ходящихся на выдаче в печах, по фо муле (-Т. ь;,при j m при -т где to - момент выдачи К -и эагот ки из J -и печи, по измеренным в момент времени температурам заготовок по форму ле (1) прогнозируют продолжительность обработки на стане каждой из находящихся на вьщаче в т -и, (гПд+О-й, ..., п -и печах заготовок, определяют т, -ю печь, для, koтopoй прогнозируемая прор;олжительность обработки заготовки имеет минимальное значение, по формуле (5) л. пп, i)( , где В К +1- К. -о номер последней обработан ной на стане заготовки, и если ,0(6) 42 .то выдают последующую (К+1)ю заготовку из rri,-и печи в противном случае измеряют скорость транспортирования заготовок от WQ -и до ()-й печи, определяют по формуле (2) соответствующую продолжительность U транспортирования заготовок, определяют момент tj очередного замера температуры заготовок по формуле t2 i,+u гпо и повторяют описанную итеративную процедуру, состоящую из прогнозирования продолжительности обработки заготовок на с.тане, определения печи, для которой прогнозируемая продолжительность обработки заготовки минимальна, проверки условия (6) и определения момента замера температуры, если условие (6) не вьтолняется, заменяя в (5), (6) и (7) ГЛо на ( гло + 1) , а в (7) увеличивая .индексы моментов времени замера температуры на единицу. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления ритмом работы прокатного агрегата | 1983 |
|
SU1088829A1 |
| Способ регулирования ритма выдачи заготовок из печей и устройство для его осуществления | 1976 |
|
SU655447A1 |
| Способ управления ритмом выдачи заготовок из печи | 1983 |
|
SU1109451A1 |
| Способ управления темпом выдачи заготовок из печей | 1981 |
|
SU1028400A2 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Способ управления темпом выдачи заготовок из печей | 1975 |
|
SU599869A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Способ регулирования темпа выдачи заготовок из печей | 1976 |
|
SU600199A1 |
| Устройство управления темпом работы трубопрокатного стана | 1974 |
|
SU500838A1 |
| Устройство коррекции теплового режима печи по темпу выдачи заготовок | 1984 |
|
SU1285309A1 |
СПОСОБ УПРАВЛЕНИЯ ТЕМПОМ ВЫДАЧИ ЗАГОТОВОК ИЗ ПЕЧЕЙ, предусматривающий определение продолжительности обработки заготовок на стане и воздействие на механизм выдачи заготовок из печей, о т л ичающийся тем, что, с целью повышения производительности прокатного агрегата и уменьшения потерь энергии на нагрев металла, измеряют температуру Tl очередной К-й заготовки, выдаваемой из j -и печи, прогнозируют продолжительность обработки К-й заготовки на стане по формуле. . . t-,l&)oiTj.|,(e)t,),,-.. (1) где KQ - номер последней обработанной на стане заготовки; 6 К - KQ - число заготовок, находящихся перед выходом стана, включая -ю заготовку Р - параметр, зависящий от статистических характеристик прокатываемои партии заготовок и стана , - -продолжительность обработки на стане К,-и, 
Изобретение относится к автоматизации процессов в металлургической промышленности, преимущественно к автоматизации управления комплексом нагревательные печи - прокатный стан, и может быть применено , например, при управлении темпом вьщачи заготовок из нагрева.тельных печей на листопрокатном стане.
Известен способ управления скоростью выдачи заготовок из печей, предусматривающий управление скоростью выдачи заготовок из печей в зависимости от продолжительности обработки заготовок, прокатанных на стане l . . .
Недостатком данного способа явлется то, что в ходе управления скоростью выдачи заготовок не учитываются темпера;тура выдаваемых заготовок, которая влияет на продолжительность обработки заготовок.
и изменяющиеся .рремя транспортирования заготовок от одной печи к другой, что приводит к несвоевременной подач заготовок к стану, снижарт производительность прокатного агрегата и повышает потери энергии в результате -охлазедення заготовок, ожидающих обработки перед станом.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ управления темпом вьщачи заготовок из печей, предусматривающий подачу сигнала на вьщачу очередной заготовки из наиболее удаленной от стана печи с выдержкой времени, равной разности мелзду нормативньм и минимальным продолжительностями обработки заготовок, а подачу сигнала на выдачу из последующих печей с дополнительной выдержкой времени, равной времени транспортирования
.Однако в известном способе не измеряются скорости транспортирования заготовок между печами и тем самым не учитываются.возможные изменения времени транспортирЬвания (это время считается постоянным) , что приводит к несвоевременной подаче заготовок к стану, и следовательно, либо к уменьшению производительности при простоях стана, либо к потерям энергии и браку при пролеживании заготовок. Кроме того, не измеряется температура заготовок, находящихся на вьщаче из печей, а также продолжительность обработки заготовок в момент их вьщачи из печей (результаты обработки данньпс, полученных, например, на стане 2300, показали, что коэффициент корреляции между продолжительностью обработки заготовки на стане и ее температурой при выдаче лежит в пределах 0,3-0,5).
