Изобретение относится к оборудованию для шинной промышленности и предназначено для обработки борта покрышки при .ее сборке.
Известен механизм обработки борта, содержащий шаблон для посадки крыльев, систеьту обжимн1 пс и заворотных рычагов с силовыми цилиндра ш их перемещения, упорный гидроцилиндр, шток которого связан с системой обжимньк и заворотных рычагов и гидроаппаратуру для регулировки плавного перемещения системы обжимных и заворотных рычагов.
Механизм снабжен дополнительн|,м упорным гидроцилиндром,шток которого связан с шаблоном для посадки , крыльев, и компенсаторами для обеспечения постоянства рабочей жидкости в упорных гидроцилиндрах, поршневая и штоковая полости каждого из которых соединены между собой ч
В этом устройстве предусмотрена фиксация шаблона в необходимых положениях только при его движении назад, фиксация же шаблона при движении вперед невозможна.
Вместе с тем конструкция механизма, хотя и обеспечивает регулирование скорости перемещения шаблона в момент обжатия слоев корда по плечикам сборочного барабана, не позволяет добиться синхронности в скоростях перемещения шаблонов с правой и левой стороны сборочного барабана, что приводит к смещению слоев корда.
Для закрепления корда на барабане сборщик вынужд.ен перед наложением слоев смазать центральную част барабана, спетдиальным клеем, что снижает производительность и ухудшает качество сборки, так как в момент складывания барабана внутренни слои корда, прик-леенные к барабану, деформируются и могут разрушаться.
Наиболее близким к предлагаемо гу по технической сути и достигаемому результату является механизм, соДержашдй шаблон для посадки крьшье систему обжимных и заворотных рычагов с силовь ми иилиндрами для их перемещения, упорные гидроцилиндры, штоки которых соответственно связаны с шаблоном и системой обжимных н заворотных рычагов, и гидравлическую аппаратуру, выполненную в виде газогидравлических аккумуляторов для обеспечения постоянства рабочей жидкости в упорных гидроцилиндрах, которая связана посредством управлямых золотников с поршневыми полостями упорных гидроцилиндров z .
Однако в этом устройстве также нет синхронизатора перемещения шаблонов, что приводит к смещению слое корда на сборочном барабане относительно оси его симметрии и снижению качества сборки..
Для фиксации слоев корда на барабане применяют клей или-закрепляют слои корда по центру барабана в момент обжатия при помошд зажимных бандажей или других прижимных устройств, что также снижаеткачество сборки покрышек и производительность .
Целью изобретения является повышение качества сборки и увеличение производительности.
Поставленная цель достигается тем, что механизм обработки борта к станку для сборки покрышек пневматических шин, содержащий шаблон для посадки крыльев, систему обжимН.ЫХ и заворотных рычагов с силовыми и;илиндрами .для их перемещения, упорные гидроц,илиндры, штоки которых соответственно связаны с шаблоном и системой обжимных и заворотны рычагов, и гидравлическую аппаратуpyj выполненную в виде газогидравлических аккумуляторов для обеспечения постоянства рабочей жидкости в упорных гидроцилиндрах, которая связана посредством управляемых золотников с поршневыми полостями упоных; гидроцилиндров, снабжен пневмогидравлическими цилиндрами, а штоковые полости упорных гидроцилиндро соединены с полостями пневмогидравлических цилиндров, штоки которых шарнирно соединены между собой посредством рычага, шарнирно закрепленного в своей средней части.
