товок и выдают последующую h заготовку при
где tmeji время, прошедшее с момента вьщачи из -и заготовки,
если в интервале времени , ни на одном стане не завершилась обра.ботка какой-либо из находящихся на прокатном агрегате заготовок, в противном случае в MOMeHTt; ;jjui ii и; окончания обработки одной из заготовок фиксируют номер стана kJ на котором завершилась обработка заготовки , определяют число заготовок между печью и выходом k -го стана, вычисляют по формуле (1) новые прогнозы продолжительности обработки -и и (i+lj-ft заготовок на станах, вычисляют новый интервал времени
&{4 между выдачами из печи i -ft и (л 4-1)-и заготовок и выдают последую-i щую .(+1)-ю заготовку при
, , .
если в интервале вpeмeни li,,,J ни на одном стане не завершилась обработка заготовки, в противном случае описания выше процедура фиксирования номера k -го стана, на котором завершилась-обработка загртовки, определения числа заготовок между печью и выходом k -го стана, вычисления по формуле (1) новых прогнозов, прололжи-тельности обработки -Л и (+1)-й заготовок на станах и вычисления нового интервала времени, между выдачами из печи i -и и (i+l)-ft заготовок повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления темпом выдачи заготовок из печей | 1983 |
|
SU1145042A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| Способ управления ритмом выдачи заготовок из печи | 1983 |
|
SU1109451A1 |
| Устройство для управления ритмом работы листопрокатных станов | 1975 |
|
SU564019A1 |
| СПОСОБ УПРАВЛЕНИЯ ДЛЯ ПРОКАТНОГО СТАНА | 2012 |
|
RU2576971C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОКАТНЫМ СТАНОМ | 2012 |
|
RU2583550C2 |
| Прокатный стан | 1983 |
|
SU1079316A1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| КОНТРОЛЬ ТОЛЩИНЫ СТЕНКИ ПРИ РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТКЕ ТРУБ | 2019 |
|
RU2770113C1 |
СПОСОБ УПРАВЛЕНИЯ РИТМОМ РАБОТЫ ПРОКАТНОГО АГРЕГАТА, заключакиоийся в измерении и прогнозировании продолжительности обработки заготовок на станах прокатного агрегата, вычислении интервала времени между выщачами из печи заготовок, о т л ичаю аийся тем, что, с целью повышения производительности прокатного агрегата и экономии энергии на нагрев металла путем повышения точности прогнозирования продолжительности обработки заготовок на станах прокатного агрегата, дополнительно взвешивают очередную i -ю заготовку после выдачи ее из печи, прогнозируют вес у находящейся на выдаче (i+1)-и заготовки по формуле |д Y«4 . .где Р; - вес ; -и заготовки-, i а .« ДV Vzllпараметры,зависящие от статистических характристик прокатываемой партии эаго товок , - Ъ- Р;-Р-,. Определяют количество заготовок T6,k 1|«, находящихся между печью и выходом каждого стана прокатного агрегата, по измеренным весам aajroтовок, прогнозируемсалу весу ( +1) -и, заготовки, по количеству заготовок между печью и выходами станов с учетом продолжительности обработки заготовок на станах прогнозируют продолжительность обработки ; -и и ( +1) -и заготовок на станах прокатного агрегата по формуле iW-«-.( Vi,i-SoA; А, где Гк ,,,ч «к с ил-УкР Л,, |-,M«i-p...e,(e,,H,i..U4V (Л прогнозы продолжительности обработки t -ft и {;+)-и заготовок на k -м стане при условии, что между печью и I выходом k-го ст.ана находится Е,, загоk товок lPiH.P« Sи } е -f р kr Ь; ;-,,при ,,чг Л.} е,.,{,к-« Хприе л etCfcb прие; б(А ih-p i. .. где tj (k) - продолжительность обработ ки| -и заготовки Hak -м стане; ,tfttK,i- KVt®pv p-ts V пара.метры, зависящие отстатических Характеристик прокатываемой партии заготовок и станов, вычисляют интервал времени между выдачами ч.-й. и ( .. заго
Изобретение относится к автоматизации производственных процессов В; металлургической промышленности, преимущественно к автоматизации прокатного производства, и может быть использовано, например, при создании системы управления комплексом нагревательная печь - прокатный стан.
