Изобретение относится к технологи машиностроения, в частности, к спосо бам и устройствам для нанесения покр тий методом электроконтактного припе кания, и может быть использовано для получения на поверхности изделий покрытий с заданными свойствами, напри мер, абразивных износостойких, коррозионно-стойких . Известен способ нанесения износостойких покрытий электроконтактным припеканием, включающий размещение порошкового слоя на поверхности дета ли, прокатку его роликовьм электродо с постоянным давлением с одновременным пропусканием тока. Устройство дл осуществления этого способа представ ляет собой роликовый электрод электрически соединенный с электродным валом и обмоткой трансформатора l и 2 . Однако способ и устройство не поз воляют получать высококачественные покрытия, так как вследствие неравномерного нагрева порошкового слоя происходит его локальное проплавление и выдавливание из-под роликового электрода. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ нанесения покрытия методом электроконтактного припекания, заключакнцийся в формировании порошкового слоя на поверхности детали и прокатке его составным роликовым электродом при переменном по ширине электрода давлении и одновременном нагреве под рабочей частью электрода з . Недостатком известного способа является невозможность обеспечения. высоких физико-механических свойств покрытия в результате неравномерной плотности порошкового слоя под элект родом . Цель изобретения - повышение каче ства покрытия. Поставленная цель достигается тем что согласно способу нанесения покры тия методом электроконтактного припекания, преимущественно хромоникелеБЫК сплавов, заключающемуся в формировании порошкового слоя на поверх1ности детали и прокатке его составны 1роликовым электродом при воздействии переменного по ширине электрода давления и одновременного нагрева, нагрев осуществляют по всей ширине роликового электрода при давлении на периферийных участках, равном 20 40% от давления под рабочей частью электрода. Величина давления на периферийных участках определяется из условия получения стабильного электрического контакта при отсутствии искрения и локальных перегревов, приводящих к эрозии дисков и покрытия. Экспериментально установлено, что величина из.носа электрода зависит от давления, создаваемого в контактной зоне. Показано, что оптимальным давлением на периферийных участках является 8-25 Шa, что составляет 20 40% от оптимального давления под рабочей частью электрода. На чертеже представлен роликовый электрод. Роликовый электрод состоит из центральной рабочей части 1 и двух дисков 2, соосно установленных на ней на упругих элементах 3. Диски 2 электрически соединены с центральной токопроводящей частью 1. Упругие элементы 3 имеют цилиндрическую форму. Диски 2 крепятся на токопроводящей части 1 при помощи шайбы 4- и гаек 5. Суммарную ширину дисков с кагедой стороны рабочей части определяют з спериментально путем прокатки слоев толщиной 0,5-2,5 мм. Для этого измеряют ширину участка покрытия а под рабочей частью электрода с пористостью менее 5%. Оптимальной шириной дисков считается минимальное ее значение, при котором отношение а/5 равно 1, где ширина рабочей части электрода. Результаты экспериментов приведены в таблице. 0,5 0,8 0,60,61,0 10,80,81,5 110,90,7 0,8 ,2,0 1 0,9 .0,9 11 2,5 113,0 11В результате математической обраотки опытных данных получено соотсхаение, S А{1- Е , де S - суммарная ширина дисков с каждой стороны рабочей части, мм; и m - эмпирические коэффициенты. Установлено, что для хромоникелеых сплавов А 4,5, m 0,31. Устройство работает следующим обраом. На сформованный слой опускается стройство и прижимается к нему с опеделенн№« усилием. Покрытия касаются дновременно, но с различным давлеием, своими цилиндрическими поверхностями диски 2 и рабочая часть 1. Максимальное давление 45-60 МПа реализуется под рабочей частью 1, а дав ление под дисками получается в резул тате сжатия упругих элементов 3. Величина давления под дисками определяется размерами и жесткостью упругих элементов. При включении тока и движении детали ток проходит по всей ширине деформируемого слоя, однако максимальная и наиболее равномерная его плотность достигается в покрытиии под.