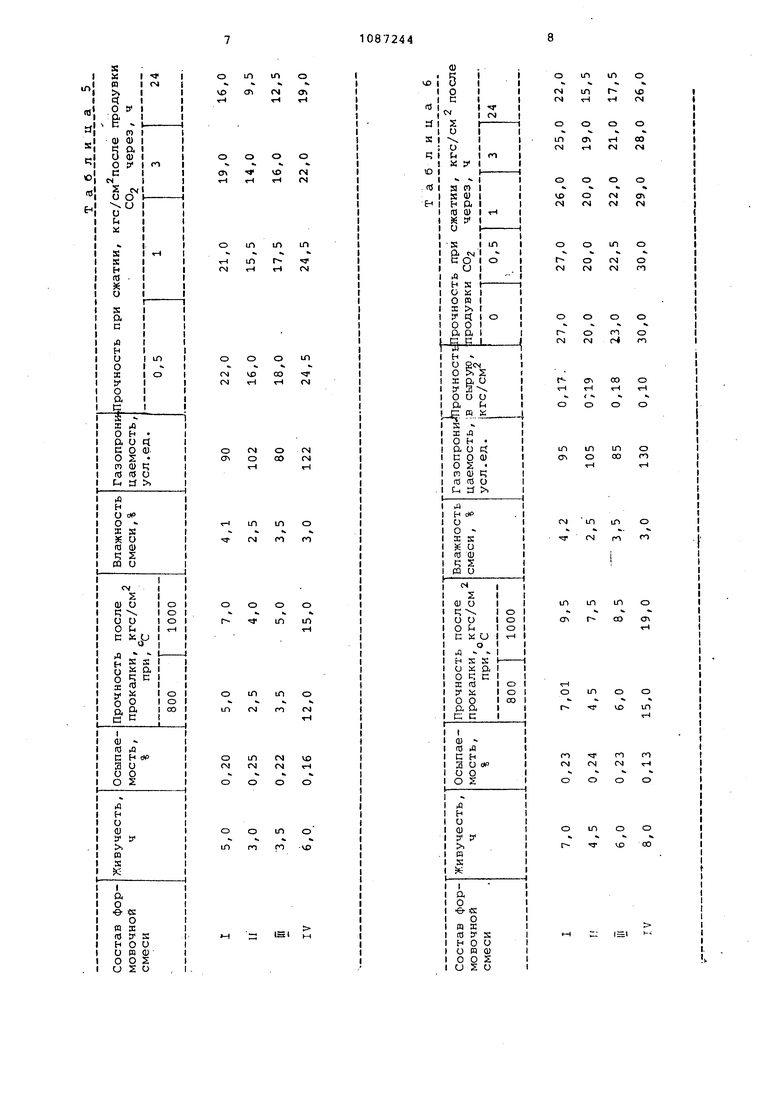
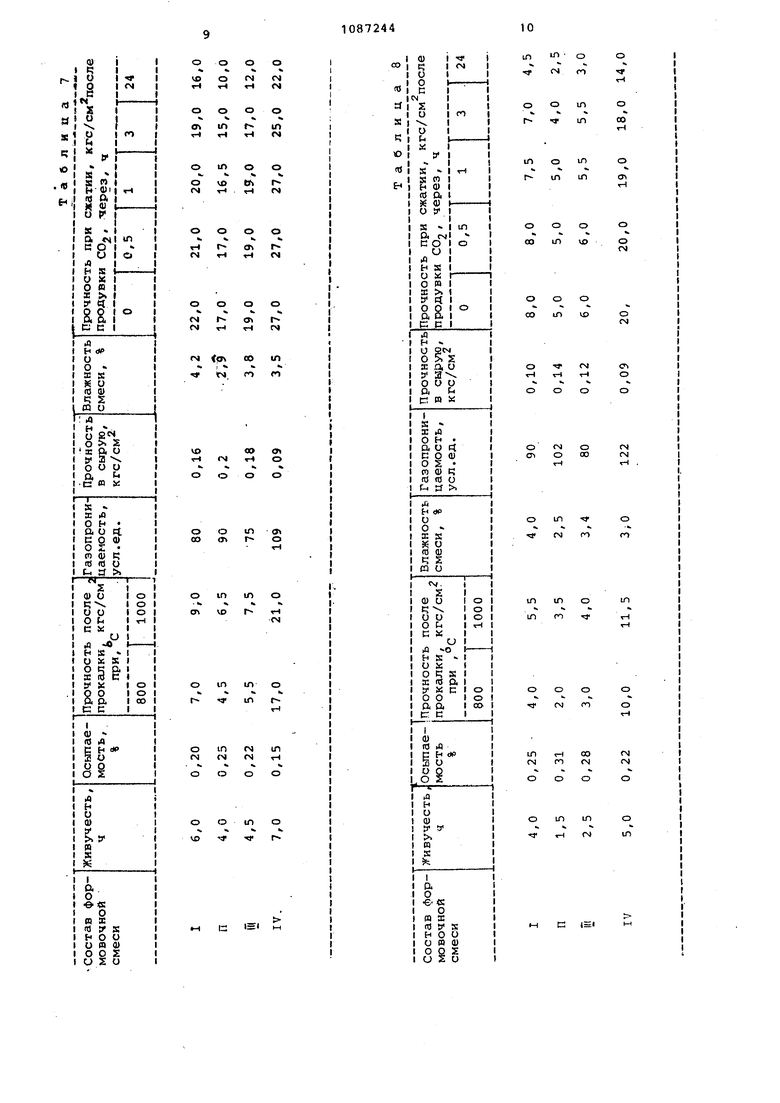
Изобретение относится к литейном производству, а именно к составам формовочных смесей по СО --процессу. Известна формовочная смесь по COj-процессу, содержащая огнеупорны наполнитель и жидкое стекло, котора как правило, используется для изгот вления стержней Cl Недостатком такой смеси является низкая сырая прочность, что обуслав ливает использование в составе смес для изготовления форм формовочной глины Наиболее близкой к изобретению п технической сущности и достигаемому результату является формовочная смес 2 для изготовления литейных форм и стержней по СО -процессу/ вкоточаю щая огнеупорный наполнитель, формовочную глину, жидкое стекло и в качестве добавки 20 мас,% водный раствор едкого натра при следующем соо тении компонентов, мас.%: Огнеупорный наполнитель88 Формовочная глина5 Жидкое стеклоб Водный раствор едкого натра1 .Недостатками известной смеси являются невысокая прочность после продувки углекислым газом, а также высокий расход формовочной глины. Цель изобретения - повышение про чности форм и стержней после продув ки углекислым газом и снижение расхода формовочной глины. Для достижения поставленной цели формовочная смесь для изготовления литейных форм и стержней, включающа огнеупорный наполнитель, формовочную глину, жидкое стекло и технологичес кую добавку, в качестве технологиче кой добавки содержит красный иглам глиноземного производства при следующем соотношении ингредиентов, мае.%: Формовочная глина1-3 Жидкое стекло5-8 Красный шлам глиноземного производства1-3 Огнеупорный наполнительОстально Причем красный шлам глиноземного прюизводства имеет следующий состав мае.%: Натро-кальциевый алюмосиликат27-40 Оксигидроксид железа21-46 Оксид железа20-34 Гидроксид алюминия2-4 Шламовая водаОстальное Введение в сослав формовочной смеси красного шлама такого состава повышает прочность в сырую при общем снижении содержания глины. Повышение прочности в сырую обусловлено тонкой дисперсностью шлама (больше 70 мае.