Изобретение относится к инструментальной промышленности и промышленности строительных материалов и касается конструкции алмазных фасонных; кругов, преимущественно для притупления кромок и обработки под радиус листовых деталей из различных хрупких, неметаш1ических материалов, в частности автомобильного и мебельного стекла.
Анализ большого количества кругов представленных на рекуперацию, показал, что они имеют значительный по .высоте алмазоносный слой, оставшийся помеле снятия круга с работы, а повышенные затраты на наладку не окупаются за счет возможного увеличения стойкости инструмента.
Целью изобретения является повышение производительности обработки путем снижения затрат на наладку оборудования и более полное использование алмазоносного слоя без существенного увеличения содержания алмазов в круге.-На фиг. 1 изображен круг, общий вид; на фиг. 2 и 3 - варианты исполнения алмазоносного слоя.
Круг состоит из корпуса 1, фасонного алмазоносного участка 2 и направлякицих (кромок) 3.
Особенностью заявленной конструкции является выполнение фасонного алмазоносного участка расширяющимся от периферии к центру на величину h, выбираемую из соотношения
h-(0,lA - 0,33) Н,
где h - разница в ширине алмазоносного слоя, мм; Н - высота алмазоносного слоя,
мм.
Такое конструктивное решение позволяет компенсировать погрешности смещения алмазоносного участка при изготовлении, колебании размеров обрабатываемого изделия, упростить наладку станка и более полно использовать алмазоносный слой инструмента. Исполнение круга согласно фиг. 3 позволяет применить односторонее прессование.
При обработке круга форм 2 F 6У съем припуска осуществляют алмазы, расположенные, в фасонном алмазоносном участке.2, Направлякнцие 3 придают жесткость и прочность боковым зонам алмазоносного участка и в процессе резания не должны участвовать Только в этом случае можно получить
качественные заготовки и равномерный износ инструмента.
Выполнение круга с алмазоносным слоем, расширяющимся от периферии к центру, позволяет компенсировать все погрешности изготовления, наладки и дополнительных деформаций.
По мере радиального износа круга ширина алмазоносного слоя увеличивается, поэтому резко снижается вероятность соприкосновения заготовки с направляющими кромками и обеспечивается стабильная их обработка.
Были изготовлены круги формы 2 F 6У «J 60 мм, радиусом закругления г I и 2 мм и высотой алмазоносного слоя 3 мм, который бьт выполнен расширяющимся от периферии к центру. Ширина алмазоносного слоя по наруж0 ному диаметру 2,5 и 4,5 мм, по внутреннему - изменяющаяся, общая ширина круга 7 и 8 мм. Алмазоносный слой был выполнен из связки Ml с алмазами АС 6 80/63 при концентрации 60, На5 правляющие были выполнены без абразива. Для сравнения в этой же прессформе был изготовлен круг в соответствии с прототипом.
Обработка кромки образцов под радиус из листа толщиной 3 и 5 мм длиной 75,0 мм производилась на фрезерном станке мод, 675.
Алмазный круг устанавливается на злектродвигатель мощностьюN 0,25 кВт с базированием от постоянного торца и вращался с частотой 2760 об/мин. Обработка производилась при постоянных режимах обработки t 2 мм и S 255 мм/мин.
Каждый опыт производился путем обработки 50 образцов. Если в ходе опыта величина скола превыш.ала допустимую предельную величину (0,5 мм), производилась подналадка путем пеj ремещения электродвигателя с кругом в горизонтальной плоскости дпя обеспечения симметричного положения образца и круга. После контрольного прохода, по которому судили о величинах скола, опыт продолжался. После каждого опыта круг правился для восстановления профиля. Каждый круг испытывался после 3 правок.
Результаты испытаний приведены в таблице.
