(54) МЕХАНИЗМ ЗАЖИМА И ПОДАЧИ ПРУТКА
ТОКАРНОГО МНОГОШПИНДЕЛЬНОГО АВТОМАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU872038A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1977 |
|
SU657917A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1977 |
|
SU625842A1 |
| Механизм зажима пруткового материала | 1981 |
|
SU1028429A2 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Механизм зажима заготовок | 1982 |
|
SU1090504A1 |
| Механизм зажима пруткового материала | 1987 |
|
SU1450910A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| Механизм зажима пруткового материала | 1981 |
|
SU956156A1 |
1
Изобретение относится к области станкостроения.
Известен механизм зажима и подачи прутка токарного многошпиндельного автомата, включающий привод доворота регулировочной гай- ки, выполненный в виде электродвигателя, связанного через обратную связь с устройством измерения диаметра прутка, дифференциальной передачи, кинематически связанной со шпинделем с одной стороны и злектродвигателем - с другой, распределительный вал с кулачками зажима, подачи и упора прутка, рычажные передачи, ползуны подачи и зажима, связанные . с установленными с возможностью осевого перемешения муфтами, взаимодействующими , наклонными поверхностями с рычагами, смонтированными в подвижных втулках и через выполненные в виде зубчатых колес и кинематически связанные с водилом дифференциальной передачи регулировочные гайки, установленные на трубах зажима, воздействующими на зазйпйные цанги, размешенные в шпинделях 1},
Недостатком известного механизма является то, что он не обеспечивает требуемую точность
измерения силы зажима прутка с различными отклонениями его диаметра в процессе ее автоматического регулирования при вращающемся шпинделе.
Цель изобретения - повьпиение точности и производительности обработки деталей путем измерения силы зажима прутка с различными отклонениями его диаметра в процессе ее автомати%ского регулирования при вращающемся шпинделе.
