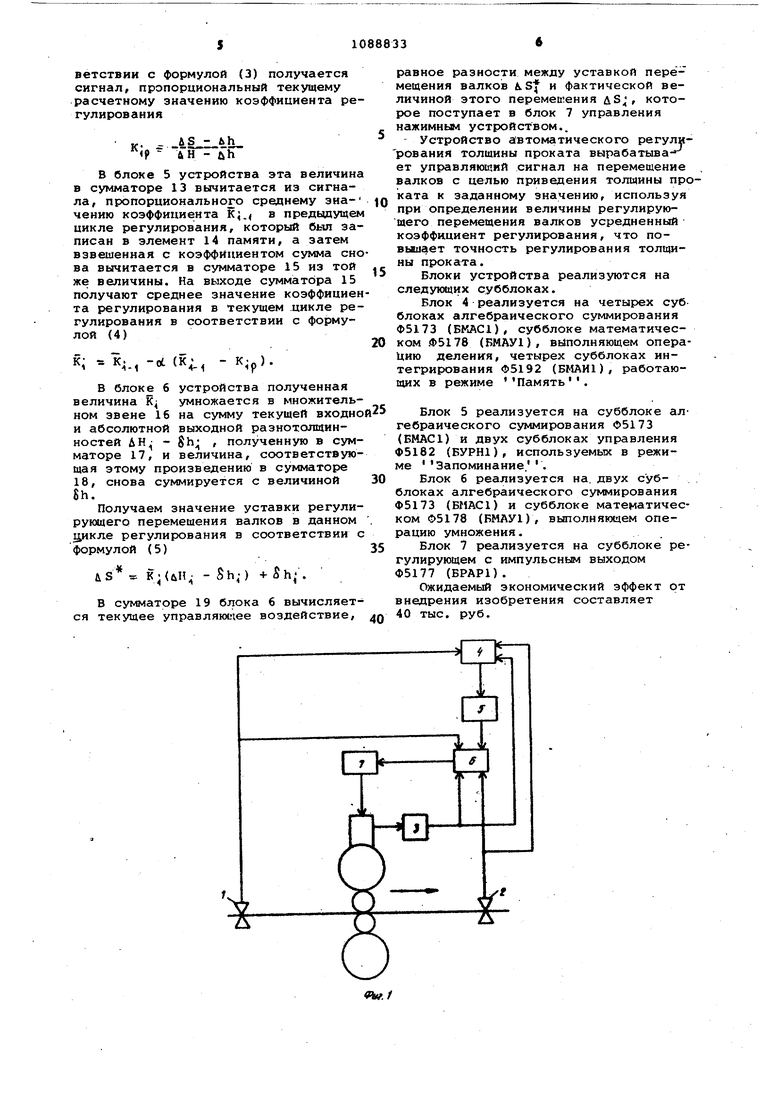
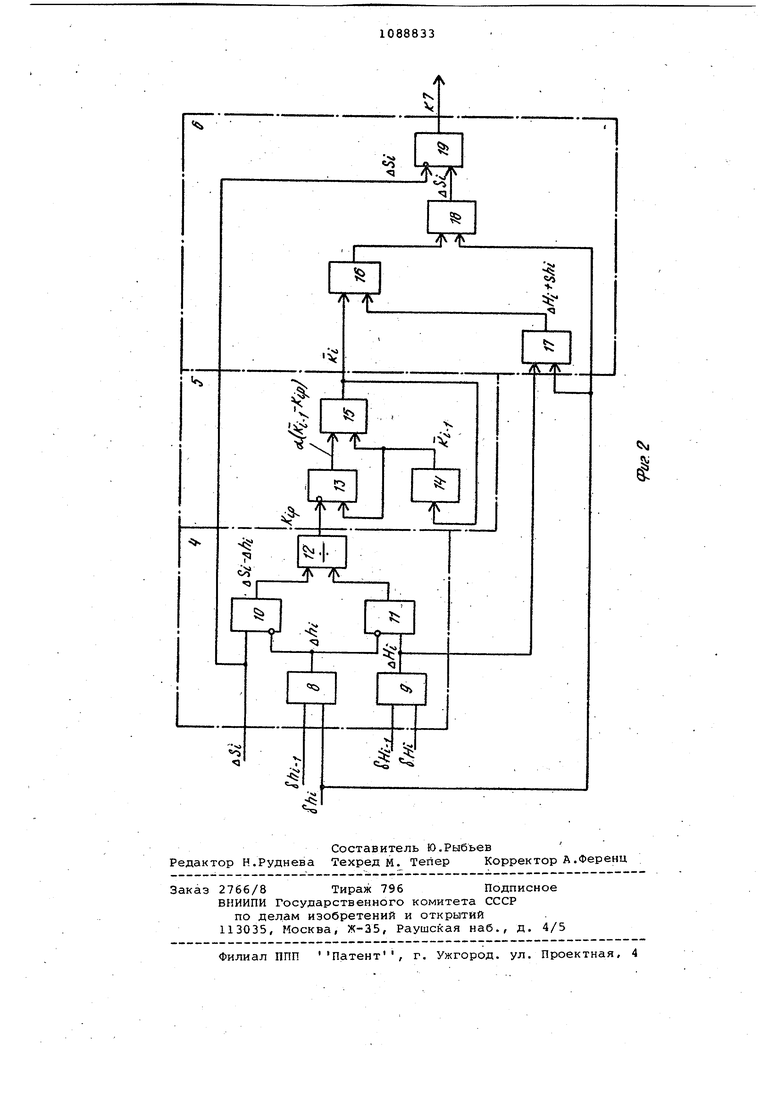
Изобретение относится к автомати зации прокатного производства, а именно к схемам автоматического регулирования продольной толщины листового проката. Известно устройство автоматического регулирования толщины проката, содержащее датчик толщины подката, датчик толщины проката, датчики скорости полосы на выходной и входной сторонах клети, блок управления корректирующий режим прокатки для получения заданной толщины на выходе из стана и блок регулятора. Управляквдий сигнал вырабатывают в coJ ответствии со значением регулировочных коэффициентов и величины отклонения толщины проката от номинал ного значения. Корректировку регули ровочных коэффициентов осуществляют в зависимости от отклонения толщины проката of номинального значения и знака произведения отклонения тол щины проката от номинального значения на отклонение толщины проката о номинального значения l , . Однако такое устройство не обеспечивает равномерности толщины проката, поскольку уточнение регулировочных коэффициентов ведется по эмпирическим формулам и не обеспечива быстрой сходимости регулировочных коэффициентов к их истинным значени ям. Наиболее близким к изобретению п технической сущности и достигаемому результату является устройство регу лирования толщины проката, содержащее датчики толиины подката и проката, датчик положения нажимного устройства, блок определения отношения жесткости полосы к жесткости кле ти, блок определения регулирующего перемещения валков и блок регулятора j причем первый вход блока опреде ления отношения жесткости полосы к жесткости клети соединен с выходом датчика толщины подката, второй его вход соединен с вьходом датчика толщины проката, а третий вход - с выходом датчика положения нажимного устройства. Выход блока определения отношения жесткости полосы к жес.ткрсти клети подсоединен к первому входу блока определения регулирующего перемеиения валков, второй вход блока определения регулируюпюго перемещения валков соединен с датчика толишны, подката, третий его вход подсоединен к выходу датчика толшины проката, а четвертый вход к выходу датчика положения нажимного устройства. Выход блока определения регулирующего перемещения валков .подсоединен к входу блока регулятора 2 . Величина регулируюи его коэффициента К, равного отношению жесткости полосы М к жесткости клети М К -J5a MI. вычисляется по зависимости V - дЬ - йН где ЬН - текущая разнотолщинность подката, равная разности между двумя последовательно измеренными значениями толщины подката в цикле регулирования;ЛБ - текущее изменение раствора валков клети, равное величине перемещения валков в цикле регулирования; uh - текущая разнотолщниность проката, равная разности между двумя последовательно измеренными значениями толщины проката соответствуюыего участка полосы, для которого производилось измерение текущей разнотоли;ииности ЛН и осуществлялось регулирующее перемещениевалков Л5. Известное устройство не обеспечивает высокой равномерности толщины прокатываемого металла, так как вычисленная величина регулирующего