рабочей частью, где и развивается максимальная температура. Ток, проходящий через дисковые электроды в покрытие, под ними-, нагревает его, тем самым резко уменычается отвод тепла от покрытия у кромок рабочей части. Под действием усилия прижима рабочая часть своей цилиндрической поверхностью приближается к основе, деформирует порО1чковый слой, который припекает ся к основе. Диски в соответствии с усилием,действующим на каждый из них, не-деформируют слой, а обеспечивают прохождение тока без искрения. Таким образом, обьем поромкового слоя под центральной электропроводной частью имеет одинаковую температуру по всей ее ширине. Это дает возможность стаби лизировать процесс припекания и улучшить физико-механические свойства покрытий, также отпадает необходимость в перекрытии швов друг другом при нанесении покрытий шириной, превышагацей ширину роликового электрода Пример . Предлагаемый способ опробован на плоских образцах размером 150x40x20 из стали 3. Поверхность образцов обезжиривается и пескоструится. Порошковый слой толщиной 1,8 NW формуют методом газопламенного напыления. Для напыления используют горелку типа 5Т1ТРт-1-78. Режимы напыления следугадие: расход кислорода 1,75 м/ч; расход ацетилена 0,95 м/ч расход порошка 8,5 кг/ч; дистанция напыления 180 мм. в качестве наносимого материала используют сплав СНГН-60 (ТУ 48-19212-76) грануляцией 63-160 мкм. Припекание осуществляют иа установке УКП-100 с предлагаемьм устройством, Ширина роликового электрода 14,6 мм. Ширина дисков 2,6 мм. Давление в центральной зоне под роликом 60 fflla. Давление на граничных роликовых электродах 60-0, 1Ша. Ширина припекаемого покрытия при нанесении двух смежных швов 24 мм. Напыленный образец, закрепленный на рамке-кассете, подают в зону припекания. После чего механизм нагружения осуществляет контакт роликового электрода с покрытием на образце. Одновременно с включением источника тока рамка-кассета перемещается вдоль роликового электрода. Ток, проходя от рабочей части и дисков через по1крытие, нагревает его. Рабочая част деформирует порошковый слой, что приводит к его припеканию к основе. Для определения физико-механических свойств по граниг е двух швов ширина припекаемого покрытия выбирается равной 24 мм. 1 Припекание слоя осуществляют на следующих режимах: ток 12-16 кА длительность импульса 0,08-0,012 с; длительность паузы 0,08-0,012 Cf скорость припекания 0,01 M/cf диаметр роликового электрода 170 мм; толщина полученного покрытия в центральной части 1,5 мм. Полученное покрытие характеризуете ся стабильными по ширине слоя пористостью (1-4%); твердостью (60-62 НЕС); прочностью сцепления с основой (250300 МПа) ; зоной термического влияния (О,1-0,25 мм). Эффект по сравнению с известным устройством,принятым за базовый обьект, достигается за счет повышения качества припекаемого покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения покрытий из металлического порошка | 1982 |
|
SU1013100A1 |
| Способ электроконтактного припекания покрытий из металлических материалов | 1987 |
|
SU1519859A1 |
| Способ получения покрытий из металлических порошков на поверхностях длинномерных деталей | 1983 |
|
SU1144820A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ ПОКРЫТИЙ НА ОСНОВЕ МЕТАЛЛИЧЕСКОЙ МАТРИЦЫ | 2009 |
|
RU2405860C2 |
| Способ нанесения покрытий из металлического порошка | 1983 |
|
SU1135554A1 |
| Способ получения покрытий изМЕТАлличЕСКиХ пОРОшКОВ | 1979 |
|
SU831366A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ОСНОВЕ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2326184C2 |
| Способ электроконтактной наплавки порошка | 1985 |
|
SU1310147A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШАТУННОЙ ШЕЙКИ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2021 |
|
RU2760138C1 |
СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ МЕТОДОМ ЭЛЕКТРОКОНТАКТНОГО Т1РИПЕКАНИЯ, преимущественно хромоникелевых сплавов, эаключакщийся в формировании порошкового слоя на поверхности детали, прокатке его составным роликовым электродом при воздействии переменного по ширине электрода давления и одновременного нагрева, о т л ичающ ий с я тем, что, с целью повышения качества покрытия, нагрев осуществляют по всей ширине роликового электрода при давлении на периферийных участках, равном 20 - 40% от давления под рабочей частью электрода. С S W ЭО N0 эо сд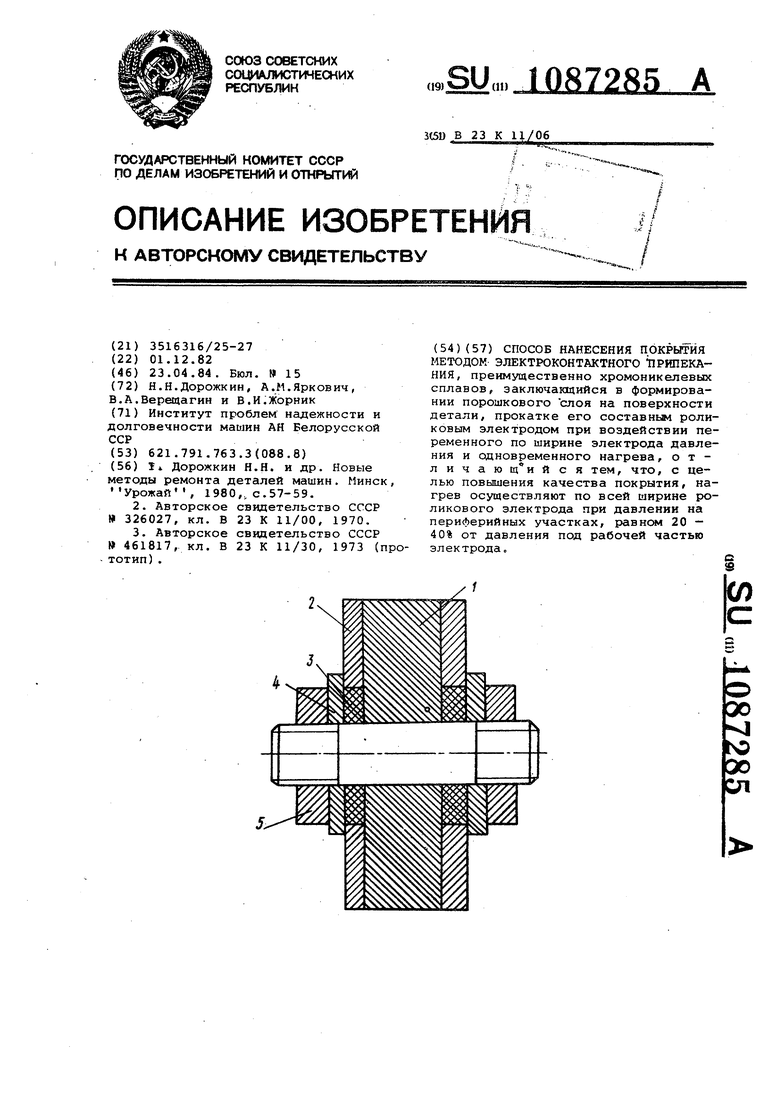
| li Дорожкин Н.Н | |||
| и др | |||
| Новые методы ремонта деталей машин | |||
| Минск, Урожай, 1980,, с.57-59, 2.Авторское свидетельство СССР 326027, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
