ных рычагов по заданной траектории согласно технологическому циклу обработки борта.
Указанная цель достигается тем, что механизм снабжен дополнительным упорным гидроцилиндром, шток которого связан с шаблоном для посадки крыльев, и компенсаторами для обеспечения постоянства рабочей жидкости в упорных гидроцилиндрах, поршневая и штоковая полости каждого из которых соединены между собой.
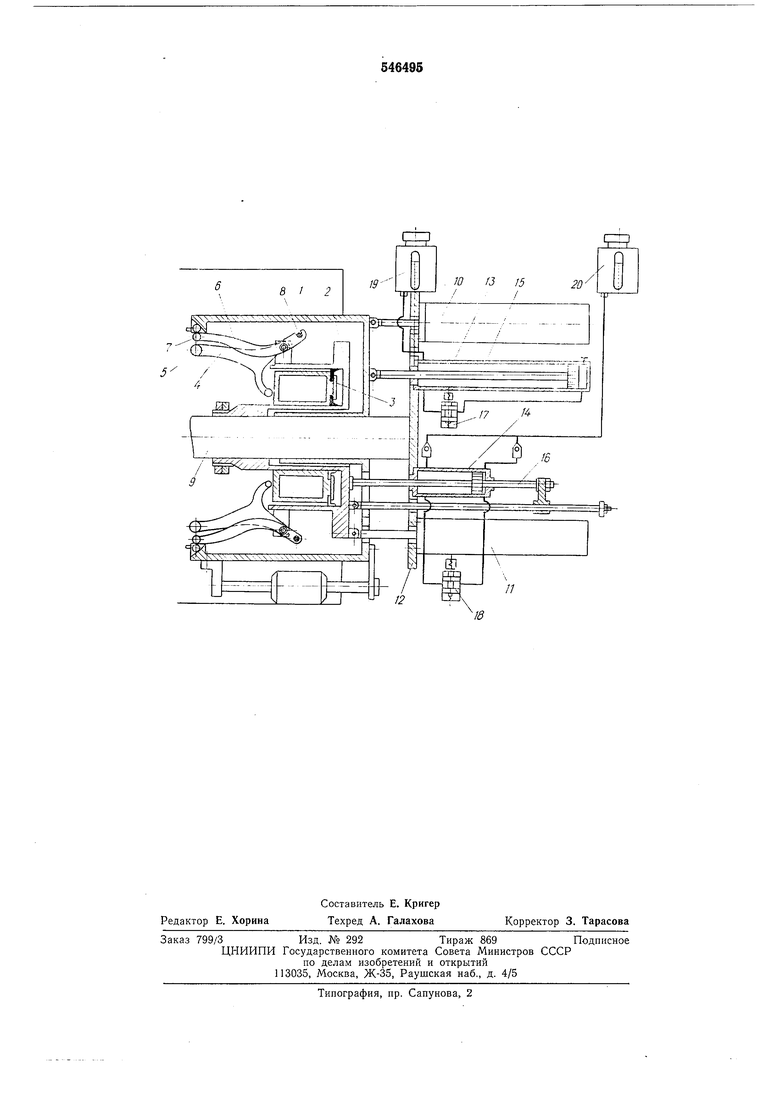
На чертеже изображен предлагаемый механизм.
Механизм закреплен на сборочном станке с двух сторон сборочного барабана, содержит шаблон 1 для посадки крыльев и расположенную внутри него систему рычагов 2 для обжатия и заворота слоев корда. Кольцевой пневмоцилиндр 3 связан с заворотными рычагами 4, на концах которых укреплена пружина 5, и обжимными рычагами 6 с пружинами 7 и резиновым шнуром 8. Шаблон 1 и система рычагов для обжатия и заворота слоев корда установлены на валу 9 станка и приводятся в движение соответственно пневмоцилиндрами 10 и 11, установленными на станине 12 станка. На станине 12 закреплены упорные гидроцилиндры 13 и 14. Шток 15 гидроцилиндра 13 жестко связан с шаблоном 1, а шток 16 гидроцилиндра 14 кинематически связан с системой рычагов для обжатия и заворота слоев корда. При этом обе полости каждого из указанных упорных гидроцилиндров 13 и 14 соединены между собой соответственно управляемыми золотниками 17 и 18 и связаны соответственно с компенсаторами 19 и 20, предназначенными для заливки гидросистемы и компенсации разницы объемов и утечек рабочей жидкости.
