00
со
СП
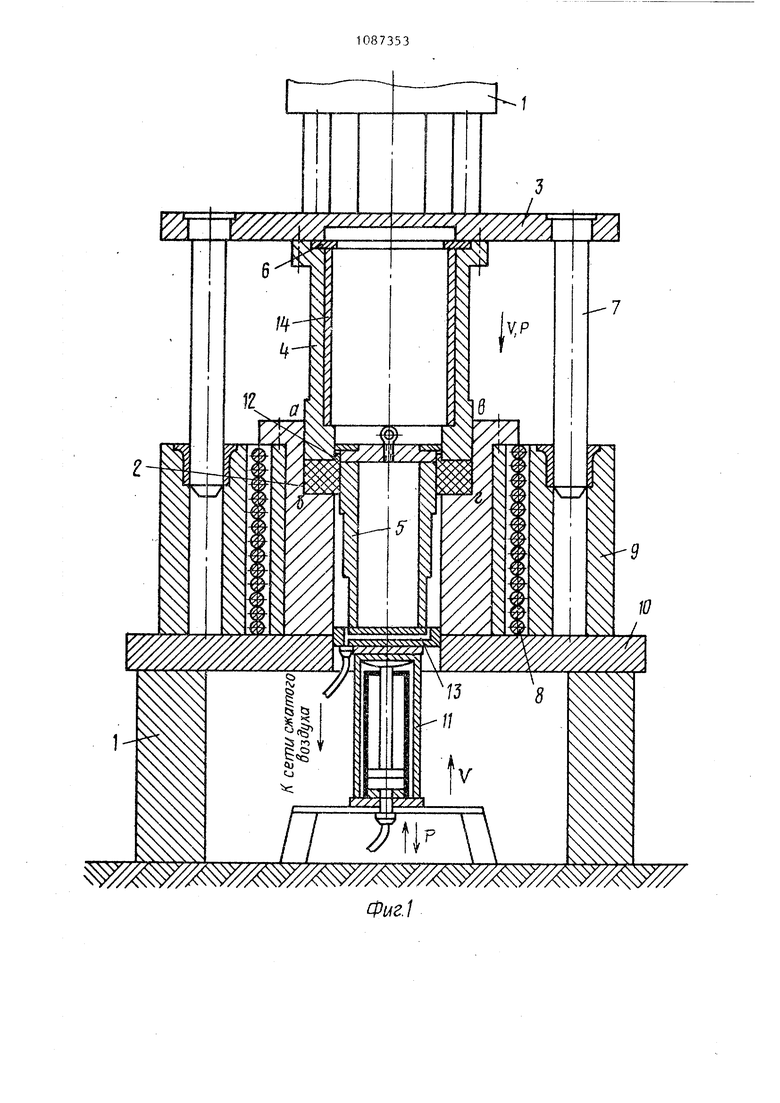
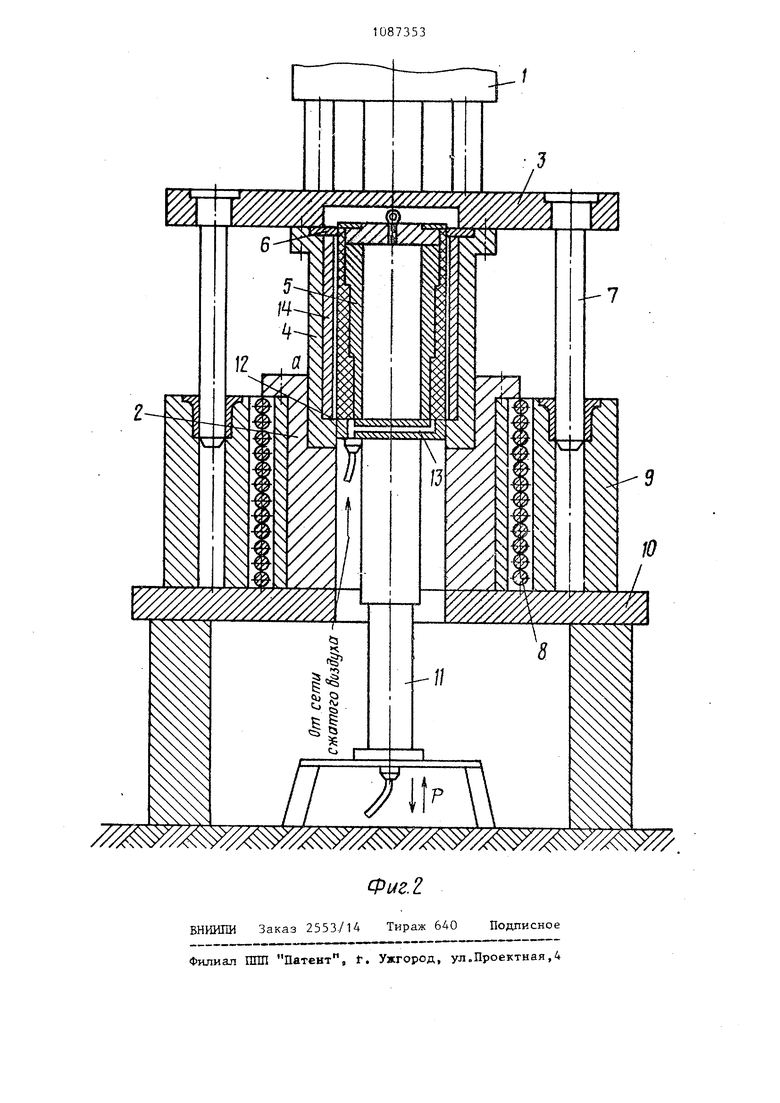
со 110 Изобретение относится к переработке пластических материалов, в частности литьевому прессованию, и может быть использовано для нанесения покрытия из эластомеров на внутреннюю поверхность цилиндрических изделий. Известно устройство для нанесения покрытия на цилиндрические изделия методом продавливайия покры ваемого материала в зазор между изделием и неподвижной оправкой. При нанесении покрытия на этом устройстве невозможно нанести покрытие тонким слоем на длинномерные изделия, так как это связано с большими давления ми, превьш-шющими конструктивную прочность изделия l. Известно также устройство для на несения покрытия на цилиндрические изделия путем литьевого прессования содержащее литьев то камеру, пуансон оправку, литниковьй канал и элемент крепления изделия 2J. Известное устройство для нанесения покрытия на щшиндрические изде лия не позволяет наносить ступенчатые покрытия из эластомеров, а также обеспечить стабильность качес :ва нанесенного материала по длине изделия, что вызывается непостоянст вом условий переработки эластомера в процессе нанесения покрытия, так как имеет место увеличение площади трения материала в формообразующем канале по мере увеличения площади покрытия по длине изделия. Цель изобретения является обеспечение возможности нанесения ступен чатого покрытия на цилиндрические из делия и повьипение его качества. Для достижения поставленной цели в устройстве для нанесения покрытия на цилиндрические изделия путем литьевого прессования, содержащем литьевую камеру, пуансон, оправку, литниковый канал и элементы крепления изделия, оправка установлена с возможностью осевого перемещения относительно пуансона и выполнена с каналом для подачи сжатого воздуха, а литьевой пуансон выполнен с полостью для размещения изделия и с центральным отверстием, причем оправка установлена в отверстии пуансона с зазором, образующим кольцевой литниковый канал. I На фиг. 1 изображено устройство для нанесения покрь тия на цилиндри53ческие изделия, исходное положение с загружной эластомером литьевой