Известен способ управления ритмом работы прокатного стана, предусматри вающий определение моментов выдачи заготовок из печи в зависимости от продолжительности обработки заготовок на клетях прокатного стана и от прогнозов продолжи тел ьносг и обработ:КИ, сделанных в моменты выдачи заготовок из печи i .
Однако,во-первых, при прогнозировании продолжительности обработки заготовок не учитывается вес заготовок, который влияет на длительность обработки, во-вторых, после вьщачи очередной i -и заготовки интерва.п выдачи между i -и и находящейся на выдаче («+1)-й заготовками не корректируется. Такая коррекция необходима в случае, если после выдачи i -и заготовки завершилась обработка некоторых заготовок, находящихся на ставе, так как при этом изменяются прогнозы продолжительности обработки -и и ( +1)-й заготовок на клетях стана. Неучет указанных недостатков приводит в известных способах к несвоевременной выдаче заготовок.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ, реализованный в системе управления рит-j
мом работы прокатного сТана, заключаюошйся в том, что измеряют продол-, жительность обработки заготовок на всех клетях прокатного стана,фо{жируют для каждой клети функции распределения продолжительности обработки заготовок на основе измеренных продолжительностей обработки заготовок, прогнозируют в момент выдачи из печи очередной -и загртовки продолжительность обработки 4 -и и(1+1)-й заготовок на всех клетях прокатного стана как случайных чисел, генерируемых на основе функции распределения, вычисляют интервал времени л; между выдачами из печи -и и («+lj-fl заготовок по формуле
Пч
iJ;UXnpHut;W 0,...,)0
Л;Л;и
О , при ft.«;UV«0
г
2: ьг,U),,..., )ои
- И «-1п
2:
k-n,i
0. .np«&ii(n,,....,&C-(
21 ,
,t1
f.
где С К - прогноз продолжительности обработки i -и заготовки на k -и клети стана,
&«;(fcbt UMVtU.W
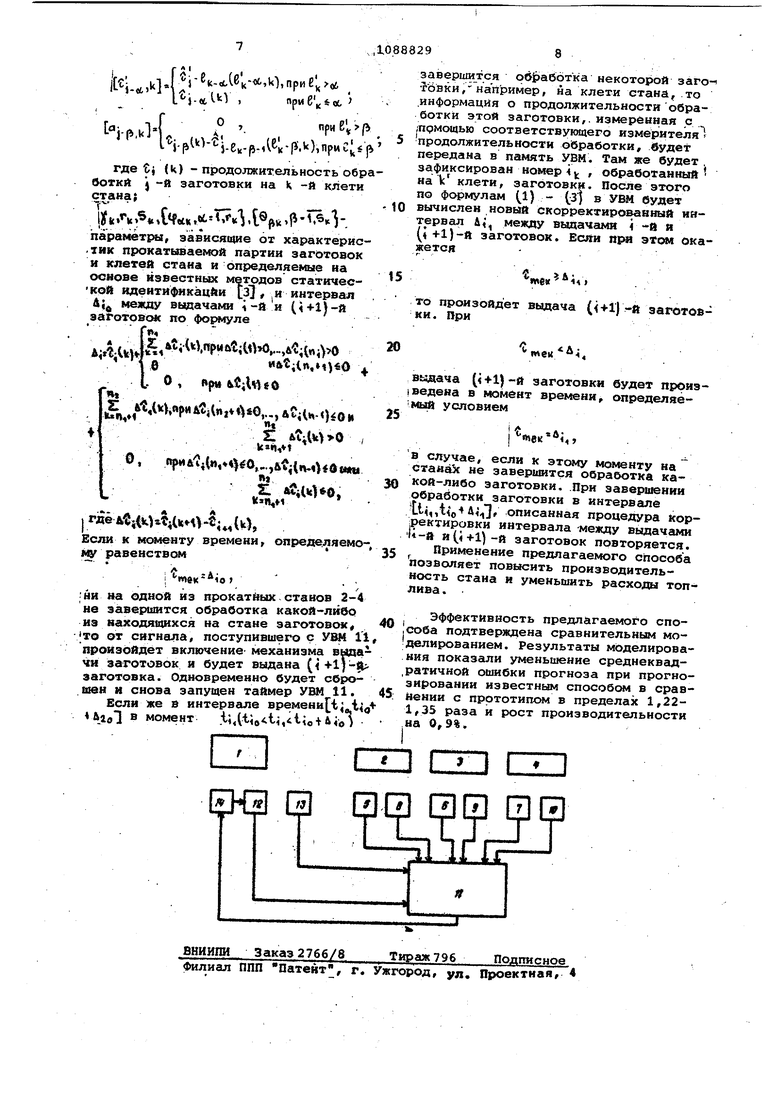
где п - число клетей стана, и вьадают очередную заготовку из печи. По известному способу момент выда1ЧИ последующей (1+1)-й заготовки из печи определяется на основе прогнозов продолжительности обработки -и и (i+l)-ft заготовок, сделанных в мо мент выдачи i -и заготовки, причем прогнозы приравниваются случайныг числам, генерируемым в соответстзии с функциями распределения продолжительности обработки заготовок, формируемыми для каждой клети стана. Формирование функций распределения продолжительности обработки заготовок для каждой клети стана .осуществ ляют по данным измерения продолжк тельности обработки заготовок и по|Строения соответствующей гистограммы И . Известный способ характеризуетсятем недостатком, что прогноз продол жительности обработки заготовок фор мируют без учета веса заготовок в то время, как между продолжительнос тью обработки и весом заготовок существует сильная корреляционная свя Исследования показывают, что коэф,фициент корреляции между двумя ука занньв4И факторами при прокатке труб на пилирримовых станах лежит в пределах 0,70-0,85. Таким образом, информация о весе заготовок позволит syajecTBeHHo улучшить качество прогнозирования продолжительности обработки заготовок, кроме того, после выдачи в момент