Цель изобретения - повышение производительности прокатного агрегата и уменьшение потерь энергии на нагрев металла путем определения интервала времени между выдачами из печей очередной и последующей заготовок с учетом времени транспортирования заготовок между печами и прогнозируемой продолжительности обработки заготовок на стане.
Поставленная цель достигается тем, что согласно способу управления темпом выдачи заготовок из печей, предусматривающему определение продолжительности обработки заготовок на стане и воздействие на механизм выдачи заготовок из печей, дополнительно измеряют температуру т; очередной .К -и заготовки, выдаваемой из j -и печи, прогнозируют продолжительность обработки К-и заготовки на стане по формуле
j;itb-ctTj4p,Ur4o p2i r4o-i - f P)ko-p
..()
где о - номер последней обработанной на стане заготовки,
к k - К о - число заготовок, находящихся перед выходом стана, включая К -ю заготовку;
Р - параметр, зависящий от статистических характеристик прокатываемой партии заготовок и стана45042
f 1
. . ,L(,-p+1 .- проi М
ко должительность обработки на стане Ко-й,, (Ко-О-й, ..., (Ко - р+1)-й, заготовок;
ul - коэффициент, зависящий от статистических характеристик прокатываемой партии заготовок,
f,(&) , (&), .... ), е
1, 2, ,..} - набор коэфсЬициентов, зависящий от 6 и от статистических характеристик партии заготовок и стана,
выдают К -ю заготовку, измеряют скорости V,, V, ..., V., транспортирования заготовок соответственно от 1-й наиболее удаленной от стана печи до 2-й, от 2-й до 3-й и т.д. от (11-1)-й до п-й наиболее близкой к стану печи, определяют соответствующие продолжительности
Л, , Л
,& „, транспортирова1
ния заготовок по формуле
(2)
где 5 - расстояние от -и до (i +1)-и печи,
определяют, наиболее удаленную от стана т -ую печь, время транспортирования заготовок от которой до j -и печи не переходит прогнозированной продолжительности обработки на стане К -и заготовки, по формуле
(( Зг.Щ).: . (d
№,
I- i.l-l i-l-t
(3) определяют момент i( последующего замера температуры заготовок, находящихся на вьщаче в печах, по формуле
- д 1-1
..f й;,при рппд
tri ,
,klB) , Р i Tllo;
где ig - момент выдачи k -и заготовки из j -и печи,
по измеренным в момент времени :t, температурам заготовок по формуле (1) прогнозируют продолжительность обработки на стане каждой и
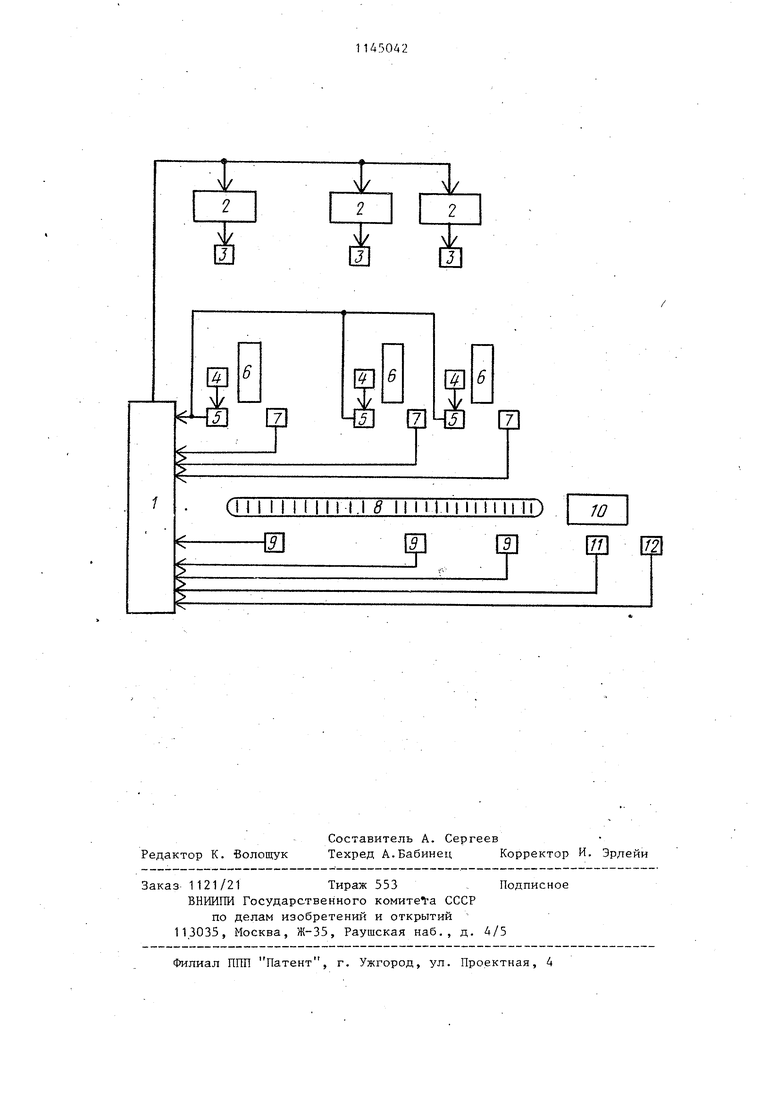
находящихся на вьщаче в (т,+, +1)-й, ..., п -и печах заготовок, определяют m, -ую печь, для которой прогнозируемая продолжительность обработки заготовки имеет минималь ное значение, по формуле m,, (в ). 1 где е .К +1-KJ,, KO - номер последней обработан ной на стане заготовки, если гп - т , (6) то выдают, последующую ()-ю заготовку из т,-и печи, в противно случае измеряют скорость транспортирования заготовок от до ( г)о+1)-й печи, определяют по формуле (2) соответствующую продолжительность Дт транспортирования заготовок, определяют момент tj очередного замера температуры заготоврк по формуле -t2 t,-tAmo (7 и повторяют описанную итеративную процедуру, состоящую из