10
Поставленная цель достигается тем, что механизм снабжен концентрично расположенш 1ми одна в другой и вьшолненными с продольными разрезами втулками с устройством измерения диаметра прутка и токосъемными кольцами,
5 причем указанные втулки соосно и свободно установлены на расположенных в зоне обработки концах шпинделя и зажимной цанги и имеют возможность взаимодействия с последней, при этом токосъемные кольца закреплены на
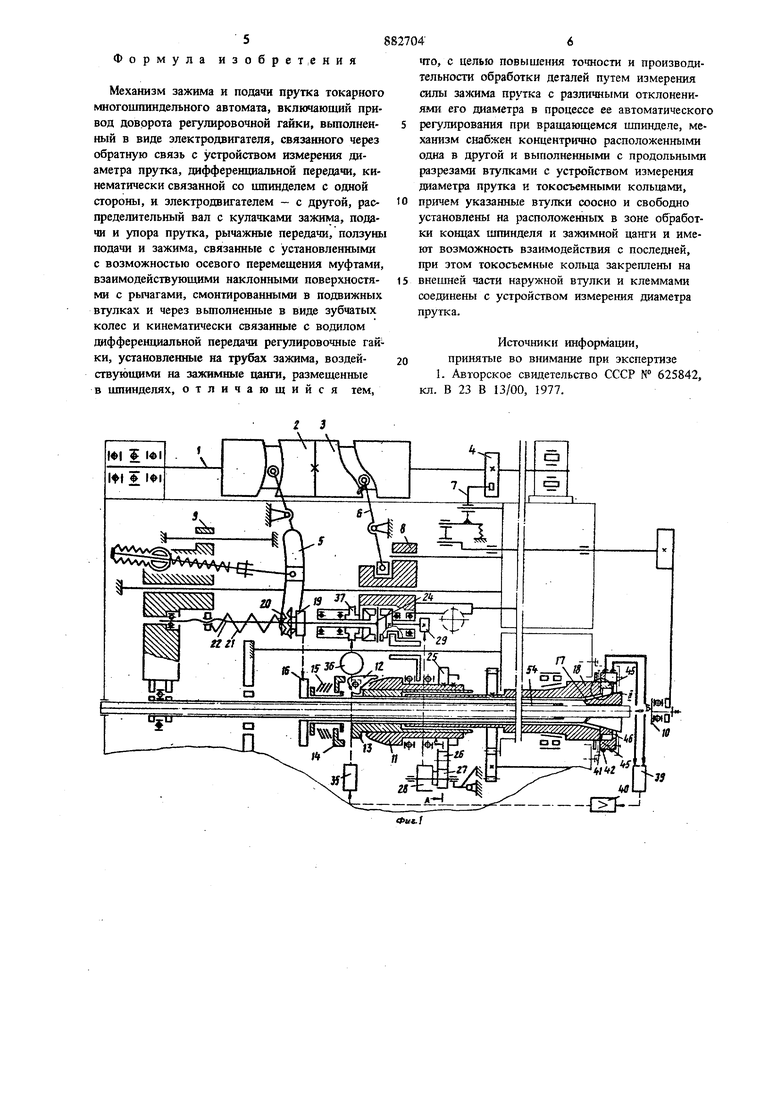
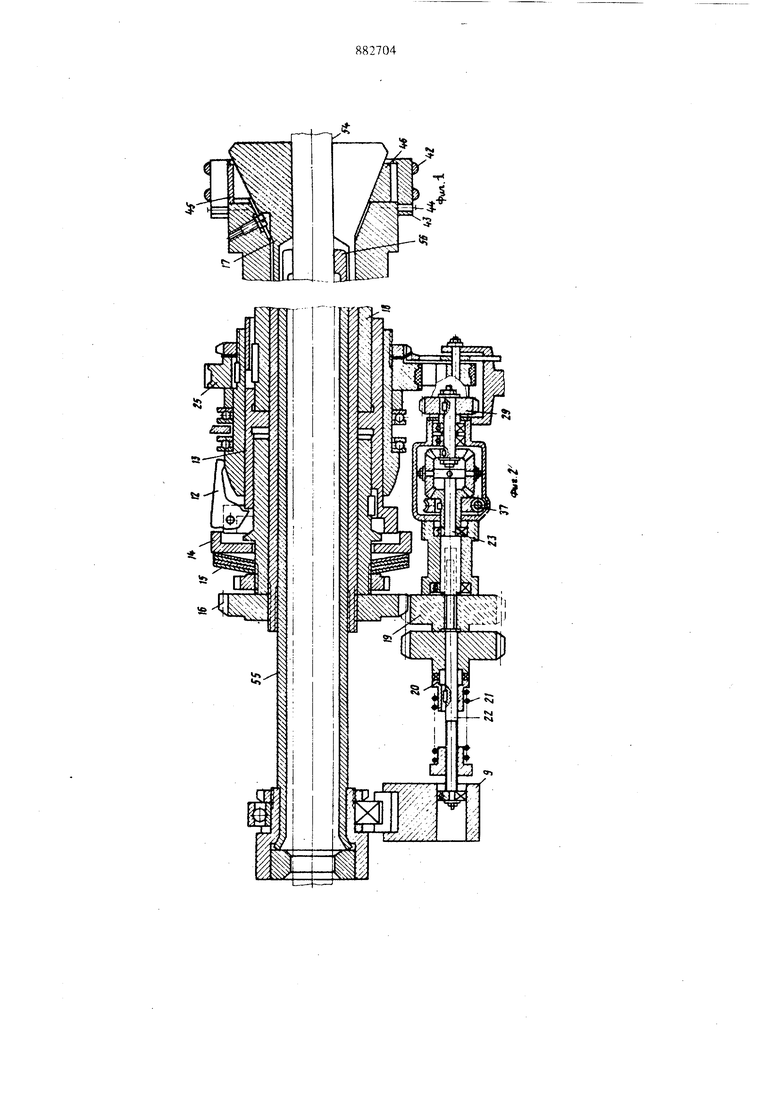
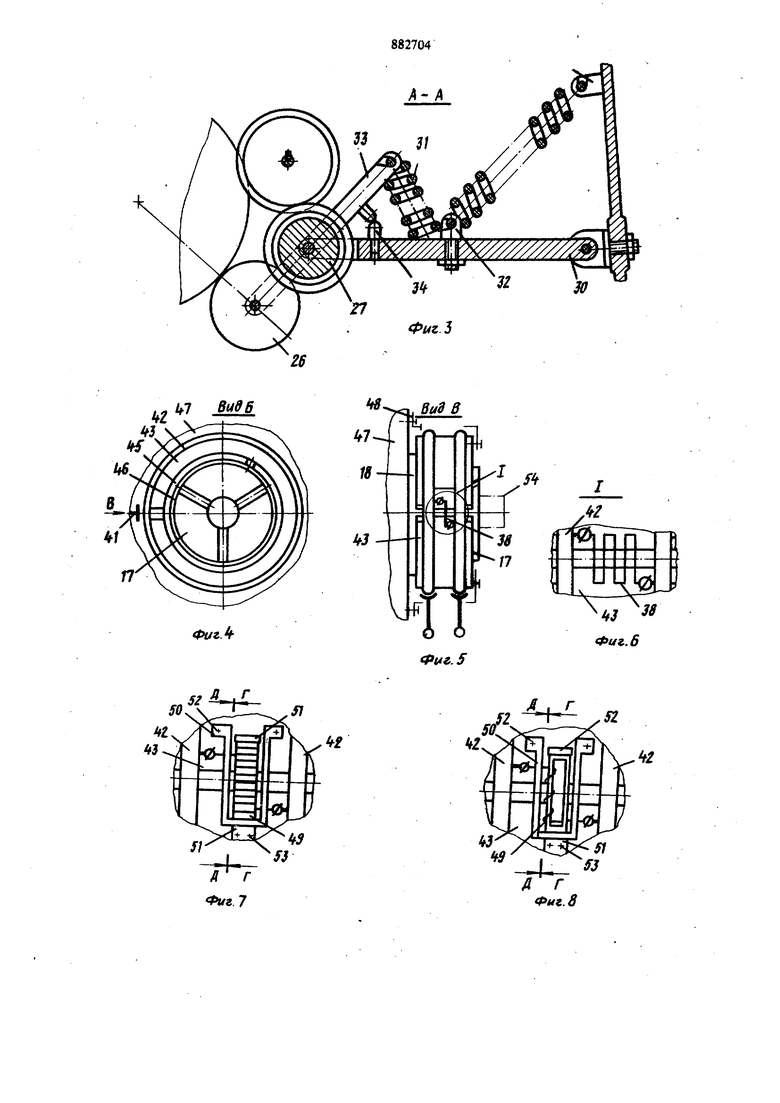
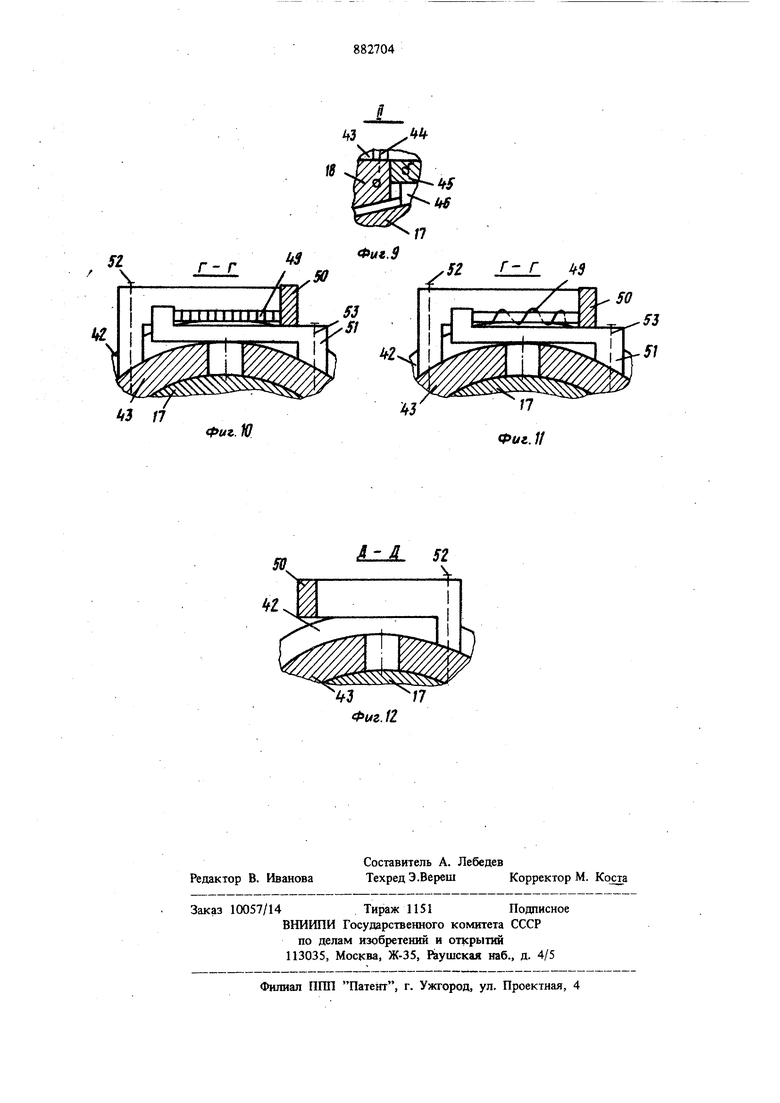
20 внешней части наружной втулки и клеммами соединены с устройством измерения диаметра прутка, причем продольные разрезы втулок сомкнуты вокруг оси цпшнделя. На фиг. 1 показана принципиальная схема предлагаемого механизма; на фиг. 2 - продольный разрез линии шпинделя; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 вид Б на фиг. 1; на фиг. 5 - вид В на фиг. 4; на фиг. 6-8 - раскрытие местного участка I на фиг. 5 (варианты выполнения); на фиг. 9 - раскрытие местного участка II на фиг. 1; на фиг. 10 и 11 - разрез Г-Г по вариантам выпол нения на фиг. 7 и 8; на фиг. 12 - разрез Д-Д на фиг. 7. . Механизм содержит распределительный вал 1 с кулачками зажима 2, подачи 3 и упора 4 прутка, передающий управляющее движение через рычажные передата 5-7 соответственно ползунам зажима 8, подачи 9 и упору 10. Ползун 8 зажима связан с подвижной муфтой 11, взаимодействующей наклонной поверхностью с рычагами 12, установленными в подвижных втулках 13 и передающими движения через обойму 14 и упругое звено 15 (в виде пакета тарельчатых пружин) регулировочной гайке-шестерне 16. Регулировочная гайка-шестерня 16 выполнена в виде зубчатого колеса с наружным зацеплением, расположена на трубе зажима и связана