i- заготовки из печи и вычисления момента t выдачи заготовки в интервале времени tijtf J возможно завершение обработки отдельных заготовок, находящихся на стане. Это вызывает необходимость в уточнении результата прогнозирования продолжительности обработки i-и и ( 1)-и заготовок, поскольку прЪгнозы зависят от числа обработанных заготовок и продолжителсности их обработки на клетях стана. Уточнение прогнозов вызы вает коррекцию момента выдачи (i4l)заготовки. Указанные недостатки известного способа приводят к несвоевременной подаче заготовок к клетям стана, в результате чего снижается производительность стана из-за простоя клетей и увеличивгиотся потери энергии на нагрев металла из-за охлаждения заготовок при их пролеживании перед клетями в ожидании обра ботки . Цель изобретения - повышение про изводительности стана и экономия энергии на нагрев металла пов1Л11ения точности прогнозирования пр должительности обработки заготовок на станах прокатного агрегата, Поставленная цель достигается тем, что согласно способу управлени ритмом прокатного агрегата, заключающемуся в измерении и прогноэировании продолжительности обработки заготовок на станах прокатного агрегата, вычислении интервала времени между выдачами из печи заготовок, дополнительно взвешивгиот очередную i-ю, заготовку после выдачи ее из печи, прогнозируют вес Pjti- находящейся на вьщаче «+1)-й заготовки по Формуле .; где Р; - вес -и заготовки; .(е ,с v, ,{}« .(, параметры, зависящие от статических характеристик прокатываемой партии заготовок} Определяют количество заготовок C(j,k 1/4, находящихся между печью и выходом каждого стана прокатного агрегата, по-измеренным весам заготовок, прогнозируемому весу (Ч1)-и, заготовки, по количеству заготовок, печью и выходами станов с учетом продолжительности обработки заготовок на станах прогнозируют продол ительность обработки -и и (дЧ-)-йзаготовок на станах прокатного агрегата по ,CjU)t-.g(eK,y),v-.n,, ;и.(е;льукМ,ч...ау.р|.л ..)., прогнозы продолжительности обработки -j -и и 4+1)-и заготовок на k-стане при условии,что между печью и выходом V -го стана находится | заготовокР; , при jri .P.M.np J- Bi, П()и k« e-,,,npvjA,«fi ft vl.(i- - - f i- 4 j.ikb прме;.л r -. г 0 npiiitv7|) -P Ч i- Wi.e,.p.,(fVpЛ).np.ei.|, где tj(К)-продолжительность обработки j-и заготовки на k-M стане i J(i.«vc Skl4«CK.t «VtVP V параметры, зависящие от статических характеристик прокатываемой партии заготовок и станов. Вычисляют интервал времени Д i« между выдачами 1 -К и ( ( -i-1) -и заготовок и выдают последующую (1+1)-ю. заготовку при где trtMic- время,прошедшее с момента выдачи из печи -и заготовки, если в интервале времени 1 ,1,- 4 ни на одном стане не завершилась обработка какой-либо из находящихся на прокатном агрегате заготовок, в противном случае в MOMeHTt,(tigii;,t f, f io) окончания Обработки одной из заготовок фиксируют номер ста на k на котором завершилась обработка заготовки, определяют число заготовки между печью и выходом | -го стана вычисляют по формуле (1) ноаые прогнозы продолжительности обработки /1 -и и (.)