% частиц с размером меньше 50 мкм) и высокой удельной поверхностью шлама ( ), а также высокой гидрофильностью и свободной поверхностной энергией гидроалюмосиликатов натрия и кальция,, гидратов окиси алюминия и железа, что приводит к образованию контактно-конденсационных структур при влажном формовании формовочной смеси, а присутствие гидроалюмосиликата натрия повышает в 2-3 раза прочность смесей, содержащих жидкое стекло после продувки СО2 за счет активного химического взаимодействия между гидроалюмосиликатами натрия и жидким стеклом, а также гидроалюмосиликатами кальция и углекислым газом. Введение в состав формовочной смеси формовочной глины и красного шлама менее 1 мас.% каждого не обеспечивает необходимой прочности смеси в сырую. Содержание формовочной глины и красного шлама свьше 3 мас.% каждого приводит к снижению газопроницаемости формовочной смеси и повьшгению сыр(,)й прочности более 0,25 кгс/см-,которая не обеспечивает получение качественных форм. В качестве огнеупорного наполнителя при приготовлении формовочной смеси используют кварцевый песок,хромит и другие огнеупорные наполнители. Красный шлам глиноземного производства получают путем гидрохимической переработки тонкоразмолотого боксита с каустической щелочью НаОН в автоклаве при 170-250°С и 24-33 атм с последующей отмывкой красного шлама от щелочно-алюминатного раствора, В табл.1 приведены составы смесей и соответствующие им физико-механические свойства. Составы применяемого в табл.1 красного шлама глиноземного производства приведены в табл.2. Физико-механические и технологические свойства смесей с применением красного шлама, соответственно примерам 1-6, приведенным в табл.2, указаны в табл.3-8. Формовочную смесь приготовляли следующим образом. Кварцевый песок перемешивали с формовочной глиной в течение 3 мин, затем вводили красный шлам и перемешнвали еше 2 мин, после чего вводили жидкое стекло и перемешивали еще в течение 2 мин. Из смеси набивали стандартные образцы {в 50 мм; d, 50 мм) для испытания на npo4Hot:Tb при сжатии сразу после продувки углекислым газом.