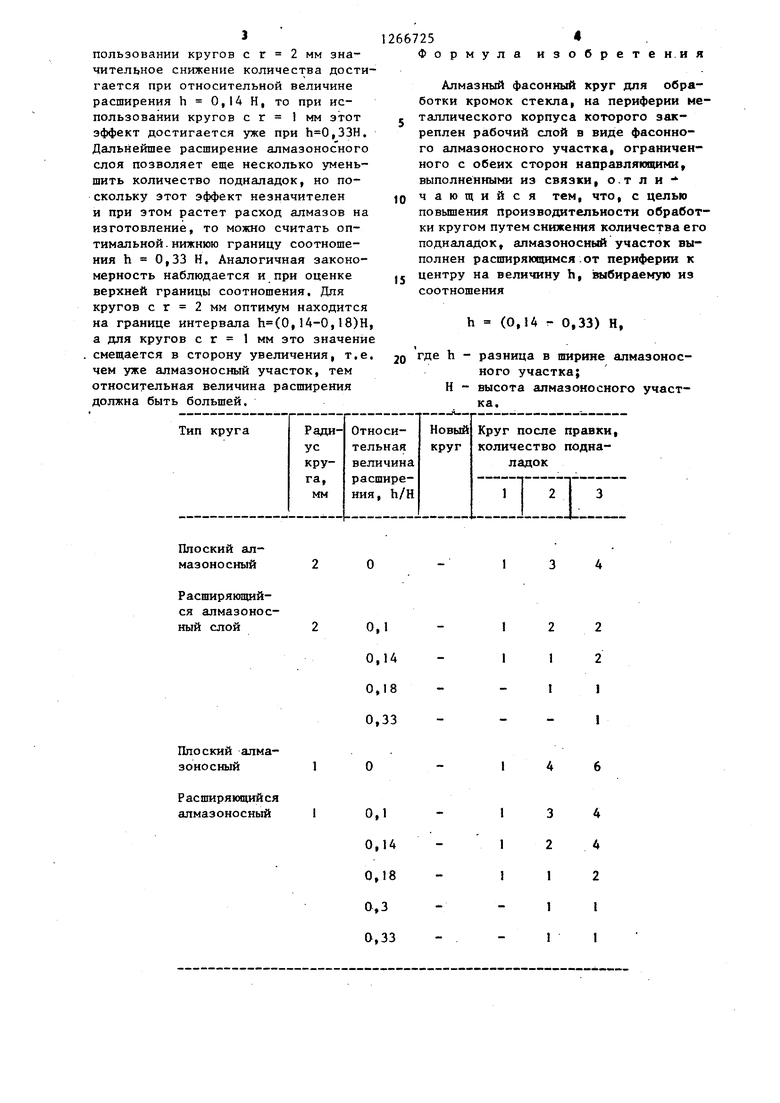
Приведенные данные показывают, что круги с расширяющимся алмазоносным слоем обеспечивают обработку с меньшим числом подналадок. Если при использовании кругов с г 2 мм значительное снижение количества достигается при относительной величине расширения h 0,14 Н, то при использовании кругов с г 1 мм этот эффект достигается уже при ,33H. Дальнейшее расширение алмазоносного слоя позволяет еще несколько уменьшить количество подналадок, но поскольку этот эффект незначителен и при этом растет расход алмазов на изготовление, то можно считать оптимальной, нижнюю границу соотношения h 0,33 Н. Аналогичная закономерность наблюдается и при оценке верхней границы соотношения. Для кругов с г 2 мм оптимум находится на границе интервала h(0,14-0,18)Н, а для кругов с г 1 мм это значение смещается в сторону увеличения, т.е. чем уже алмазоносный участок, тем относительная величина расширения должна быть большей.