с зажимной цангой 17, размещенной в шпинделе 18 станка. Регулировочная гайка-шестерня 16 связана с приводом доворота через шестерню 19, которая находится в зацеплении с упругой муфтой 20, подпружиненной пружиной 21 и перемещающейся в осевом направлении по шпонкам на телескопическом валике 22 Один конец валика сидит на подшипнике в пол зуне 9 подачи, а другой двигается в осевом на правлении при помощи шлицев внутри вала 23 водила 24 дифференциала. Водило дифференциальной передачи связано со шпинделем через фрикционные колеса 25-27 и шестерни 28, 29. Рычаг 30 фрикциона крепится в корпусе. Пружины 31 обеспечивают контакт: правая пружина - шестерен 28 и 29, левая - колес 25 и 26. Пружины крепятся крюком 32, ввинченным в корпус и рычаг 30. Шестерня 28 вьшолнена заодно с фрикционным колесом 7. Благодаря системе рычагов с пружинами о спечивается возможность одновременного ввода в зацепление пар фрикционных колес 25, 26 и шестерен 28 и 29. Когда шпиндельный барабан поворачивают в следующую позицию, им нажимают на фрикционное колесо 26, при этом рычаг 33 отжимается, растягивая пружины 31. Чтобы по сле поворота шпиндельного барабана рычаг 33 с фрикционным колесом 26 заняли исходное положение и йод действием пружины 31 (левой) не отклонялись дальше, предусмотрены упоры 34; Поворот водила 24 осуществляется от шагового двигателя (мотора - М) 35 через зубчатый редуктор (Р) 36 и червячную переда чу 37. Команда на поворот шагового двигателя от измерительного устройства 38 поступает по каналу обратной связи (ОС) 39 с усилителем 40, через токосъемные шины .41, прижатые к токосъемным кольцам 42, которые установлены на втулке 43 с продольным разрезом. Втулка 43 свободно установлена на шпинделе 18 посредством болтов 44. Внутри втулки 43 установлены, с исключением возможного проворота вокруг оси, втулки 45 и 46, для чего каждая из них содержит выступы (поверхность а-б на