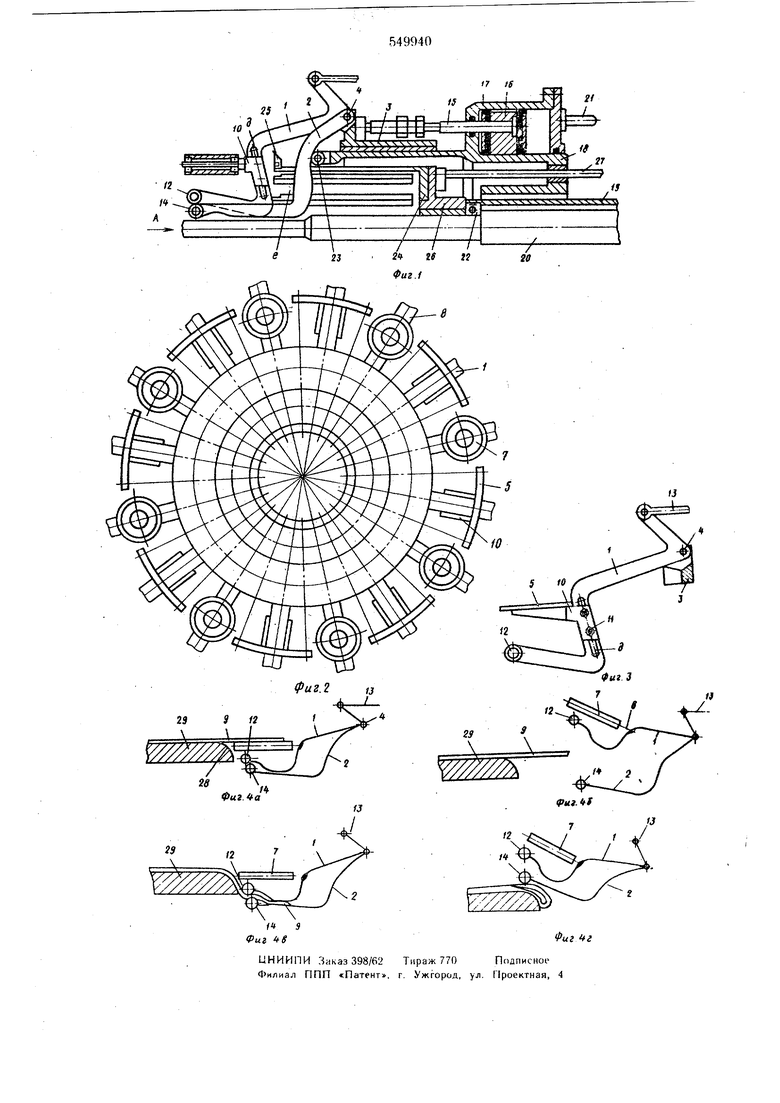
на полки; на фиг. 4 а- г - последовательные стадии обработки борта собираемой покрышки. Механизм содержит систему обжимных и заворотных рычагов I и 2 соответственно закрепленных на подвижной втулке 3 с помощью шарниров 4. На рычагах 1 закреплены попеременно чередующиеся полки 5 и вращающиеся на осях б ролики 7, выступающие над полками 5, образуя опору 8 для кромок слоев корда 9. Полки 5 и оси б смонтированы на кронштейнах 10, установленных в пазах д обжимных рычагов I и закрепленныт( в пазах болтами 11 с возможностью регулировки положения опоры 8. Рычаги 1, несущие на одном конце кольцевую пружину 12, другим концом связаны с приводом их поворота через щток 13. Заворотные рычаги 2, несущие на одном конце кольцевую пружину 14 через шток 15 и поршень 16 связаны с кольцевым Иневмоцилиндром 17, выполненным совместно с корпусом 18. Последний с возможностью скольжения установлен на неподвижной трубе 19 или непосредственно на валу 20 и связ.ан с приводом перемещения штоком 21. Труба 19 одним концом крепится к станине станка, другим концом опирается на подшипник 22, посаженный на вал 20. Рычаги 2 опираются на ролики 23 и установлены в пазах е, выполненных на шаблоне 24 для посадки крыльев 25. Шаблон 24 закреплен на втулке 26, расположенной на валу 20 и связанной с приводом ее перемещения штоком 27. Механизм работает следующим образом. Штоками 21 и 27 механизм выдвигается к заплечикам 28, а на вращающийся сборочный барабан 29 накладываются слои корда 9. При вращении барабана 29 края корда 9 перемещаются по вращающимся относительно осей 6 роликам 7 и полкам 5 (фиг. 4а). После последовательного наложенигт и дублирования слоев корда 9 на поверхности сборочного барабана 29 и опоре 8 механизм отводится от заплечиков 28, а обжимные рычаги 1 с полками 5 и роликами 7 штоком 13 поворачиваются вокруг шарниров 4, поднимаясь над слоями корда 9 и разжимая кольцевую пружину 12 (фиг. 46). Механизм вновь подводится к заплечикам 28. Поршень 16 через шток 15 перемещает втулку 3. Заворотные рычаги 2 катятся по роликам 23 в пазах е шаблона 24 и разжимают кольцевую пружину 14, приближая ее к слоям корда 9. Штоком 13 рычаги 1 вместе с полками 5 и роликами 7 поворачиваются вокруг шарниров 4 и прижимают пружиной 12 слои корда 9 к пружине 14. Поршень 16 через шток 15 перемещает втулку 3. Рычаги 2 катятся по роликам 23 и сжимают пружину 14, а корд обжимается по заплечикам 28 сборочного барабана 29 (фиг. 4в). Под действием штока 13 рычаги поднимают