прогно зирования продолжительности обработки заготовок на стане, определения печи, для которой прогнозируемая продолжительность обработ ки заготовки минимальна, проверки условия (6) и определения очередного момента замера температуры, если условие (6) не выполняется, заменяя в (5), (6) и (7) т, на (Шд +1), а в (7) увеличивая индек сы моментов времени замера температуры на единицу. На чертеже изображена структурная схема устройства для реализа- ции способа. Устройство состоит из управляющей вычислительной машины (УВМ) 1 световых табло 2, постов 3 оператора , органов 4 управления вьщачей, датчиков 5 выдачи, печей 6, датчиков 7 температуры, рольганга 8, датчиков 9 скоростей транспортирования, стана 10,. датчика 11 продолжительности обработки, счет чика 12. I ( Выход каждого органа 4 управле ния выдачей соединен с входом соо ветственно датчика 5 выдачи.выход которых объединены и соединены с одним из входов УВМ 1, другие вхо ды которой соединены с выходами . датчиков 7 температуры, датчиков 9 скоростей транспортирования, датчика 11 продолжительности обра ботки и выходом счетчика 12, 2 выход УВМ 1 соединен с каждым входом световых табло 2, выходы которых соединены -с входом соответственного поста 3 оператора. . Устройство работает следующим образом. При выдаче очередной k -и заготовки из I -и печи 6 (нумерация печей идет в направлении движения заготовок по рольгангу 8, причем наиболее удаленная от стана 10 печь 6 имеет номер 1) с помощью датчика 5 вьщачи фиксируется момент выдачи to , который запоминается в устройстве памяти УВМ 1. В устройстве памяти также запоминается вычисленная в процессоре УВМ 1 прогнозируемая продолжительность t J , (е) обработки на стане 10 К -и заготовки. Прогнозируемая продолжительность обработки DI , К (е) К -и заготовки, находявшйся на выдаче из j -и печи 6, вычисляется в зависимости от ее температуры Т; , измеренной датчиком 7 температуры, и от числа заготовок, включая К -ю, находящихся перед выходом из стана 10. (i,ier4o ftzi 4o-A - lP - o-P где Ко - номер последней обработанной на стане 10 заготовки, фиксируемый с помощью счетчика 12; . е К - Ко, Л, ...,,-РН - прол А t-KO должительность обработки на стане 10 )Со-й, ( о-1)-й, . . . , СКо -р+1)-й заготовок, -измеренная с помощью датчика 11 продолжительности обработки j .: . р - параметр, задающий порядок прогнозной модели (1), определяемый на стадии идентификации модели с помощью известных методов оценивания: ot,/,(e), f(e), ...,.) - на-. бор коэффициентов, определяемый с помощью статических методов оценивания. . : После выдачи К ,-й заготовки датчиками 9 скорости транспортиро- вания измеряются скорости V, У„, ..., V транспортирования заготовок между 1-й и 2-й, 2-й и 3-й и т.д. (п-1)-й и последней, ближайшей к стану 10, п-й печью и по формуле г. ,--(пТ), (2)
7
где 6i - расстояние Между ц -и и (I + D-H печью 8,
в процессоре УВМ 1 вычисляются соответствующие продолжительности транспортирования Д , А ,
.Затем вычисляется номер nio -и наиболее удаленной от стана 10 пе-,