-изаготовок на станах, вычисляют новый интервал времени А между выдачами из печи i -и и (+l)-и заготовок и выдают последующую ( заготовку при untti ,t если в интервале временИ1 ,,,о ни на одном стане не завершилась lacb 00работка заготовки, в противном случае процедура фиксткрования номера k-ro стана, на котором завершилась обработка заготовки, определения числа заготовок между печью и выходом k -го стана, вычисления по формуле (1) новых прогнозов продолжи тельности обработки -i -ti и (4+1)-й заготовок на станах и вычисления нового интгервала времени межлУ вьдааЧами из печи 1-й и I 4-1)-и заготовок повторяется. На чертеже приведена стр5 ктурная схема устройства, реализующего предлагаемый способ. Устройство состоит из нагреватель ной печи 1, станов 2-4, агЕ егата измерителей 5-7 времени обработки, датчиков 8-10 окончания обработки, управляющей вычислительной машины (УВМ) 11, датчика 12 вьщачи, взвешивающего устройства 13, механизм 14 выдачи заготовок. Вы:йоды измерителей 5-7 продолжительности обработки соединены с соответствующими входами УВМ 11, дру гие входы которой соединены с выхода ми датчиков 8-10 окончания обработ ки, выходом датчика 12 выдачи и выхо дом взвешивающего устройства 13, а выход с входом механизма 14 выдачи заготовок, выход которого соединен с входом датчика 12 выдачи. Система функционирует следующим образом. в момент выдачи из нагревательной печи 1 4-и заготовки сигналом,поступившим в УВМ 11 от датчика 12 выдачи, запускается таймер в УВМ, который отсчитывает время t ,-пех прошедшее с момента выдачи « -и заготовки. Одновременно с этим в УВМ 11 фиксируется номе) i -и выданной заготовки. Непосредственно после выдачи в момент 1,д л-я заготовка подается на взваливающее устройство 13, где взвешивается. Предполагается, что г, t . Информация о весе Р, V -и заготовки также поступает в УВМ 11 Далее в процессоре УВМ 11 вычисляется прогноз Р веса находящейся на вцдаче из печи (4+1)-й заготовки по формуле. Р--.-Г (-f4 oab -v «.««,,fV AKV iV параметры, зависящие от статических характеристик прокатываемой партии заготовок и определяемые на стадии идентификации ряда веса заготовок при помощи известных методов 3j . ЦЧ-p.-v и число заготовок С,, В,,..,, 6„, находящихся между нагревательной печью 1 я выходом каждого стана 2, по формулеС..-1-1 V ,k-.n, где 1 - номер последней заготовив, обработанной на k -и клети стаиа к. м 4еиту времени фиксируются с помощью датчиков 8-10, окончания обработки и хранятся в памяти УВМ 11. Далее в yjBM 11 вычисляются прогнозы U) и i W продолжительноети обработки ч -Я к(+1)-й заготовок на всех станах по формуле ,(4).brn.j.i.;H, 5kc«t)y,pilV,...,,jr«Pi.n /|,®pHt«i.p..l..ce;.k).JM,iM, рогнозы продолжительности обработки t-йи с+1)-й заготовок на К -м стане при : словии, что между печью и на ыходе k-го стана находится Рг загоовок, . при J п при j «t + f I « g« ГС;, при kn
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для управления ритмом работы листопрокатных станов | 1975 |
|
SU564019A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Дженкинс Г.Анализ временных рядов | |||
| Прогноз и управление, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., Мир, 1974. | |||
