1
Изобретение касается оборудования шинной лромышленкости и предназначено для обработки покрышек пневматических шин, в особенности аля обработки бортов тяжелых и крупногабаритных покрышек пневматических шкн.
Известны механизмы обработки борта покрышек пневматических шин, включающие систему и заворотных рычагов с привоаом их качания и подвижный в осевом направлении шаблон, соединенный со штоком гицроцилинцра его перемещения.
Оанако в таком механизме при обработке борта рычаги не повторяют в точности профиль заплечика барабана сборочного станка, что не обеспечивает в свою очередь требуемой плотности борта покрышки.
Цель изобретения - обеспечение движения рычагов механизма обработки борта стрго по профилю заплечиков сборочного барабана.
Для повыления качества обработки борта собираемой покрышки предлагаемый механиз снабжен юшематически связанным с приводом кячания заворотных рычагов поворотным
кулачком и взаимодействующим с ним распределительным устройством, соединенным с поршневой полостью гидроцилиндра перемещения шаблона.
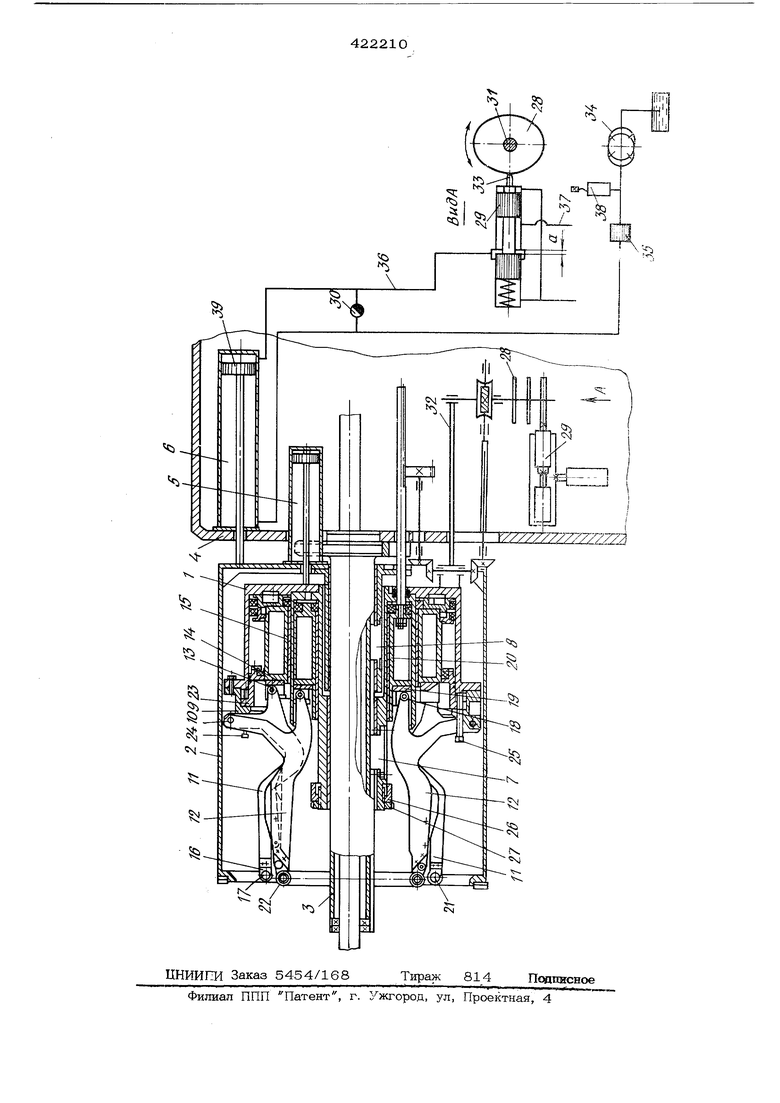
На чертеже показан предлагаемый механизм обработки борта в разрезе.