1266725
Формула
изобретен.ия
Алмазный фасонный круг для обработки кромок стекла, на периферии металлического корпуса которого закреплен рабочий слой в виде фасонного алмазоносного участка, ограниченного с обеих сторон направляющими, выполненными из связки, о.т л и чающийся тем, что, с целью повышения производительности обработки кругом путем снижения количества его подналадок, алмазоносный участок выполнен расширяющимся.от периферии к с центру на величину h, шбираемую из соотношения
h (0,J4 г- 0,33) Н,
где h - разница в ширние алмазоносного участка;
Н - высота алмазоносного участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный шлифовальный инструмент | 1983 |
|
SU1087321A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2013 |
|
RU2542891C2 |
| АБРАЗИВНЫЙ ФАСОННЫЙ ИНСТРУМЕНТ | 1992 |
|
RU2049657C1 |
| Способ профилирования алмазного круга | 1980 |
|
SU939175A1 |
| Способ изготовления алмазной буровой коронки | 1982 |
|
SU1110888A1 |
| Инструмент с прерывистой режущей поверхностью | 1983 |
|
SU1133076A1 |
| Алмазный инструмент для шлифования твердых неметаллических материалов | 1985 |
|
SU1349986A1 |
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| Алмазный инструмент для правки абразивных кругов | 1976 |
|
SU745662A1 |

Алмазный фасонный круг относится к области конструкции алмазных инструментов для обработки слекла, Цель изобретения - повышение производительности обработки кругом путем снижения количества его подналадок. Круг состоит из металлического корпуса, на котором закреплен фасонный алмазоносный участок 2 мезеду направляющими 3. Алмазоносный участок выполнен расширяющимся от периферии к центру на величину h, выбираемую из соотношения h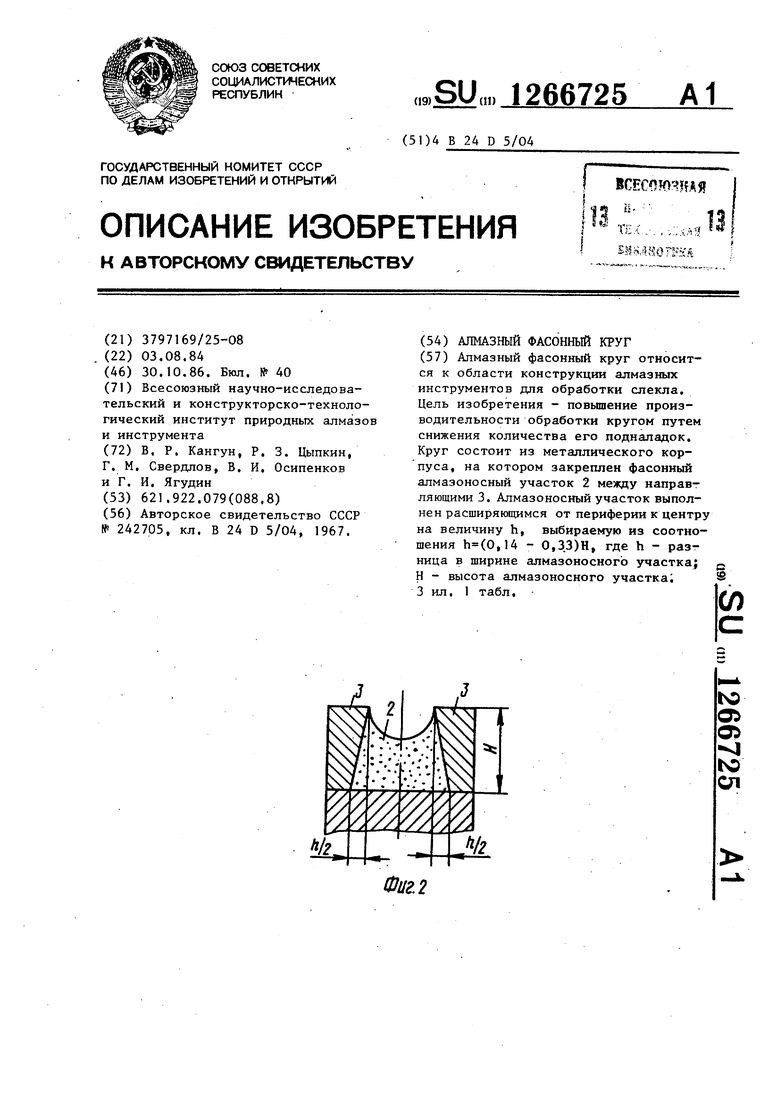
Плоский алмазоносный
Расширяющийся алмазоносный слой
Плоский алмазоносный
Расширяющийся алмазоноснь)I
0,1 0,14 0,18 0,33
4 А 2 1 1
3 2
1 1 1
//7f/2./
Фиг.З
| АЛМАЗНЫЙ ФАСОННЫЙ КРУГ ДЛЯ ФАСЕТИРОВАНИЯСТЕКЛА | 0 |
|
SU242705A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