чи 6, от которой продолжительность транспортирования заготовки-до печи 6 не превосходит с . ,
kce)
m
гWлгпл1
,argмo, 1 S;-i- iell S г. М
- %-) f 1 1-1J
v
и вычисляется момент t, , в который необходимо произвести очередной замер температуры находящихся на выдаче заготовок и принять решение следует ли выдавать из печи очередную ( К 1)-ю заготовку
1-1
.U) й,,приртс
-т
л 0),Х Р J 0 5
Если в момент t будет произведена выдача очередной заготовки, то при условии выполнения
-О
.Де1
i
(совпадения) прогнозируемой продолжительности обработки заготовки %. с действительной продолжительностью обработки) будет гарантирована подача к стану 10 (; +1)-й заготовки в момент завершения обработки К-й заготовки, т.е. стан не будет простаивать и заготовка не будет пролеживать.
В УВМ1 запускается таймер кот;орый сбрасывается по. истечении интервала времени. : 1 t, - t, после чего УВМ 1 выдает команду деблокировать на время приема информации от датчиков 7 температуры канала устройства связи с объектом, по которым передается информация о температуре заготовок, находяихся на выдаче из печей 6. По изеренным температурам заготовок по . ормуле (1) для всех заготовок.
450428
находящихся на выдаче в (гг| +1)й, , . . , о -и печах 6 с учетом возможных изменений в показаниях счетчика 12 и продолжительг ностей обработки новых заготовок, измеренных датчиком 11, вычисляются прогнозируемые продолжительности г,, к +1(е ), о +1, к +1(е ),
... с к + Ие), (где новое показание счетчика 11) и по формуле т - arg мин J; , К +1(f)
i S- п
определяется номер т печи 6, для ,с которой прогнозируемая продолжительность обработки находящейся в ней на вьщаче заготовки имеет минимальное значение. Если
т TfiQ
то загорается световое табло 2 и оператор, находящийся на посту 3 оператора у печи 6, подает команду на вьщачу очередной ( К +1)-й заготовки из печи 6. В противном случае измеряется скорость транспортирования заготовок от rriQ-и до (гПо+О-й печи 6, вычисляется по формуле (2) соответствующая продолжительность транспортирования д и запускается таймер, который сбрасывается в момент
, u,
после чего повторяется процедура прогнозирования продолжительности обработки заготовок, находящихся
на выдаче в (п)о+1)-й (тд+2)-й
/ -йпечах 6. Если при этом заготовка с минимальной прогнозируемой продолжительностью обработки находится в (т+1)-й печи 6,. то по команде оператора будет произведена выдача заготовки по ( )-й печи 6. В противном случае, описанная выше «итеративная процедура повторяется. Процедура может быть прервана либо в результате выдачи очередной (К +1)-й заготовки из 1-й печи 6 (гао + 2ii,n), либо закончится вьщачей ( К-И)-й заготовки на п-й печи 6.
Предлагаемый способ повышает производительность стана на 0,2-0,3%.
СИ I I I I I I II I.I gill I) 11 iiii II 10
i-91IT
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ регулирования скорости выдачи заготовок из печи | 1974 |
|
SU500268A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ВЫДАЧИ ЗАГОТОВКИИЗ ПЕЧИ | 0 |
|
SU346356A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