фиг. 9), заходящие в пазы шпинделя 18. К станине 47 прикреплены защитные кожухи 48. Измерительным устройством может быть: тензометрический датчик 38 (фиг. 5, 6), угольный или магнитоупругий датчик 49 (фиг. 7, 8). Тензометрический ддтчик 38 наклеивают к втулке 43 и клеммами соединяют с токосъемными кольцами 42. Угольный или магнитоупругий датчики крепят к втулке 43 с помощью скобы 50, кронштейна 5-1, болтов 52 и 53. Механизм работает следующим образом. Когда шпиндельный барабан провернули и шпиндель 18 установили в загрузочной позиции, производят отрезку детали, вводят в контакт фрикционный механизм, выполненный в виде колес 26 и 27 и шестерни 28, и вал 24 водила дифференциала начинают вращать с частотой вращения шпинделя 18. Следующий этап - подача прутка 54. Ползун 8 зажима двигают вправо, чем производят разжим прутка. Затем ползун 9 подачи перемещают вправо и пружиной 21 упругой муфты 20 вводят в зацепление зубчатую аюстерню 19 и регулировочную гайкушестерню 16, обеспечивая плавное зацепление при вращающемся шпинделе 18. Одновременно производят подачу прутка 54 трубой 55 и цангой 56 до упора 10. Затем ползун 8 зажима двигают влево, чем производят зажим прутка 54 цангой 18, которой одновременно разжимают блок втулок 46, 45 и 43. На втулке установлен датчик 49, которым фиксируют отклонение диаметра прутка 54 от номинала и через логическую схему обратной связи (ОС) 39 и усилитель 40 передают информацию на шаговый двигатель (мотор - М) 35 привода доворота, которым через червячную пару 37 доворачивают или отворачивают водило 24. Ползун 8 зажима, затем ползун 9 подачи с трубой 55 подачи и цангой 56 отодвигают в крайнее левое положение, этим самым выводят из зацепления пару шестерен 19 и 16. Ползуны зажима 8 и подачи 9 в крайнем левом положении останавливают на весь процесс обработки детали. Ожидаемый технико-экономический эффект обуславливается повышением точности и производительности обработки деталей, что в ряде сз1учаев позволяет исключить последуюшие чистовые операции или существенно сократить припуск на них.
