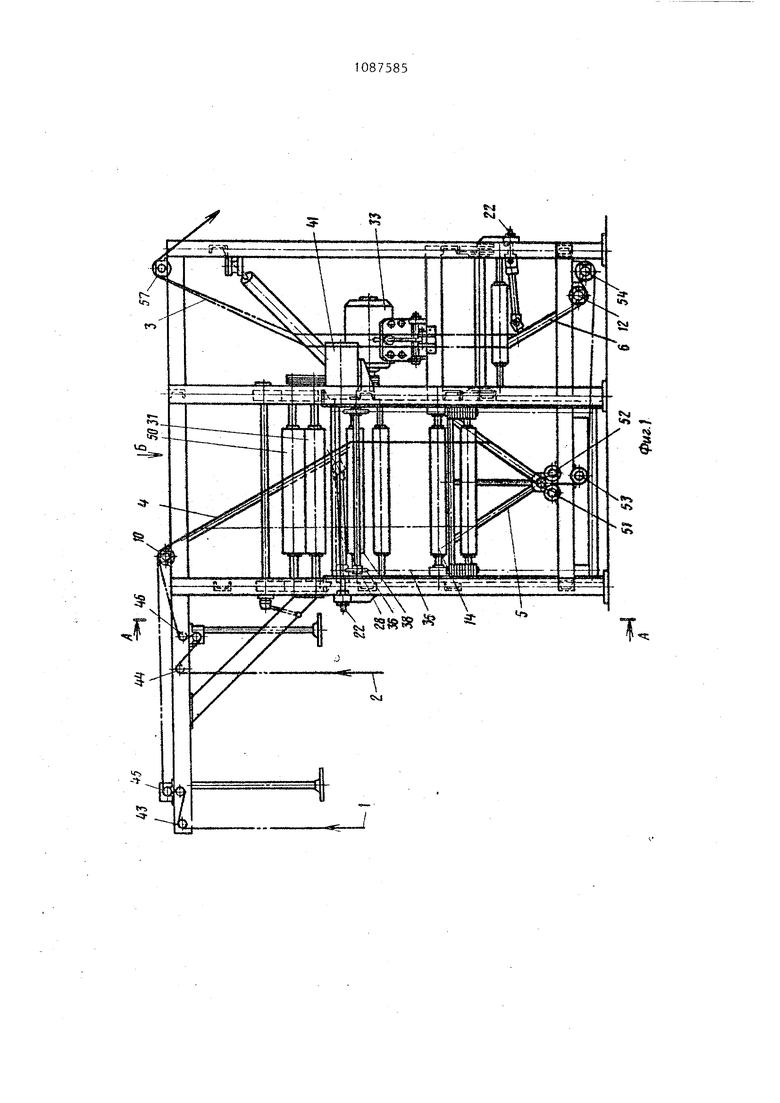
I1 Изобретение относится к текстильной промышленности, а именно к устройствам для продольного складывания текстильного полотна в многослой ную ленту к поточной линии для жидкостной обработки. Известна поточная линия, предназначенная для жидкостной обработки в жгуте двух, предварительно наложенных друг на друга, а затем хаотич но сожгученных с помощью торового кольца текстильных полотен,, lj . Недостатками линии,обусловленными хаотичным формированием жгута из обрабатываемых в ней полотен, являются снижение качества полотна, выражающееся в виде различных пороков, например заминов, заломов и др.Jобразующихся на полотне в свяс неравномерным воздействием рабочих органов оборудования на жгут, постоянно и бессистемно изменяющий свою форму в процессе обработки при многократном прохождении через жала отжимных валов, снижение КПВ и производительности поточной линии из-за произвольного возникновения узла из влажного жгута, образующихся при выборке его из шахт запарных аппаратов, применяемых в поточной линии, в которые жгут с помощью тянульных валов и жгутоукладчиков свободно укладывается в стопу и при этом вслед|Ствие некоторого встряхивания во вре мя укладки, нередко происходит произвольное разделение его на жгуты из отдельных полотен иногда прочно сцепляющихся под воздействием давленияомассы перемещающейся в шахте запорного аппарата стопы жгута с участками неразделенного жгута, обра зуя узлы на движущемся жгуте, выбира емом из шахт, вызывающие остановы оборудования и снижение производительности. Известно также устройство для пр дольного складывания текстильного п лотна в многослойную ленту к поточной линии для жидкостной обработки, содержащее смонтированные на основа нии последовательно в направлении движения полотна дублирующие клинья выполненные в виде равносторонних треугольников, каждый последующий из которых по величине вдвое меньше предьщущего, а основание его установлено перпендикулярно основанию предьщущего дублирующего клина. 5 и направляющие ролики, каждый и-з которгих расположен перед соответствую-, щим дублирующим клином параллельно его основанию рТ. Однако применение торового кольца в этом устройстве, способствующего хаотичному формированию жгута из продольно,- сложенного полотна, приводит к некоторому ухудшению его положительных свойств как в части ухудшения качества обработки полотен в поточной линии,состоящего в частичном сохранении пороков полотен, например,в В1еде заломов,заминов и др. , так и в части некоторого снижения ее производительности из-за недостаточности сцепления полотен вследствие сохранения хаотичного формирования жгута. Кроме того, отсутствие в устройствепродольного складывания полотна механизмов поворота дублирующих клиньев и расположения их оснований ятносительно установленных непосредственно перед ними по ходу движения полотна направляющих роликов, не исключающих возникновения трения скольжения полотна по основаниям клиньев, а также отсутствие . привода направляющих роликов, установленных по крайней мере после первого в направлении движения полотна дублирующего клина, приводит как к некоторому ухудшению условий эксплуатации, исключающих возможность регулирования во время работы углов н акл он а дублирующих кли ньев,что затрудняет обеспечение качественного продольного сложения полотен, в т.