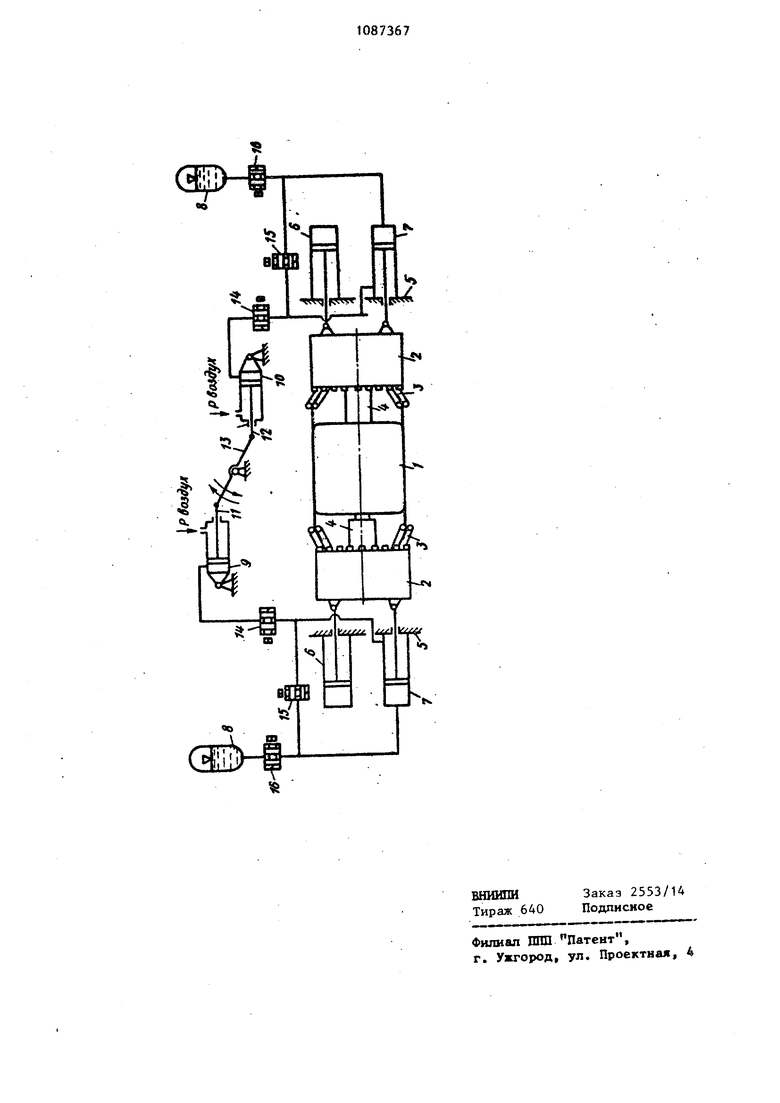
На чертеже изображен механизм обработки борта к станку для сборк покрьш1ек пневматических шин, общий вид.
Механизмы обработки борта закреплены на сборочном станке по обе стороны сборочного барабана 1. Каждый механизм содержит шаблон 2 для посадки крыльев и смонтированную внутри корпуса шаблона систему .3 рычагов для обжатия и заворота слое корда. Шаблон 2 и рычажная система установлены на валу 4 станка. Шабло 2 связан с установленным на станине 5 станка пневмоцилиндром 6 для возвратно-поступательного перемещения его относительно барабана 1. На ста нине 5 закреплен также упорный гидроцилиндр 7, шток которого связан жестко с шаблоном 2. Обжимные и заворотные рычаги снабжены приводом их перемещения и упорными гидроцилиндрами (не показаны). Для обеспечения постоянства рабочей жидкости в упорных гидроцилиндрах 7 они связаны с газогидравлическими аккумуляторами 8. Штоковые полости упорных гидроцилиндров 7 соединены с пневмогидравлическими цилиндрами 9 и 10, штоки .которых 11 и 12 шарнирно связаны между собой. Кинематическая связь между штоками 11 и 12 выполнены в виде поворотного двуплечего рычага 13, шарнирно закрепленного в своей средней части. В другом варианте исполнения штоки могут бы связаны с двумя зубчатыми рейк-ами, связанными с зубчатым колесом (не показано) . Для обеспечения технологическог цикла работы шаблонов 2 на линиях гидроприводов, соединяющих полости упорных гидроцилиндров 7 с газогидравлическими aккyмyляtopaми 8 и пневмогидравлическими цилиндрами 9 и 10, установлены управляемые золотники 14-16, например гидрозолотники. Для обеспечения технологического цикла работы системы обжимных и заворотньгх рычагов также предусмотрены газогидравлическйе аккумуляторы с управляемыми золотниками (не показаны). Для более надежной работы механизмов обработки борта при фиксации шаблонов и рычажных механизмов для перекрытия рабочей жидкости це лесообразно применять вместо гидро золотников 14-16 пневмоуправляемые мембранные клапаны, у которых отсу ствуют утечки рабочей жидкости. Для контроля перемещения шаблон и рычажных механизмов в заданных п ложениях согласно технологическому циклу сборки покрышки в станке пре дусмотрены блоки конечных выключателей (не показаны). Механизм работает следующим образом. После наложения и прикатки слоев корда Систему 3 рычагов перемещают в положение для захвата группы слоев корда. Шаблоны 2, перемещаясь к сборочному барабану 1, наклоняют обжимные рычаги.рычажной системы и поджимают их к корду и кольцевой пружине заворотных рычагов. При этом гидрозолотники 15 и 16 открыты, а гидрозолотники 14 закрыты. При этом перемещение шаблонов 2 до упора в раскрытые кольцевые пружины может происходить с разными скоростями, |до захвата слоев корда эта разница в скоростях не влияет на качество сборки покрышек. Далее, для предотвращения перетаскивания слоев корда в сторону шаблона, двигающегося с большей скоростью, необходимо скорости шаблонов 2 уравнять. Для этого гидрозолотники 14 открываются, а гидрозолотники 15 закрываются, и движе.