Формула изобретав ния
Механизм зажима и подачи прутка токарного многошпиидельного автомата, включающий привод доворота регулировочной гайки, вьтолиеяный в виде электродвигателя, связашюго через обратную связь с устройством измерения диаметра прутка, диффереициальиой передачи, кинематически связанной со шпинделем с одной стороны, и электродвигателем - с другой, распределительный вал с кулачками зажима, подачн и упора прутка, рычажные передачи, ползуны подачи и зажима, связанные с установленными с возможностью осевого перемещения муфтами, взаимодействующими наклонными поверхностями с рычагами, смонтированными в подвижных втулках и через вьшолненные в виде зубчатых колес и кинематически связанные с водилом дифференциальной передачи регулировочные гайки, установленные на трубах зажима, воздействуюишми на зажимш 1е цанги, размещенные в щпииделях, отличающийся тем.
что, с целью повышения точности и производительности обработки деталей путем измерения силы зажима прутка с различными отклонениями его диаметра в процессе ее автоматического
регулирования при вращающемся шпинделе, механизм С1шбжен концентрично расположенными одна в другой и вьшолнеиными с продольными разрезами втулками с устройством измерения диаметра прутка и токосъемными кольцами,
причем указанные втулки соосио и свободно установлены на расположешсых в зоне обработки концах шпинделя и зажимной цанги и имеют возможность взаимодействия с последней, при этом токосъемные кольца закреплены на
внешней части наружной втулки и клеммами соединены с устройством измерения диаметра прутка.
Источники информации, принятые во внимание при экспертизе
47 Вч96
4Г
П
ФигЛ
л.г
J/ |L
50
Я
)te::
Ч
2
N
0«
f1
Я
Д г Фиг.7
И Я
i
С
К.;7
О Фиг. 5
.«
SO.
LiJ n