Механизм работает следующим образом.
После наложения и прикатки слоев корда систему рычагов при помощи пневмоцилиндра 10 перемещают в положение для обработки первого крыла до упора в шток 16 гидроцилиндра 14, полости которого перекрываются управляемым золотником 18. Обжимные рычаги 6 под действием резинового шнура 8 становятся в вертикальное положение и кольцевая пружина 5 разжимается вследствие подачи сжатого воздуха высокого давления в кольцевой пневмоцилиндр 3. Кольцевая пружина 5 разжимается до величины наружного диаметра сборочного барабана. Шаблон 1, двигаясь к барабану, наклоняет обжимные рычаги 6 и поджимает их к корду и кольцевой пружине 5. После этого высокое давление в кольцевом пневмоцилиндре 3 заменяется низким, благодаря чему шаблон опускает обжимные рычаги 6 и кольцевую пружину 5 к центру, крыло приклеивается к корду. Управляемый золотник 18 открывает полости упорного гидроцилиндра 14, и рычаги вместе с зажатым кордом перемешаются в положение для установки первого крыла, где, получив импульс, управляемый золотник IS Останавливает их. Происходит обжатие корда по заплечику барабана и посадка крыла в борт покрышки.
Затем подают сжатый воздух высокого давления в кольцевой пневмоцилиндр 3, шаблон 1 отводят в положение для обработки первого крыла, где, получив импульс, управляемый золотник 17 перекрывает полости упорного
гидроцилиндра 13, останавливая шток 15, жестко связанный с шаблоном 1. Одновременно с отходом шаблона кольцевая пружина 5 разжимается под действием кольцевого пневмоцилиндра 3, заворачивая слои корда на крыло
до диаметра немного более диаметра крыла. Далее происходит расфиксация шаблона 1, воздух низкого давления подается в поршневую полость пневмоцилиндра 10, приводя шаблоны и одновременно воздух высокого давления в кольцевой пневмоцнлиндр 3. Кольцевая пружина 5, отжимая шаблон 1, прикатывает слои корда по профилю заплечика. Низкое давление для шаблона I выбирается для каждой покрышки индивидуально. Заворот слоев
корда на крыло в два этапа позволяет синхронизировать движение пружины и предотвратить смещение корда на сборочном барабане. Операции по обработке второго крыла аналогичны, отличие лишь в том, что импульсы на останов шаблона 1 и системы рычагов подаются с учетом новой расчетной величины фиксированных положений, необходимых для обработки второго крыла.
Формула изобретения
Механизм обработки борта к станку для сборки покрышек пневматических шин, содержащий шаблон для посадки крыльев, систему обжимных и заворотных рычагов с силовыми цилиндрами их перемешения, упорный гидроцилиндр, шток которого связан с системой обжимных и заворотных рычагов, и гидроаппаратуру для регулировки плавного перемешения системы обжимных и заворотиых рычагов, отличающийся тем, что, с целью обеспечения перемещения системы обжимных и заворотных рычагов по заданной траектории
согласно технологическому циклу обработки борта, он снабжен дополнительным упорным гидроцилиндром, щток которого связан с шаблоном для посадки крыльев, и компеисаторами для обеспечения постоянства рабочей жидкости в упорных гидроцилиндрах, поршневая и штоковая полости каждого из которых соединены между собой.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 328001, М. Кл.2 В 29Н 17/12, 1969.
2. Авторское свидетельство № 279940, М. Кл.2 В 29Н 17/12, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1979 |
|
SU851867A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1983 |
|
SU1087367A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1980 |
|
SU956296A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU844367A1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU328001A1 |
| Механизм для обработки борта к станку для сборки покрышек пневматических шин | 1978 |
|
SU718293A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU818899A1 |
| Механизм для обработки борта к станку для сборки покрышек пневматических шин | 1985 |
|
SU1696314A2 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКАМ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU314661A1 |