1
Изобретение относится к оборудованию шинной промышленности и предназначено для обработки борта покрышки Щ)и сборке.
Известен механизм обработки борта, содержавши шаблон для посадки крыльев и систему рычагов для обжатия и заворота слоев корда, перемещакмциеся от гриводного устройства, выполненного в виде пневмоцилиндров 1 .
Недостатком конструкции этого мехализма является то, что она не позволяет достичь надежной и стабильной обработки борта, так как пневмопривод ие обеспечивает фиксированных положений шабло- 15 на и рычагов обжатия, что не позволяет осуществить завсфот слоев рабочими органами по заданному профилю бортовой части покрьпики. Качество покрышек на станках с этими механизма- 20 ми в значительной мере зависит от опыта сборщика. Известен и другой механизм обработки борта к станку для сборки покрьштек пневматических шин, являющийся наиболее близким по технической сути и достигаемому результату к изобретению и содержащий шаблон для посадки крыльев и систему обжимных и заворотных рычагов, связанных с силовыми цилиндрами, гидроаппаратуру для регул фования плавного перемещения обжимных и заворотных рычагов и компенсаторы с источником сжатого воздуха 2.
Недостаток щзототипа заключается в том, что для перемещения шаблона и системы рычагов используются пневмоцилшщры, а для их фиксации и обеспечения плавного перемещения используются гидроцилиндры, это обуславливает наличие дрполнительных связей иежду механизмом обработки борта и станиной станка. Все это усложняет конструкцию.
Целью изобретения является ухфощение конструкции механизма.
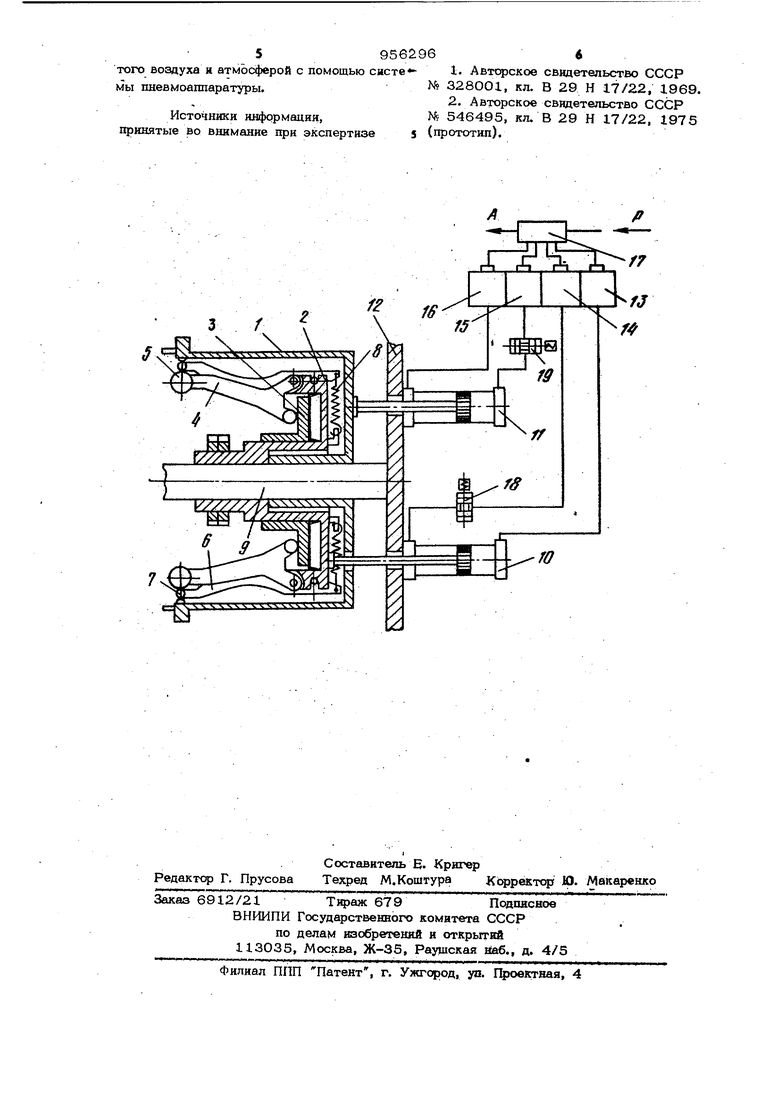
Указанная цель достигается тем, что в механизме обработки борта к станку для сбсфки покрышек пневматических шин. содержащем шаблон для посадки крыльев 3бё и систему обжнмньос и заворотных рыча гов, связанных с силовыми цилиндрами, гидроаппаратуру для регулирования плавного перемещения обжимных «заворотных рычагов. и компенсаторы с источником сжатого воздуха, кшкдый из южмпенсаторов соединен с соответствувощими поршневыми и штоковыми полостями каждого из силовых цилиндров и связан с нсточНИКОМ сжатого воздуха и атмосферой с Помощью системы пневмоаппаратуры. На чертеже изображен предлагаемый :Меяанизм. Механизм закреплен на сборочном ста ке и содержит шаблон 1, внутри которого расположен корпус 2 кольцевого пневмоцилиндра 3, На корпусе 2 закреплены за воротные рычаги 4, на концах которнк закреплены кольцевые и радиальные пружины 7 и 8. Корпус 2 пневмоцилиндра 3 и щаблой 1 установлены на валу 9 станка и соедиИеяы со штоками соответствующих гидроцилиндров 10 и 11, смонтированных на станине 12 станка. Поршневая полость гидроцилиндра Ю связана с компенсатором 13, а штоковая с компенсатором 14. Порщневая полость гидроцнлиндра 11 связана с компенсатором 15, а штоковая с компенсатором 16. Компенсаторы связаны с источником сжатого воздуха и с атмосферой через систему 17 пневмоаппаратуры. Гидроцилшадры 1О и 11 связаны с компенсаторами 14 и 15 чере гидроаппаратуру для регулирования плавного перемещения рычагов 4 и 6 в виде управляющих золотников 18 и 19. Механизм работает следующим образом. После наложения и ирикатки 1-й группы слоев механизм перемещается в положение захвата 1-й групиы слоев. Подается давление в компенсйтор 13, компенсатор 14 соединен с атмосферой, а управ ляющнй золотник 18 открыт. Давление воздуха через