Механизм обработки борта покрышек методом обжима слоев корда на неподвижном барабане состоит из рычажного механизма 1 и шаблона 2, концентрично установленных на неподвижной консоли 3 дорнового вала, жестко прикрепленной к станине 4 сборочного станка. Рычажньгй механизм 1 соединен со штоком пневмоцилиндра 5, прикрепленного к торцовой крышке шаблона 2. Шаблон 2 в свою очередь связан со штоком гидроцилиндра 6, прикрепленного к передней стенке станины 4 и предназначенного для осевого перемещения шаблона. Рычажный механизм 1 и шаблон 2 удерживаются от проворачивания .шттонками 7 и 8. В корпусе 9 рычажного механизма на осях 10 крепятся трехплечие обжимные 11 и заворотные 12 рычаги. На одном плече обжимных рычагов 11 находятся ролики 13, KOTOpfjie входят в Т-образные пазы кольца 14, прикрепленного к кольцевому поршню 15 пкевмоцилиндра двойного действия. На другом плече обжимных рычагов 11 крепятся державки 16, на которые навинчена спиральная пружина 17 растяжения. На одном плече заворотных рычагов 12 находятся ролики 18, которые входят в Тобразные пазы кольца 19, прикрепленного к кольцевому поршню 20 пневмоцилиндра одинарного действия. На другом плече заворотных рычагов 12 крепятся державки 21 с кольцевой спиральной пружиной 22. Крышка 23, ограничивающая ход кольцевого порАня 15, может занимать различное положение при помощи винтов 24 и 25. Ход поршня 20 ограничивают гайка 26 и контргайка 27. Кольцевой поршень 20 кинематически связан с профильными поворотными кулачками 28, количество которых выбирается в зависимости от количества бортовых колец покрышки. Кулачки взаимодействуют с распределительным устройством 29, которое связано с гидропилиндром 6 через дроссель
30.
Механизм обработки борта к станку для сборки покрышек пневматических шин работает слецуюш.им образом.
Перец обжатием слоев корца (от диаметра сборочного барабана цо диаметра крыла) рычажный механизм 1 выходит из под шаблона 2 по неподвижной консоли 3 при помощи пневмоцилиндров 5, освобождая обжимные 11 и заворотные 12 рычаги. В таком положении относительно шаблона 2 рычажный механизм 1 находится в течение всей операции обжатия слоев корда.
При перемещении кольцевого поршня 15 вперед обжимные рычаги 11 поворачиваются на осях 10, разжимая кольцевую пруяшну 17, и устанавливаются в положение для захвата концов слоев корда. Одновременно перемещается вперед поршень 20, поворачивая заворотные рычаги 12 на осях 10 и разжимая кольцевую пружину 22. Рычаги 12 также устанавливаются в положение захвата концов слоев корда. Затем рычажный механизм 1 и шаблон 2 одновременно двигаются в направлении сборочного барабана при помощи гидроцилинцров 6, в результате чего концы слоев корда оказываются между рычагами 11 и 12 и кольцевыми пружинами 17 и 22. Затем кольцевой поршень 15 перемещается назад, поворачивая на осях 10 обжимные рычаги 11 и .зажимая слои корда кольцевыми пружинами 17 и 22. В таком зажатом состоянии слоев корда рычаги 11 и 12 перемешаются к оси дорнового вала, равномерно распределяя и обжимая слои корда по диаметру крыла. Затем шаблоном 2 производится посадка крыла. Рьтчажный механизм
1 в это время остается неподвижным па консоли 3. После посадки крыла шаблон 2 возвращается в исходное положение. При заворачивании слоев корда на крыло кольцевой поршень 20 перемещается к торцу сборочного барабана, поворачивая заворотные рычаги 12 и разжимая кольцевую пружину 22. В это время включается в работу распределительное устройство 29, которое согласовывает перемещение кольцевых поршней 15 и 20 с перемещением механизма обработки борта по неподвижной консоли 3 от ги.дроцилиндров 6 так, что кольцевые пружины 17 и 22 воспроизводят перемешение по профилю плечика сборочного барабана с учетом групп слоев корда. Кольцевой поршень 20 кинематически связан с поворотными кулачками 28. Кинематическая связь позволяет преобразовать возвратнопоступательное движение кольцевого поршя 20 во враБдательное движение кулачков
28,которые имеют профили, рассчитаннь;е по контуру заплечиков барабана с учетом групп слоев корда. Вал 31 кулачков 28 имеет жесткую связь с механизмом обработки борта, например, через рейку 32. Коичество кулачков устанавливается в зависимости от числа бортовых колец в собираемой на сборочном станке покрышке.