ч. при изменении их ширины, так и к нежелательному образованию продольно деформации (вытяжки) полотен, превышающей пределы упругих деформаций, особенно для полотен с легко деформируемой структурой. Вместе с тем отсутствие в устройстве приспособления для продольного поворота сложенной многослойной ленты на 90 по отношению к ее угол УО по отношению к ее ширине при нечетном количестве продольных сложений исключает возможность сохранения полученной формы ленты при жидкостной обработке в поточной линии. Наличие недостатков в устройстве продольного складывания полотна при его применении в поточной линии для жидкостной обработки сдерживает улучшение качества обработки полотен в ней и повьштение ее , водительности. 3 Целью изобретения является повы шение производительности и улучшение качества обработки текстильног полотна путем повышения точности его складывания. Поставленная цель достигается тем, что устройство для продольног складывания текстильного полотна в многослойную ленту к поточной ли нии для жидкостной обработки, соде жащее смонтированные на основании последовательно в направлении движения полотна дублирующие клинья, выполненные в виде равносторонних треугольников, каждый последующий из которых по величине вдвое меньш предьщущего, а основание его установлено перпендикулярно основанию предьщущего дублирующего клина, и направляющие ролики, каждый из которых расположен перед соответству ющим дублирующим клином параллельн его основанию, имеет механизмы пов рота каждого дублирующего клина вокруг соответствующего направляющего ролика, а основание каждого дублирующего клина посредством рычагов шарнирно связано с опорой со о.тветствующего направляющего ролик Устройство имеет расположенные .между первым и вторым по ходу дви|жения полотна дублирующими два направляющих ролика для опетливания полотном не менее чем на 180°, сна женные индивидуальным приводом, электрически связанным с приводом поточной линии, и компенсирующий ролик, расположенный после направл щих роликов по ходу движения полот на и соединенный посредством регулятора возбуждения с индивидуальным приводом направляющих роликов для поддержания заданной, часто вращения электродвигателя. Устройство имеет средство для и менения направления ленты, размеще ное между последним дублирующим клином по ходу движения полотна и первой машиной поточной линии, и содержит стержень, установленный под углом 45 относительно вертика ли, и три направляющих горизонталь ных ролика, два из которых располо жены до и один - после стержня, при этом ролики, установленные до стержня, параллельны меткду собой, расположены на одном уровне и перпендикулярны оси вращения третьего 5 ролика, а ось последнего расположена под углом 45 к стержню. На фиг. 1 изображена фронтальная проекция устройства; на фиг, 2 разрез А-А на фиг, 1, на фиг, 3 вид Б на фиг. 1/ на фиг. 4 - вид Б на фиг, 2 (установка третьего в направлении движения полотна дублирующего клина с механизмом его поворота) J на фиг. 5 - вид Г на фиг. 4 VcTaHOBKa третьего в направлении движения полотна дублирующего клина) . Устройство для продольного складывания текстильного полотна 1 и 2 в многослойную ленту 3 к поточной линии для жидкостной обработки содержит смонтированные на