1
Изобретение относится к области радиоэлектроники, в частности для изготовления пакетов многослойных керамических конденсаторов.
Известны устройства для изготовления накетов керамических конденсаторов, содержащие механизм подачи керамической пленки, механизм вырубкн с рабочим элементом, транспортирующий механизм, механизм нанесения электродов, механизм сушки, перекладывающий механизм, механизм прессования и приводной механизм 1.
Однако известные устройства обладают низкой производительностью и невысоким качеством изготавливаемых изделий.
Цель изобретения - повышение производительности работы и повышение качества изготавливаемых изделий.
Для этого в устройстве для изготовления пакетов керамических конденсаторов, содержащем последовательно расположенные и соединенные с приводом механизмы нанесения керамической пленки, подачи керамической пленки, нанесения электродов на керамическую пленку с пуансоном и трафаретом, и механизм прессования керамической пленки, механизм подачи керамической пленки выполнен в виде соединенной с приводом бесконечной ленты с кадрами и снабжен узлом шаговой подачи ленты, причем трафарет механизма нанесения электродов выполнен с четным числом кадров, лента механизма подачи керамической пленки выполнена с нечетным количеством таких же кадров, а окна трафарета на одном из двух соседних кадров смещены в направлении перемещения ленты относительно окон другого кадра, причем бесконечная лента выполнена из лавсана.
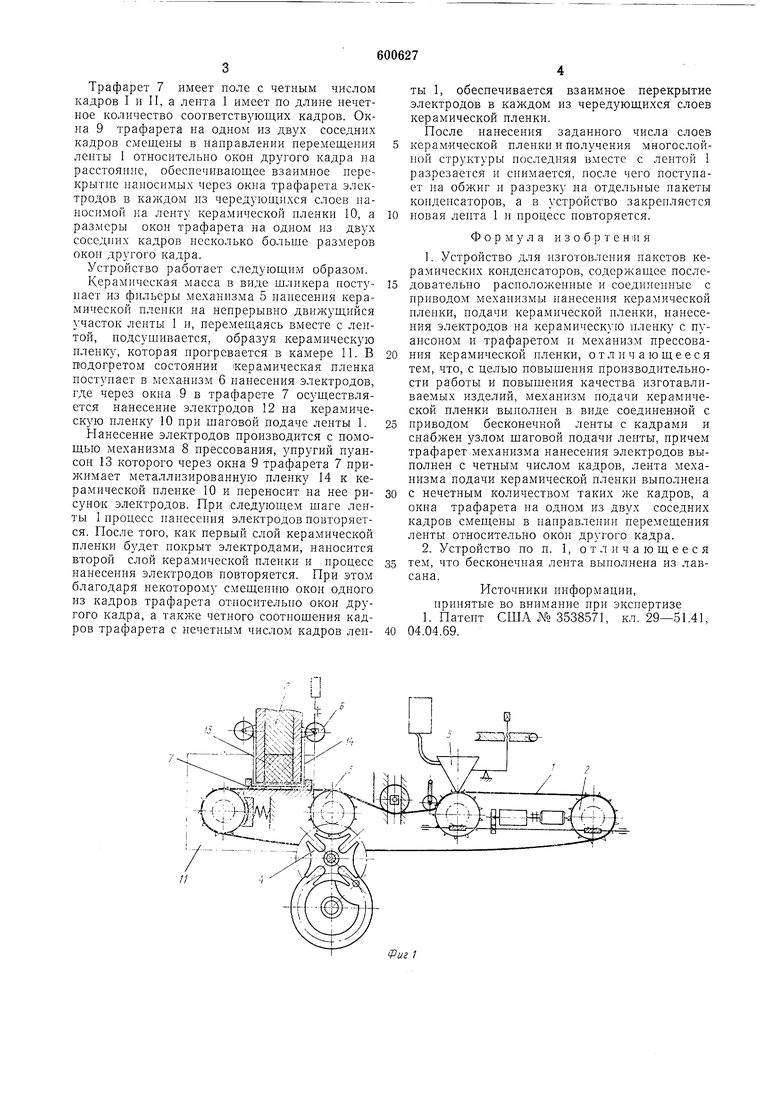
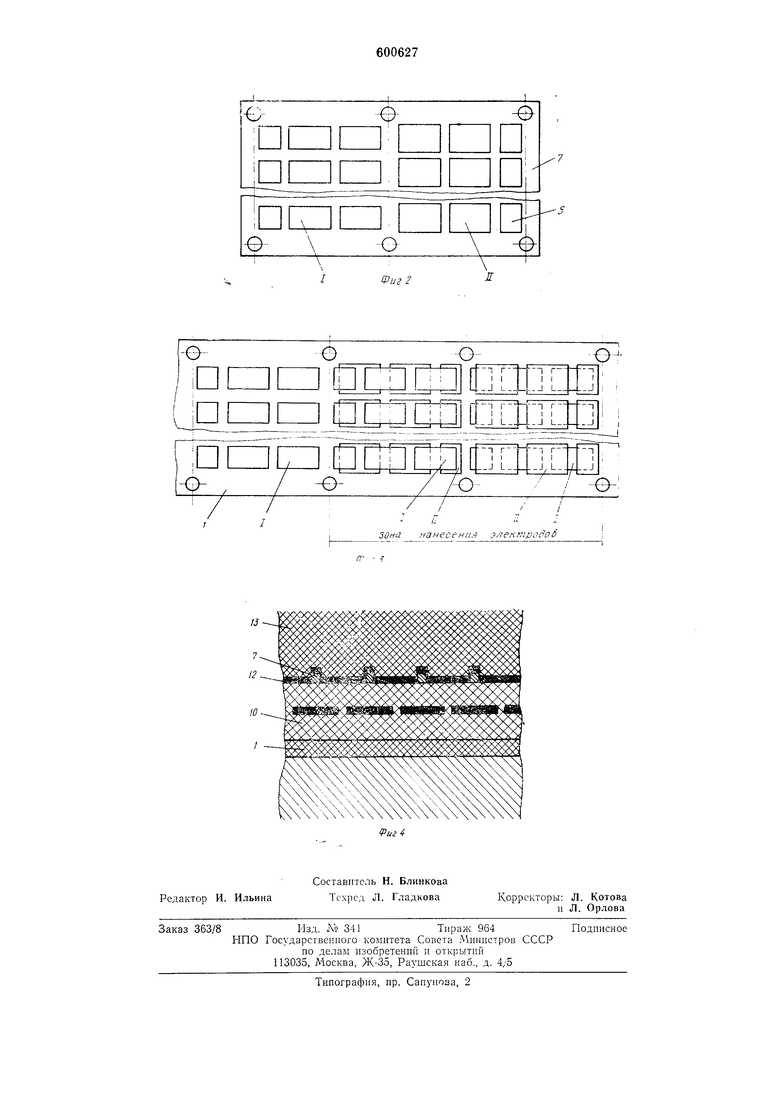
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - трафарет для HaneceHiiH электродов; на фиг. 3 - схема нанесения электродов; на фиг. 4 - участок бесконечной ленты с слоями керамической пленки и электродов.
Устройство для изготовления пакетов керамических конденсаторов имеет механизм подачи керамической пленки, выполненный в виде бесконечной ленты 1 с кадрами, охватывающей нрнводной барабан 2, механизм подачи ненрерывно перемещает ленту 1, которая взаимодействует с приводным барабаном 3 механизма 4, слул ащего для шаговой подачи этой же ленты.