коэффициента К содержит в виде составляющей случайную ошибку, поскольку при определении коэффициента К используется значение текущей разнотолщинности проката &h, на величину которой оказывают влияние неконтролируемые факторы, действуюише с высокой частотой: колебания натяжения, вызываемые биением рулона на моталке, и изменения межвалкового зазора, обусловленные эксцентриситетом валков, кроме того, в показаниях датчиков имеется погрешность, носящая случайный характер. Цель изобретения - повышение точности регулирования толщины проката. Поставленная цель достигается тем, что устройство для автоматического управления толщиной проката,содержащее датчик толщины подката, датчик толщины проката, датчик положения нажимного устройства, блок определения отношения жесткости полосы к жесткости клети, блок определения регулируюшего перемещения валков и блок управления нажимным устройством, причем первый вход блока определения отношения жесткости полосы к жесткости клети соединен с выходбм датчика толщины подката, второй его вход соединен с выходом датчика толщины проката, а третий вход - с выходом датчика положения .нажимного устройства, второй вход блока определения регулирующего перемещения валков сое динен с выходом датчика толщины пддката третий его вход соединен с выходом датчика толщины проката, а четвертый вход - с выходом датчика положения нажимного устройства/ выход блока определения регулирующего перемещения валков подсоединен к вхо ду блока управления нажимным устройством, дополнительно содержит блок вычисления текущего среднего значания отношения жесткости полосы к жесткости клети, вход которого соединен с выходом блока определения от ношения жесткости полосы к жесткости клети, а выход блока вь исления текущего среднего значения отношения жесткости полосы к жесткости клети подсоединен к первому входу блока определения регулирующего перемещения валков. На фиг,. 1 представлена блок-схема устройства для автоматического управ ления толщиной проката; на фиг. 2 структурная схема отдельных блоковУстройство содержит датчик 1 толшины подката, датчик 2 толишны проката, датчик 3 положения нажимного устройства. Первый вход блока 4 определений отношения жесткости полЪ- сы к жесткости клети соединен с выходом датчика 1 толщины подката, вто рой вход блока 4 соединен с выходом датчика 2 толщины проката, а третий вход блока 4 - с выходом датчика 3 положения нажимного устройства. Выход блока 4 соединен с входом блока 5 вычисления текущего среднего значения отношения жесткости клети. Выход блока 5 подсоединен к первому входу блока 6 определения регулирующего перемещения валков. Второй вход блока 6 соединен с вькодом датчика 1 толщины подката, третий вход блока 6 соединен с выходом датчика 2 толщины проката, а его четвертый вхо с выходом датчика 3 положения нажим- ногоустройства. Выход блока 6 подсоединен к входу блока 7 управления нажимным устройством. Устройство ра-ботает следующим образом. Значения толщин подката с датчика 1 и толщин готового проката с. дат чика 2, а также величина перемещения валков при регулировании с датчика 3 поступают одновременно