основании последовательно в направлении движения полотна дублирующие клинья 4-6, Дублирующие клинья 4-6 выполнены в виде равносторонних треугольников с основаниями 7-9. Каждый последующий дублирующий клин по величине вдвое меньше предьщущего, а основание его установлено перпендикулярно основанию дублирующего клина. Перед каждым из дублирующих клиньев расположены направляющие ролики 10-12, Оси 13-15 вращения роликов 10-12 расположены параллельно основаниям 7-9 дублирующих клиньев 4-6, Основания 7-9 дублирующих клиньев 4-6 посредством рычагов 16, пальцев 17 с гайками 18, штифтов 19 и колец 20 шарнирно связаны с опорами 21 соответствующего направляющего ролика tO-12. Дублирующие клинья 4-6 снабжены механизмами 22 поворота вокруг горизонтальных осей 13-15 вращения направляющих роликов 10-12. Каждый механизм 22 поворота состоит из винта 23, установленного в смонтированном на основании 24 кронштейне 25, сопряженного с двумя гайками 26, ограничивающими винт 23 от его продольного перемещения. Винт 23 с помощью скрепленной с ним вилки 27 шарнирно соединен с той или иной штангой 28 или 29, или 30, каждая из которых тоже шарнирно соединена с соответствующим дублирующим клином 4,5 или 6. Между первым 4 и вторым 5 по ходу движения полотна дублирующими клиньями расположены два направляющих ролика 31 и 32 для опетливания полотном не менее, чем на 180 . Направляющие ролики 31 и 32 снаб жены индивидуальным приводом 33, электрически связанным с приводом поточной линии (не показан). Прсле направляющих роликов 31 и 32 по ходу движения полотна распо ложен компенсирующий ролик 34, Компенсирукяций ролик 34 кинематически соединен с помощью двух цепей 35, на которых он смонтирован, двух звездочек 36 и шестерни 37, укрепле ных на валу 38 с зубчатьм сектором 39, укрепленным на валу 40 регулято ра 41 возбутвдения, поддерживающего с помощью изменяющегося положения компенсирующего ролика 34 заданную частоту вращения привода 33. Между последним дублирующим клином 6 по ходу движения полотна и первой мащиной поточной линии разме щено средство для изменения направления ленты, содержащее стержень 42, установленный под углом 45 отн сительно вертикали, и три направляющих горизонтальных ролика 10-12. Два ролика 10 и 12 установлены до стержня 42, а ролик 11 - после ртержня. Ролики. 10 и 12 параллельны между собой, расположены на одном уровне и перпендикулярны оси 14 вра щения ролика 11, при этом ось 14 расположена под углом 45 к стержню 42. Перед поступлением на направляющий ролик 10 полотна 1 и 2 перемещаются по заправочным устройствам 43 и 44, бремзам 45 и 46 и в процес се движения полотен охватывают направляющие ролики 47-56, а после соединения в ленту 3 направляются роликом 57 в поточную линию для жидкостной обработки. Устройство работает следуюй1им образом. Поступакщие для жидкостной обработки расправленные по ширине полот на 1 и 2 в суровом виде и воздушно-сухом состоянии, перемещаясь по заправочным устройствам 3 и 44 и бремзам 45 и 46, накладываются дру на друга на направляющем ролике 10 охватывая первый в направлении движения полотен дублирующий клин 4 и затем направляющие ролики 47 и 48 совместно дублируются с их помощью 5 (складываются продольно вдвое). Затем однократно сдублированные полотна 1 и 2, перемещаясь последовательно по