Лента 1, выполненная из лавсана, является подложкой для керамической и объединяет механиз.м 5 нанесения керамической пленкп с механизмом 6 нанесения электродов на керамическую пленку, имеющим трафарет 7 и совмещенным с механизмом 8 нрессоваиия.
Трафарет 7 имеет поле с четным числом кадров I и II, а лента 1 имеет по длине нечетное количество соответствующих кадров. Окна 9 трафарета на одном из двух соседних кадров смещены в нанравлении перемещения ленты 1 относительно окон другого кадра па расстояние, обеспечивающее взаимное иерекрытис наносимых через окна трафарета электродов в каждом из чередующихся слоев наносимой на ленту керамической нленки 10, а размеры окон трафарета па одном из двух соседних кадров несколько больше размеров окон другого кадра.
Устройство работает следующим образом.
Керамическая масса в виде шликера поступает из фильеры механизма 5 нанесения керамической пленки на непрерывно движущийся участок ленты I и, перемещаясь вместе с лентой, подсушивается, образуя керамическую пленку, которая прогревается в камере И. В пюдогретом состоянии керамическая пленка иоступает в мехапизм 6 нанесения электродов, где через окиа 9 в трафарете 7 ос ществляется нанесение электродов 12 на керамическую пленку 10 при шаговой подаче ленты 1.
Нанесение электродов производится с помощью механизма 8 прессования, пругий пуансон 13 которого через окна 9 трафарета 7 прижимает металлизированную пленку 14 к керамической пленке 10 и переносит на нее рпсунок электродов. При :следующем шаге ленты 1 пронесс нанесенпя электродов повторяется. После того, как первый слой керамической пленки блдет покрыт электродами, напосится второй слой керамической пленки и процесс нанесения электродов повторяется. При этом благодаря некоторому смещению окон одного из кадров трафарета относительно окон другого кадра, а также четного соотношения кадров трафарета с нечетным числом кадров лепты 1, обеспечивается взаимное перекрытие электродов в каждом из чередующихся слоев керамической пленки.
После папесения заданного числа слоев керамической пленки и получения многослойной структуры последияя вместе с лентой 1 разрезается и сиимается, после чего поступает на обжиг и разрезку на отдельные пакеты копденсаторов, а в устройство закрепляется новая лепта 1 и процесс повторяется.