камерой; на фиг. 2 - то же, конечное положение, когда внутренняя поверхность цилиндрического изделия покрыта эластомерсгм. Устройство для нанесе1 ия покрытий на цилиндрические изделия содержит установленные на станине 1 гидропресса литьевую камеру 2, закрепленный на верхней траверсе 3 пуансон А, оправку 5, элемент крепления 6 изделия. Причем верхняя траверса 3 соединена со станиной 1 направляющими колонками 7. Литьевая камера, 2 имеет обогреватель 8, размещенный в обойме 9, жесткозакрепленной на плите 10. Для обеспечения осевого перемещения вдоль оси изделия оправка 5 установлена на гидроцилиндре 11 и размещена в отверстии пуансона 4. с зазором, образующим кольцевой литниковый канал 12. В нижней части оправки 5 выполнены каналы 13 для прохода сжатого воздуха. Устройство для нанесения покрытия на цилиндрические изделия работает следующим образом. В литьевую камеру 2 с размещенной внутри нее оправкой 5 загружается предназначенный для покрытия цилиндрического изделия эластомер. Между центральным отверстием в пуансоне 4 и наружным диаметром оправки 5 образуется литниковый канал 12. В полости пуансона 4 размещается цилиндрическое изделие 14. Пуансон, жестко закрепленный на верхней траверсе 3, на колонках 7, соединяется со станиной 1 гидропресса. Таким образом, устройство заняло исходное положение. Включается обогреватель 8, и по достижении определенной температуры эластомера включается гидропривод пресса и гидроцилиндр 11 поднимается с определенной скоростью. Одновременно опускается верхняя траверса 3. I При подобранных скоростях движения пуансона 4 и оправки 5 создается давление в литниковой камере 2 и эластомер через литниковый канал 12 увлекается оправкой 5 вверх. При этом происходит равномерное соответствующее профилю оправки 5 покрытие. При полном нанесении покрытия эластомером Оправки 5 она оказывается внутри
цилиндрического изделия 14, которое предварительно обезжиривается и на него наносится клеевой слой, а поверхность оправки 4 предварительно полируется и покрывается антиадгезионной смазкой многоразового действия.