направляю1цим роликам 49, 31, 32, 34, 11 и 50, охватывают второй в направлении их движения дублирующий клин 5, а затем - направляющие ролики 51 и 52, и вторично дублируются с. их помощью. Двухкратно сдублированные полотна 1 и 2, перемещаясь по направляющим роликам 53, 54 и 12, охватывают третий в направлении их движения дублирующий клин 6 и направляющие ролики 55 и 56, дублируясь с их помощью третий раз и образуя при этом сформированную из полотен 1 и 2 многослойную (в 16 слоев) ленту 3, которая с помощью огибаемого ею неподвижного наклонного цилиндрического стержня 42 и направляющего ролика 57 поворачивается продольно относительно середины ширины многослойной ленты 3 на угол 90 и поступает в поточную линию для жидкостной обработки. С помощью механизмов 22 поворота у каждого из дублирующих клиньев 4-6 достигается простая и удобная в эксплуатации настройка установки каждого из них на угол, обеспечивающий качественное дублирование налоенных друг на друга полотен 1 и 2. в т.ч. при изменении их ширины. Наряду с этим, благодаря применению индивидуального привода 33 направляющих роликов 31 и 32 от электродвигателя постоянного тока 50 и взаимодействующего с ними компенсирующего роЛика 34 исключается образование нежелательных остаточных деформаций полотен 1 и 2 и сохраняется их исходная структура. Вместе с тем, благодаря организованному формированию многослойной ленты 3 и сохранению ее формы при поступлении в поточную линию для жидкостной обработки, достигаемому при продольном повороте ленты на угол 90 , с помощью наклонного цилиндрического стержня 42 и направля;сщего ролика 57 обеспечивается надежное сцепление полотен 1 и 2 в поточной линии для жидкостной обработки и полотен 1 и 2 в поточной линии для жидкостной обработки и исключаются произвольные ее остановы, возникающие при хаотичном формировании жгута из полотен из-за его произвольного разделения на жгуты из отдельных полотен и образования узлов из этих жгутов. Благодаря надежному сцеплению полотен 1 и 2 исключается необходимость установки на выходе жгута из шахт запарных аппаратов специальных устройств, применяемых на оборудовании при хаотичном формировании жгута из полотен для разделения его на жгуты из отдельных полотен. Применение в поточной линии для жидкостной обработки устройства для продольного складывания текстил ного полотна в многослойную ленту 3 подвергающейся многократному отжиму ее в оборудовании поточной линии обеспечивается равномерное и более активное, чем при хаотичном сожгучи вании полотен, проникновение вглубь их волокна обрабатывающих жидкостных сред. В связи с этим становится возможным в сравнении с обработкой хаотично сожгученных полотен несколько уменьшить количество прожимов многослойной ленты не только без ущерба для качества обработки полотен, но и для некоторого его улучшения. Благодаря организованному формированию многослойной ленты из полотен облегчается разделение ее после кидкостных обработок на жгуты из Ьтдельных полотен на выходе ленты из поточной линии, осуществляемое с помощью предусмотренных в ее составе жгутоукладчиков, а также расправление ,жгутов с помощью жгуторасправителей, применяемых при последующей после этой поточной линии обработке полотен.
А - А
0f/S.
iQ ПЭ
3 CO
Фмг.5
биЭ Г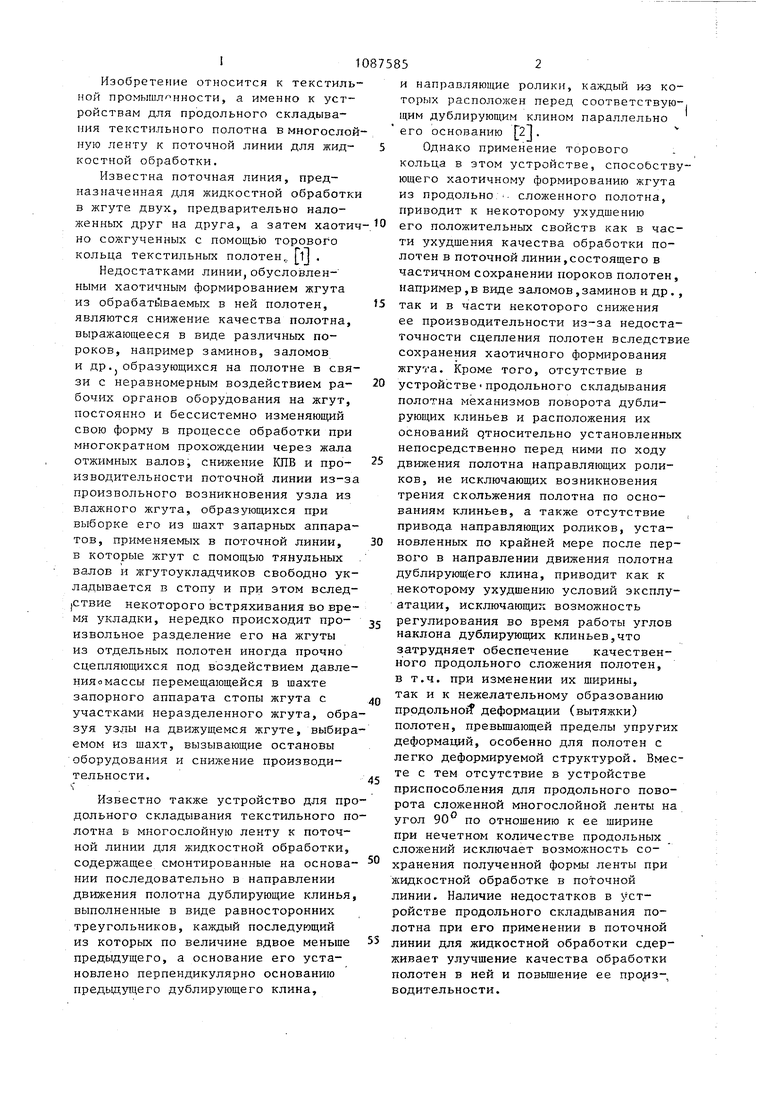