Формула и 3 о б р т е н И я
1.Устройство для изготовлеиия пакетов керамических конденсаторов, содержащее последовательно расположеппые и соединенные с приводом механизмы нанесения керамической плепки, подачи керамической пленки, нанесения электродов на керамическую пленку с пуапсоиом и трафаретом и механизм прессоваПИЯ керамической пленки, отличающееся тем, что, с целью повышения производительности работы и повышения качества изготавливаемых изделий, механизм подачи керамической пленки выполпеп в виде соединенной с
приводом бесконечной ленты с кадрами и снабжен узлом шаговой подачи ленты, причем трафарет механизма нанесения электродов выполнен с четным числом кадров, лента механизма подачи керамической плепкп выполнена
с нечетным количеством таких же кадров, а окна трафарета на одном из двух соседних кадров смещены в направлении перемещеппя ленты относительно окон другого кадра.
2.Устройство по п. 1, отличающееся тем, что бесконечная лента выполнена из лавсана.
Источники информации, припятые во внимание при экспертизе 1. Патент США ЛЬ 3538571, кл. 29-51.41, 04.04.69.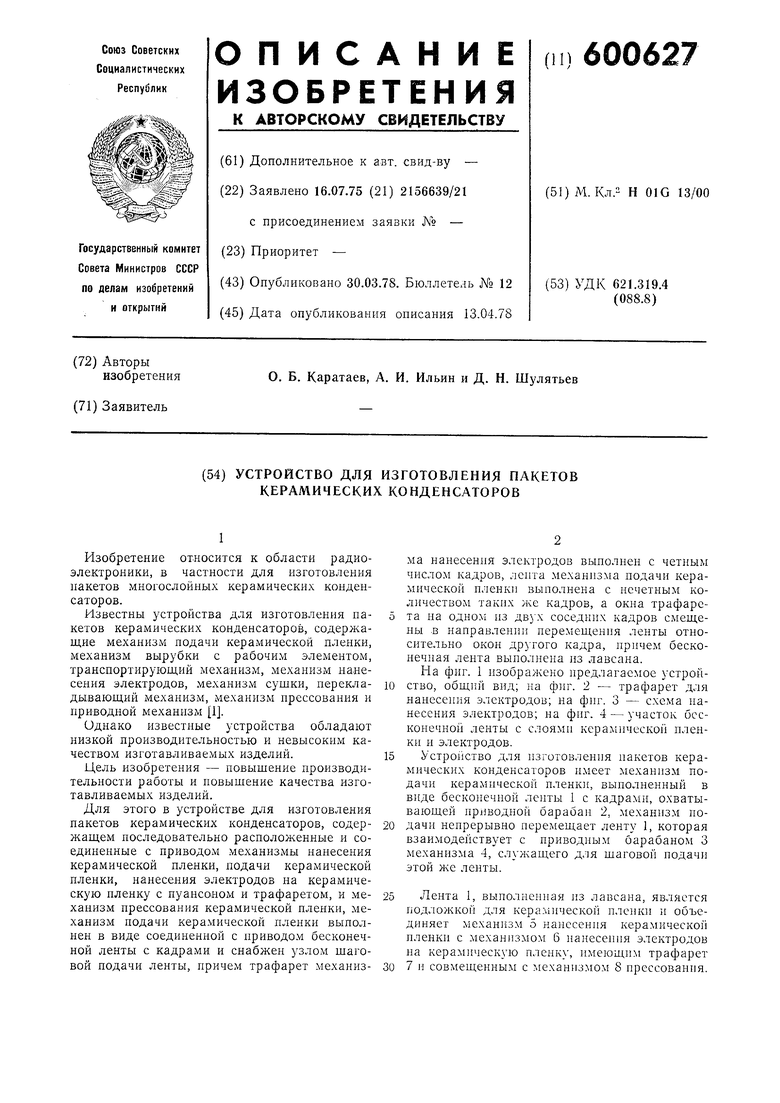
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1981 |
|
SU1003164A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛОСОДЕРЖАЩЕЙ ПАСТЫ НА ЗАГОТОВКИ РАДИОДЕТАЛЕЙ, НАПРИМЕР НА ПЛАСТИНЫ КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ | 1964 |
|
SU166785A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| Линия набора листовых бумажных и фольговых заготовок в секции и комплектования секций в пакеты металлобумажных конденсаторов | 1980 |
|
SU886081A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ КОНДЕНСАТОРОВ | 1964 |
|
SU214675A1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРИБОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2472253C1 |
| Способ изготовления индуктора линейного электродвигателя | 1991 |
|
SU1814153A1 |
| Устройство для сборки пакетов пластин конденсаторов | 1973 |
|
SU588570A1 |
| Устройство "кольцевого" фотоприёмника для панорамного телевизионно-компьютерного сканирования цветного изображения | 2018 |
|
RU2675245C1 |
ffui;
:
Е
Фиг 2
