(54) ИНГ/ГРУМЕНТ ДЛЯ РЕЗКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| Инструмент для резки труб | 1982 |
|
SU1087273A1 |
| Блок ножей для резки проката | 1989 |
|
SU1690974A1 |
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513560C2 |
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513668C2 |
| СПОСОБ РЕЗКИ КРЕМНИЕВОГО СЛИТКА НА ПЛАСТИНЫ | 2010 |
|
RU2431564C1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1995 |
|
RU2112177C1 |
| УСТАНОВКА ДЛЯ ОТРЕЗКИ КОНЦЕВЫХ ДЕТАЛЕЙ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2019 |
|
RU2709187C1 |
| ПИЛА ДИСКОВАЯ | 2008 |
|
RU2377102C1 |
I
Изобретение относится к обработке металлов резанием и может быть использовано в металлообрабатываюп|ей промьпнленности для изготов.чсния тонких плоских колец тина niaiu).
Известен ипгтрумеит для безотходной резки труб I, 1.11де режун1,его диска, имеюш.его клиновую заточку. Резка производится путем обкатки трубы режущим диском с одновременной радиальной подачей его, постепенное внедрение диска в металл трубы и отрезка заготовки 1.
Сечение з.аготовки, отрезанной этим пнструменто.ч, имеет форму трапеции. Режущим диском, однако нельзя отрезать заготовки длиной менее половппы толпи1пы стенки трубы. В нротивном случае возникаюни1е значительные осевые усилия ведут к поломке инструмента.
При резке труб диском зона контакта инструмента с трубой невелика и по мере уменьшения наружного диаметра трубы будет также уменьшаться от 17-20° в начале резки до О в конце. Сконцентрированное приложение силы создает опасность стабильности протекания процесса, так
как, если жесткость трубы ирп изгибе в месте реза будет недостаточно , то потеря стойчивостн может произойти при напряжениях, значительно меньших предела упругости материала, что приведет к искажению геометрическо формы сечеппя в месте реза.
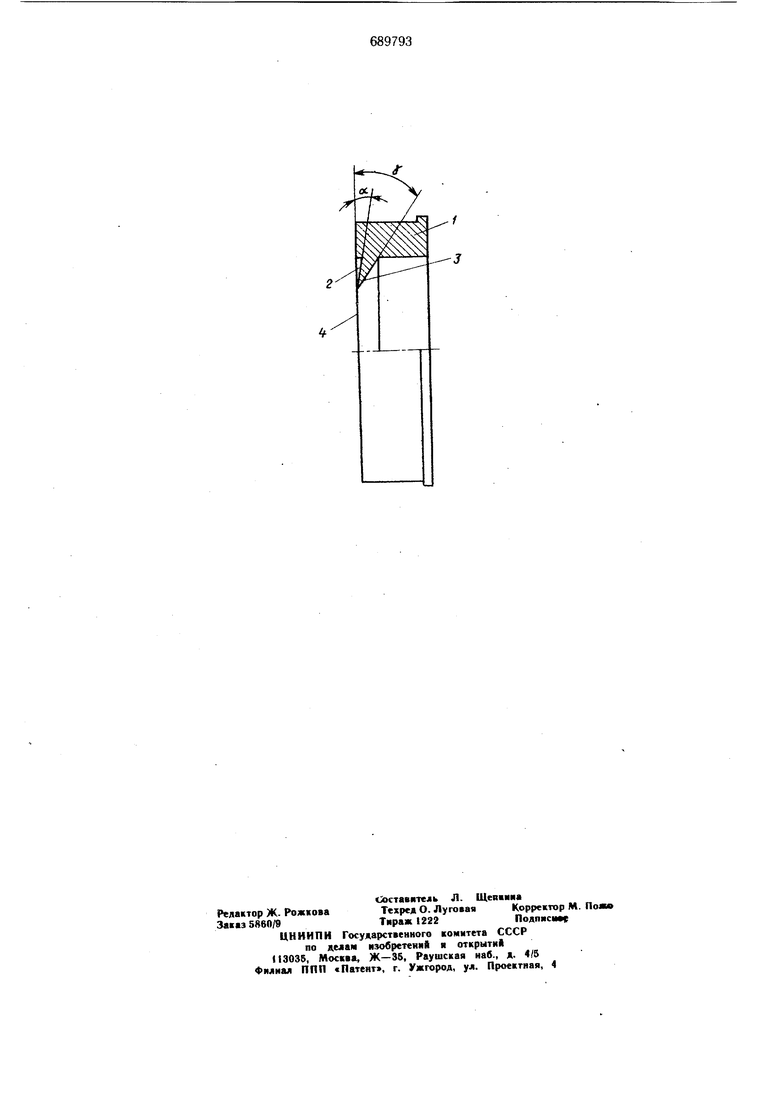
Известен также ипструмент .для резки труб, выполненный в виде кольца с клиповыми гранями, раеноложенными па внч трспней его повер.хности и образующими при пересечении режущую кромку, лежащую в плоскости поперечного сечения кольца, причем одна клиновая грань размеп1епа по одну сторону этой илоскостп 12.