на соответст вующие входы блоков ,4 и 6. При этом в блоке 4 формируются величинь изменения толшины подката йН и готового проката дЬ и определяется величина коэффициента регулирования по выражениюUS - ЛЬ лЬ - дН Усреднение коэффициента регулирования К осуществляется в блоке 5 ПО формуле-ot (К;., - К;) , (4) где К - среднее значение коэффициента регулирования на те кущем цикле регулирования; К;.4 среднее значение коэффициента регулирования на предыдущем цикле регулирования;К - расчетное значение коэффициента регулирования на текущем цикле регулирования; «t - постоянный коэффициент. Величина оС выбирается из условия О «с. 1 и на основании проведенных экспериментальньх исследований принята равной 0,45. Полученное значение К поступает в блок 6, который определяет величину регулирующего перемещения валков по формуле ЛЗ - +. (1 + )Sh, (5) где 6h - отклонение толщины готового проката от номинального значения. Реализация блоков 4-6 возможна как и на аналоговых, так и на дискретных функциональных элементах. В представленном варианте используются аналоговые функциональные элементы: сумматоры (Z)f элемент умножения (х), элемент деления {т) и элемент памяти ( п ), имеющиеся в любой промьшленной аналоговой системе элементов: СУПС, УБСР, КАСКАД и др. Входными сигналами являются: от датчика 1 толшины подката - отклоне-- ние толщины подката от уставки толщиномера в данном цикле регулирования - 8 h ив предыдущем цикле Sh, от датчика 2 толщины проката - отклонение толщины проката от заданного значения в данном цикле регулирования - 8 ; и в предыдущем цикле - S . , от датчика 3 перемещения валков - величина фактического перемещения - Д S; . Б блоке 4 в -сумматорах 8 и 9 формируются сигналы, пропорциональные текущим отклонениям тол1.ины проката и подката S h - S h,-., и д -« & -.н - которые затем поступают в сумматоры 10 и 11, где образуются сигналы, соответствующие разностям (Л5 - ) и (лН - ДЬ,). Эти сигналы подаются ак делимое и делитель в элемент 12 еления, на выходе которого в соответствии с формулой (3) получается сигнал, пропорциональный текущему расчетному значению коэффициента ре гулирования .,. AS - ЛК р в блоке 5 устройства эта величин в сумматоре 13 вычитается из сигнала, пропорционального среднему эиачению коэффициента Kj.( в предыдуще цикле регулирования, который был за писан в элемент 14 памяти, а затем взвешенная с коэффициентом сумма сн ва вычитается в сумматоре 15 из той же величины. На выходе сумматора 15 получают среднее значение коэффицие та регулирования в текущем цикле ре гулирования в соответствии с формулой (4) к; к.., -ot (ic - ). в блоке 6 устройства полученная величина К умножается в множительном эвене 16 на сумму текущей входно и абсолютной выходной разнотолщинностей iH - 8h , полученную в сумматоре 17, и величина, соответствующая этому произведению в сумматоре 18, снова суммируется с величиной 8h. Получаем значение уставки регулирующего перемещения валков в данном дикле регулирования в соответствии с формулой (5) iS - Sh-) 4- . в сумматоре 19 блока 6 вычисляется текущее управляющее воздействие, равное разности