Учитывая, что у предлагаемой смеси живучесть составляет 3-7 ч, а у форм и стержней при длительном выстаивании 24 ч, наблюдается снижение прочностных показателей, предлагаемую смесь более целесообразно использовать при массовом и крупносе-. рийном производстве стальных и чугунных отливок, где формг и стержни по СО -процессу заливаются в течение суток.
Как видно из табл.1-8 прочность образцов из предлагаемой смеси на
115-230% выше прочности образцов из известной смеси.
Экономическая эффективность от применения пpeдлaгaeNыx составов формовочных смесей составляет 0,51,5 руб. «а 1 т смеси за счет меньшей стоимости красных шламов глиноземного производства по сравнению с формовочными огнеупорными глинами (стоимость 1 т красного шлама 0,6 РУв«/ стоимость глины 10 руб. за тонну) .
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления литейных форм | 1983 |
|
SU1087245A1 |
| Смесь для изготовления литейных форм и стержней | 1982 |
|
SU1066715A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1999 |
|
RU2148464C1 |
| Жидкостекольная смесь для изготовления литейных форм и стержней | 1982 |
|
SU1072978A1 |
| ЖИДКОСТЕКОЛЬНАЯ СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2047418C1 |
| Смесь для изготовления литейных форм и стержней | 1981 |
|
SU1026924A1 |
| Смесь для изготовления литейных форм и стержней | 1979 |
|
SU880606A1 |
| Смесь для изготовления литейных форм и стержней | 2022 |
|
RU2793659C1 |
| Способ приготовления смеси для изготовления литейных стержней и форм | 1983 |
|
SU1127684A1 |
| Смесь для изготовления литейных форм и стержней | 1985 |
|
SU1353562A1 |
1. СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ,, включающая огнеупорный наполнитель, формовочную глину, жидкое стекло и технологическую добавку, отличаютаяс я тем, что, с целью повьошения прочности форм и стержней после продувки углекислым газом и снижения расхода ФОРМОВ.ОЧМОЙ глины, она а ка естве технологической добавки содержит красный шлам глиноземного произведет ва при следующем соотношении ингредиентов , мае.%: Формовочная глина1-3 Жидкое стекло5-8 Красный шлам глиноземного производства1-3 Огнеупорный наполнитель.Остальное 2. Смесь ПОП.1, отличающаяся тем, что красный шлс1М глиноземного производства имеет следующий состав, мас.%: Натро-кальциевый алюмосиликат27-40 Оксигидроксид железа21-46 Оксид железа20-34 Гидроксид алюминия2-4 Шламовая вода Остальное оо vl ю 4:: i4
Таблица 2
5 12
5
5 10
3
1Л
in
ve
о r-
in r
о
OO
о
fN
О
о о
о n
о
ш
н и
о псо « X 3
о
о
м
го
m
(N
in ю
(М
о
о
V
ъ.
г-
03
10 Гч|
LT)
in t
со
Г-гм
1Л
un
о-.
г о
CГ
00
г
п
(N го
1Л
о о 1Л
гсг, Г-in
о
о
1Л
Г-ю
го ГМ
rs
о со
о
о
1Л
з131 lii
ш
1Л (Л
(N1
СП гН
О
О
к VO
N
(S
1Л
1Л 1Л
гЧ
гм
ч00
о
гН м
tN СМ
(N
О СО
О
1Л (N
1Я
О П
m
О
о
О 1Л
1Л
1Л N
in m
о
ч
СМ
(N CM
1Я
ю
гм
ч
о
1Л
о п
о
го
АО
1Л
г1Л
VD N
гН
о
00 гм
0
о
см м
Ol
гм
(М
о
гм см
о
ГП
Г1
о гч
о m
г
г- CTi ОО о
54 гНгЧ t-l
о о о о
U-)
1Л
о п
со
о
о п
1Л in
1Л 00
1Л
СП
г т-Ч
1Л
о
о
ч 1Л
чVO
п гм
го
чгм
гН
о
о
in
о
00
VO Ч
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лясс A.M | |||
| Быстротвердеющие форгиовочньте смеси | |||
| М., Машиностроение, 1956, с.298 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сб.технологических инструкций на приготовление формовочных смесей и красок | |||
| ПО Ижорский завод j Л., 1975, с.5. | |||