рабочую асндкость передает ся на поршень гидроципиндра 10, который перемещает корпус 2 к барабану, при этом рычаги 6 выходят из-под шаблона 1 разжимаются под Действием радиальных пружин 8. Положение корпуса 2 фиксируется уггравляюшим золотником 18. Для захвата слоев кqpдa подается давление в компенсатор 15, компенсатор 16 соединён с атмосферой, узравляющнй золотник 19 открыт. Давдени воздуха 4 ерез рабочую жидкость передается на оршень гидроцилиндра 11, перемещающео щаблон 1 к барабану. Шаблон 1, пв емещаясь к барабану, давит на рычаги 6, заставляя их сжиматься к центру. Одновременно подается низкое давление кольцевой-пневмоцилиндр 3. Корд окаывается зажатым между рычагами 4 и 6 и кольцевыми пружинами 5 и 7, котоые продолжают сжиматься к центру. аблон 1 с крылом перемещается к баабану до. упора в последний, ,крьто прочо првдлеивается к корду. Затем подаетя BbtcoKde давление в кольцевой пневоцилиндр 3. Подается давление в компенсатор 16, компенсатор 15 соединен с атмосферой, управляющий золотник 19 открыт. Шаблон 1 перемещается от барабана. В промежуточном положении шаблона 1 подается сигнал, по которому подается давление в компенсатор 13, компенсатор 14 соединен с атмосферой, управляющий золотник 18 открыт. Происходит заворот корда на крыло, поджатие корда к крылу и заво|эот на корону. Корпус 2 перемещается к барабану до необходимого положения и фиксируется с помощью управляющего золотника 18, На этом цикл операщсй по обработке группы слоев заканчивается, и все механизмы возвращаются в исходное положение. По сравнению с базовым объектом -. механизмами обработки борта станка СПД 3-780-1500 ПС, шздекс 321.731, отсутствуют гидрофиксаторы и вследствие этого отсутствуют дополнительные связи между механизмами обработки бсрта и станиной станка. Формула изобретения Механизм обработки борта к станку для сборки локрыщек пневматических шин, содержащий шаблон для посадки крыльев и систему обжимных и заворотных рычагов, связанных с силовыми цилиндрами, гидроаппаратуру для регулирования плавного перемещения обжимных и заворотных рычагов и компенсаторы с источником сжатого воздуха, отличающийся тем, что, с целью ущзощения. конструкций механизма, каждый компенсатор сообщается с соответствующими поршневы - ми и штоковыми полостями каждого силового цилиндра и Сообщается источником ежа-
59562966
того воздуха и атмосферой с помощью систе - Авторское сввдетельство СССР мы пневмоаппаратуры. 328О01, кл. В 29 Н 17/22, 1969.
Источники информации, 546495, кл. В 29 Н 17/22, 1975
принятые во внимание при экспертизе5 (прототип).
2. Авторское сввдетельство СССР
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1975 |
|
SU546495A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1983 |
|
SU1087367A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1979 |
|
SU851867A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1981 |
|
SU1016200A2 |
| Устройство для обработки борта покрышек пневматических шин | 1982 |
|
SU1052420A1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1970 |
|
SU422210A1 |
| Механизм для обработки борта покрышек пневматических шин | 1982 |
|
SU1052422A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU818899A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1989 |
|
SU1608083A1 |
| Механизм для обработки борта к станку для сборки покрышек пневматических шин | 1978 |
|
SU718293A1 |
g //