ние шаблонов 2 с момента обжатия Слоев корда по плечикам сборочного барабана 1 до посадки крыла в борт ;Покрышки осуществляется синхронно, так как рабочая жидкость вытесняется из штоковых полостей упорных гидроцилиндров 7 в пневмогидроцилиндры 9 и 10 одновременно, а кинематическая связь штоков 11 и 12 гарантирует одинаковую скорость перемещения поршней. Таким образом ликвидируется смещение слоев корда отно.сительно оси симметрии сборочного барабана и повышается качество сборки покрьш1ек. .Кроме того, наличие гидрозолотников между газогидравлическими аккумуляторами и пневмогидравлическими цилиндрами позволяет останавливать механизмы обработки борта при движении в любом направлении, что необходимо при сборке покрышек, имеющих в борту более двух бортовых колец. После операции обжатия слоев корда и посадки крыльев в борт покрьшдки осуществляют заворот слоев корда на крыло обычным порядком, при этом шаблоны возвращаются с остановками в исходное положение, контролируя процесс заворота слоев корда на крыло. При движении шаблона от сборочного барабана гидрозолотники 14-16 открываются, а поршни пневмоцилнндров 9 и iO полностью вытесняют рабочую жидкость под действием воздуха или упругого элемента, например пру жины. По сравнению с базовым объектом (механизмом обработки борта станка для сборки покрышек СПД 3-970 1500 76 индекс 110-04А) предлагаемый механизм за счет введения пневмогидравлических цилиндров, связанных между собой и с упорными гидроцилиндрами шаблонов, и исключения смещения слоев корда позволяет повысить качество сборки покрышек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1979 |
|
SU851867A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1975 |
|
SU546495A1 |
| Механизм для обработки борта покрышек пневматических шин | 1982 |
|
SU1052422A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1980 |
|
SU956296A1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1970 |
|
SU422210A1 |
| Механизм обработки борта к станку дляСбОРКи пОКРышЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU839735A1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2091233C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU844367A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1975 |
|
SU549940A1 |
МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН, содержащий шаблон для посадки крыльев, систему обжимных и заворотных рычагов с силовыми цилиндрами для их перемещения. .упорные гидроцилиндры, штоки которых соответственно связаны с шаблоном и системой обжимных и заворотных рычагов, и гидравлическую аппаратуру, выполненную в виде газогидравлических аккумуляторов для обеспечения постоянства рабочей жидкости в упорных гидродилиндрах, которая связана посредством управляемых золотников с- поршневыми полостями упорных гидроцилиндров, о т тем, что, с личающиис я целью повышения качества сборки и увеличения производительности, он снабжен пневмогидравлическими 1Д1линдрами, а штоковые полости упор§ ных гидроцилиндров соединены с полос(Л тями пневмогидравлических цилиндров, штоки которых шарнирно соединены между собой посредством рычага, шарнирно закрепленного в своей средней части.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1975 |
|
SU546495A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1979 |
|
SU851867A1 |
| Солесос | 1922 |
|
SU29A1 |