Во время операции заворачивания слоев кораа на крыло кулачок постоянно прижат к щупу 33 распределительного устройства
29.От насоса 34 через фильтр 35 масло поступает в щтоковые полости гидроцилинцров 6. Одновременно через дроссель 30 масло поступает Б поршневые юлости гипроцилиндров 6, затем ао трубопроводу 36 в распределительное устройство 2 9 и далее через его рабочую щель О. по трубо-
проводу 37 в бак.
.Давление масла в штоковой полости гидроцилиндроБ 6 устанавливается такое, на которое отрегулирован предохранительный
клапан 38. Давление масла в поршневой полости .зависит от величины рабочей щели а распределительного устройства. При у: еньшении щели О. давление в порщневой полоси увеличивается и, достигнув величиньг,
при которой усилие, действующее на гидроцилиндры 6 со стороны поршневых полостей, тановится больше усилия со стороны штоковых полостей, поршни 39 перемещаются, сообщая движение механизму обработки бора в сторону сборочного барабана. При увеличении щели Q. давление в поршневой поости гидроцилиндра 6 уменьшается, поршень 39 и механизм обработки борта перемещается от сборо шого барабана. Таким
образом, в зависимости от величины шели 54 СХ поршень 39 и механизм обработки борта перемещаются к сборочному барабану или от него. При скольжении щупа 33 распреаелите.пьного устройства 29 по радиусу кулачка 28 рабочая величина щели Q. не изменяется, и поршни 39 механизм обработки бор та с кулачком 28 остаются неподвижными относительно консоли 3. При движении шу-. па 33 распределительного устройства по восходящей кривой кулачка увеличивается проходное сечение щели Q. Поршень 3 9 и механизм обработки борта с кулачком перемещаются от сборочного олрабан,-,, ;/л меньшая проходное сечение щелк р. и устраняя рассогласование положеНИИ распределительного устройства и механизма обработки борта. При движении щупа 33 распреде.гштельНО1Ч) устройства по нисходяилей кривой кулачка проходное сечение щели О. уменьшает ся, и поршень 39, механизм обработки бор та и кулачок перемещаются к сборочному 6 барабану, увеличивая сечение щели Q и усрраняя тем самым величину рассогласования. Последующие группы слоев корда обрабатываются подобным образом. Формула изобретения Механизм обработки борта к станкам для сборки покрыщек пневматических щин, включающий систему обжимных и заворотных рычагов с приводом их качания и подвижный в осевом направлении щаблон, соединенный со щтоком гидроцилинцра его перемещения , отличающийся тем, что, для обеспечения движения рабочих органов рычажного механизма строго по профилю заплечиков барабана, он снабжен кинематически связанным с приводом качания заворотных рычагов поворотным кулачком и взаимодействующим с ним распределительным устройством, соединенным с порщневой полостью гидропилиндра перемещения щаблона.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU328001A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU844367A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1980 |
|
SU912535A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU818899A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1979 |
|
SU851867A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1983 |
|
SU1087367A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1975 |
|
SU549940A1 |
| Механизм обработки борта | 1971 |
|
SU406758A1 |
| Устройство для обработки борта покрышек пневматических шин | 1982 |
|
SU1052420A1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКАМ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU314661A1 |