Недостатком пнструмента является то. что при отрыве коротких заготовок д.чиной менее 0,5-0,7 толиапи:, стенки трубы возникает значите.тьная осевая сила, направленная в сторону отрезаемой заготовки. Это ириводит к деформации отрезаемой заготовки и преждевременному ее отрыву, поскольку сила, .действующая на инструмент со стороны трубы, зпачите,1ьно больп1е силы, действующей со стороны отрезаемой заготовки, вс,1едствие чего проис.ходит перемешеине режущей кромки в сторону отрезаемой заготовки и при малой ее толщине к преждевременному отрьшу. При OTjiesке трубных заготовок таким инструментом вытеснение металла трубы при внедрении режущего клина происходит по обе стороны от плоскости реза, поэтому отрезанная заготовка в осевом сечении имеет форму равнобедренной трапеци1. Цель изобретения - повышение качества резки заготовок длиной менее толщины стенки трубы и расширение технологических возможностей инструмента. Для этого клиновые грани расположены по одну сторону плоскости поперечного сечения кольца. На чертеже изображен инструмент для резки труб, общий вид. Инструмент выполнен в виде кольца I с клиновыми гранями 2 и 3, ра положенными на внутренней поверхности кольца и образующими при пересечении режущую кромку, лежащую в плоскости 4 поперечного сечения кольца. Клиновые грани 2 и 3 расположены по одну сторону от плоскости 4 и образуют с ней соответственно углы d и у . Клиновая грань 3 ocymecTBjiHCt деформирование отрезаемой заготовки и образует с плоскостью, проходящей через режущую кромку, угол , величина которого зависит от материала разрезаемой трубы, например для латуни 22-25° Клиновая грань 2 образует с этой плоскостью угол rf, исключающий взаимное соприкосновение ее с поверхностью трубы, дающий возможность получать заготовки с параллельными торцами и составляющий, например, для латуни О-3°. Отношение диаметров отверстий инструмента и разрезаемой трубы существенно влияет на величину зоны контакта, которая достигает при их равенстве 87°. В дальнейшем, по мере уменьшения диаметра разрезаемой трубы, зона контакта также уменьшается, но остается в любой момент.времени достаточно большой. В результате проведенных исследований определены оптимальные режимы работы ниструмента и его геометрические параметры. Для отрезки заготовок длиной 0,2-1,0 мм от трубы диаметром 25 мм и толщиной стенки 3 мм рекомендуются следующие параметры процесса; материал трубы АМг2; а 0-3i 22-26° в зависимости от длины отреза емой заготовки, скорость резания V 130- 160 м/мин, рабочая подача инструмента S 0,14-0,17 мм/об; материал трубы ЛС- 59-1, rf.. 0-3°, V 22-30° в зависимости от длины отрезаемой .заготовки, с увеличением которой угол должен уменьшаться, скорость резания V 60- 100 м/мин, рабочая подача инструмента S - 0,09.-0,1 и мм/об причем большей скорости должна соответствовать меньшая подача. Для получения кольцевых заготовок с более правильной прямоугольной формой в осевом сечении рекомендуется работать инструментом с максимально допустимым углом , Инструмент может работать как в условиях самовращения, когда вращение его происходит за счет трения с материалом вращающейся трубы, в который он постепенно внедряется, так и в условиях принудительного вращения от соответствующего привода. При этом имеют место незначительные энергозатраты. Например, при отрезке щайб длиной 0,5 мм от латунной трубы 25x3 мм, где 25 - наружный диаметр трубы,3 - толщина стенки, суммарная сила резания не превышает 50кг, а от алюминиевой - 30 кг. Осевая составляющая сила резания соответственно равна 8 кг и 5кг, что не вызывает существенной деформации и обеспечивает параллельность торцев отрезаемых шайб. Шайбы, отрезанные этим инструментом имеют в плоскости реза правильную форму круга, а в диаметральном сечении - тарельчатую форму. При необходимости получения плоских шайб они легко правятся, что обеспечивает получение круглых шайб с параллельными торцами, перпендикулярными оси шайбы. Предлагаемый инструмент дает возможность отрезать от труби плоские шайбы толщиной до 0,2 мм правильной геометрической формы. Формула изобретения Инструментдля резки труб, выполненный в виде катьца с 1 линовыми гранями, расположенными на внутренней его поверхности и образующими при пересечении режущую кромку, лежащую в плоскостипопеP ° o сечения кольца, отличающийся тем, что, с целью повышения качества резки и расширения технологических возможностей, инструмента, клиневые грани расположены по одну сторону упомянут ой плоскости, Источники информации, принятые во внимание при экспертизе . 1. Авторское свидетельство .СССР № 187484, кл. В 23 D 35/00, 1965. 2. Патент США № 3724073, кл. 30-347, 1973 (прототип).