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольного складывания текстильного полотна | 1986 |
|
SU1308538A1 |
| Устройство для жидкостной обработки непрерывно движущегося текстильного материала | 1982 |
|
SU1032064A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023776C1 |
| Способ проводки полотна ткани на отделочных операциях в текстильном производстве | 1975 |
|
SU622901A1 |
| Устройство для запаривания текстильных полотен в жгутах | 1986 |
|
SU1401087A1 |
| Устройство для обработки трикотажного полотна | 1990 |
|
SU1724759A1 |
| Поточная линия для радиационно-химической обработки текстильных полотен | 1981 |
|
SU1172962A1 |
| Способ жидкостной обработки текстильного материала и устройство для его осуществления | 1991 |
|
SU1804514A3 |
| Поточная линия для складывания текстильных полотен | 1990 |
|
SU1745793A1 |
| Устройство для складывания текстильных полотен | 1990 |
|
SU1745792A1 |




1. УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО СКЛАДЫВАНИЯ ТЕКСТИЛЬНОГО ПОЛОТНА В МНОГОСЛОЙНУЮ ЛЕНТУ К ПОТОЧНОЙ линии для жидкостной ОБРАБОТКИ, содержащее смонтированные на основании последовательно в направлении движения полотна дублирующие клинья, выполненные в виде равносторонних треугольников, каждый последующий из которых по величине вдвое меньше предыдущего, а основание его установлено перпендикулярно основанию предьщущего дублирукицего клина, и направляющие ролики, каждый из которых расположен перед соответствукяцим дублирующим клином параллельно его основанию, отличающееся тем, что, с целью повьшения производительности и улучщения качества обработки текстильного полотна путем повшения точности его складывания, оно имеет механизмы поворота каждого дублирующего клина вокруг соответствующего направляющего ролика, а основание каждого дублирующего клина посредством рычагов шарнирно связано с опорой соответствующего направляющего ролика. 2.Устройство по п. 1, отличающееся тем, что оно имеет расположенные между первым и вторым по ходу движения полотна дублирующими клиньями два направляющих ролика для опетливания полотном не менее чем на , снабженные индивидуальным приводом, электрически связанным с приводом поточной линии, и компенсирующий ролик , расположенS ный после направляющих роликов по ,ходу движения полотна и соединенный посредством регулятора возбуждения с индивидуальным приводом направлякяцих роликов для поддержания заданной частоты вращения электродвигателя . 3.Устройство по пп. 1 и 2, отличающееся тем, что оно имеет средство для изменения направсх ления ленты, размещенное между по следним дублирующим клином по ходу О1 движения полотна и первой машиной 00 поточной линии, и содержит стержень, ел установленный под углом 45 относительно вертикали, и три направляющих горизонтальных ролика, два из которых расположены до и один - после стержня, при этом ролики, установленные до стержня, параллельны между собой, расположены на одном уровне и перпендикулярны оси вращения третьего ролика, а ось послед сО него расположена под углом чЬ к стержню.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог, раздел 111, Линия ЛЖО-1, 1979 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для продольного складывания полотна | 1975 |
|
SU577167A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