Покрытие переносится на внутреннюю поверхность цилиндрического изделия 14 за счет раздува путем подачи сжатого воздуха через каналы 13. Воздух попадает между поверхностью оправки 5 и внутренней поверхностью покрытия. При этом послед
нее переносится на внутреннюю, поверхность цилиндрического изделия 14.
Затем верхняя траверса 3 поднимается, и производится демонтаж установленного в пуансоне покрытого цииндрического изделия.
Далее покрытое цилиндрическое изделие переносится в электропечь 6 для термообработки по известному режиму.
Изобретение позволяет наносить покрытие на цилиндрические изделия диаметром до 600 мм и длиной до 1000 мм при полной механизации процесса и хорошем качестве.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для футеровки цилиндрической оболочки | 1982 |
|
SU1030187A1 |
| Устройство для футерования цилиндрических изделий | 1978 |
|
SU764998A1 |
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2509648C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| Пресс-форма для литьевых машин и прессов | 1983 |
|
SU1123862A1 |
| Устройство для литьевого прессования эластомерных материалов | 1973 |
|
SU543336A3 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ОБРАЗЦОВ ТВЕРДОГО ТОПЛИВА | 2003 |
|
RU2245313C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2537606C1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ путем литьевого прессования, содержащее литьевую камеру, пуансон, .оправку, литниковый канал и элементы крепления изделия, отличающееся тем, что, с целью обеспечения возможности нанесения ступенчатого покрытия и повышения его качества, оправка установлена с возможностью осевого перемещения относительно пуансона и выполнена с каналом для подачи сжатого воздуха, а литьевой пуансон выполнен с полостью для размещения изделия и с центральным отверстием, причем оправка установлена в отверстии пуансона с зазором, образующим кольцевой литниковый канал.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ ВНУТРЕННИХ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ ПОЛИМЕРНЫМ МАТЕРИАЛОМ | 0 |
|
SU231100A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU372078A1 | |
| Солесос | 1922 |
|
SU29A1 |