кольцевую пружину вверх. Втулка 26 под действием штока 27 перемещается на валу 20 и Шаблоном 24 прижимает крыло 25 к слоям корда 9. Затем щаблон отводится от заплечика 28 барабана 29, а кольцевой пневмоцилиндр 17 с помощью штока 15 поднимает рычагами 2 кольцевую пружину 14, и слои корда 9 заворачиваются на крыло 25. Шток 21 подвигает корпус 18 по трубе 19 к барабану 29, а пружина 4 за.катывает корд на цилиндрическую часть сборочного барабана 29 (фиг. 4г). Штоками 21 27 механизм отводится от сборочного барабана, пневмоцилиндр 17 через шток 15 и Заворотные рычаги 2 опускает кольцевую пружину 14, а штоком 13 через обжимные рычаги 1 опускается кольцевая пружина 14. Затем цикл повторяется. Предлагаемый рычажный механизм решает проблему механизированной сборки покрышек типа «кубышка и полностью исключает ручные операции при обработке борта. Формула изобретения 1. Механизм обработки борта к станку для сборки покрышек пневматических шин, содержащий систему обжимных и заворотных рычагов с приводами их перемещения. шаблон для посадки крыла и опорную поверхность для кромок слоев корда, отличающийся тем, что, с целью обеспечения возможности обработки бортов покрышек с малым посадочным диаметром под обод, опорная поверхность образована чередующими1м лгл I If j i rt jvykjuiiu IV. if,-t,j ,ri IT ri ся смонтированными на обжимных рычагах полками н свободно вращающимися роликами, а последние выполнены выступающими над полками. 2. Механизм по п. , отличающийся тем, что, с целью регулирования положения полок и роликов при обработке борта покрышек различных типоразмеров, на обжимных рычагах выполнены пазы, а полки и ролики установлены в этих пазах. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 1201510, В 29 Н, 1957. 2.Авторское свидетельство СССР № 328001, В 29 Н 17/12, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1970 |
|
SU422210A1 |
| Механизм обработки борта к станкам для сборки покрышек пневматических шин | 1975 |
|
SU593385A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU818899A1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2091233C1 |
| Механизм для обработки борта к станку для сборки покрышек пневматических шин | 1985 |
|
SU1696314A2 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU328001A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1973 |
|
SU506177A1 |
| Механизм обработки борта | 1971 |
|
SU406758A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1980 |
|
SU912535A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU844367A1 |