между уставкой перемещения валков л.5 и фактической величиной этого перемещения дЗ;, которое поступает в блок 7 управления нажимншл устройством.. Устройство автоматического регулирования толщины проката вырабатыва- ет управляющий сигнал на перемещение валков с целью приведения толщины проката к заданному значению, используя при определении величины регулирующего перемещения валков усредненный коэффициент регулирования, что повьшает точность регулирования толщины проката. Блоки устройства реализуются на следующих субблоках. Блок 4 реализуется на четырех суб блоках алгебраического суммирования Ф5173 (БМАС1), субблоке математическом .Ф5178 (БМАУ1), выполняющем операцию деления, четырех субблоках интегрирования Ф5192 (БМАИ1), работающих в режиме Память. Блок 5 реализуется на субблоке алгебраического суммирования Ф5173 БМАС1) и двух субблоках управления Ф5182 (БУРН1), используемых в режие Запоминание. . Блок 6 реализуется на. двух сублоках алгебраического суммирования 5173 (БНАС1) и субблоке математичесом Ф5178 (БМАУ1), выполняющем опеацию умножения. Блок 7 реализуется на субблоке реулирующем с импульсным выходом 5177 (БРАР1). Ожидаемый экономический эффект от недрения изобретения составляет 0 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины листового проката | 1982 |
|
SU1088826A1 |
| Система автоматической настройки эквивалентной жесткости клети | 1980 |
|
SU884769A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
| Устройство для регулирования толщины полосы на непрерывном стане горячей прокатки | 1979 |
|
SU884771A1 |
| Устройство для автоматического регулирования толщины полосы заданного профиля | 1982 |
|
SU1033248A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 2001 |
|
RU2207205C2 |
| Устройство для регулирования формы полосы при непрерывной прокатке | 1990 |
|
SU1685566A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Устройство для регулирования толщины полосы на непрерывном стане холодной прокатки | 1980 |
|
SU910262A1 |
УСТРОЙСТВО ЛЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОЛЩИНОЙ ПРОКАТА, содержащее датчик толщины подката, датчик толвдины проката датчик положения нахсимного устройства, блок определения отношения жесткости полосы к жёсткости клети, блок определения регулирующего перемещения валков и блок управления нажимным устройством, причем первый вход блока определения отношения жесткости полосы к жесткости клети соединен с выходом датчика толщины подката, второй его вход соединен с выходом датчика толщины проката, а третий вход - с выходом датчика положения нажимного устройства, второй вход блока определения регулирующего перемещения валков соединен с выходом датчика толщины подката, третий его вход соединен с выходом датчика толщины проката, а четвертый вход - с выходом датчика положения нажимного устройства, выход блока определения регулирующего перемещения валков подсоединен к входу блока управления нажимным устройством, отличающееся тем, что, с целью повыиения точности регулирования толщины проката, оно дополнительно содержит блок вычисления текущего среднего значения отношения жесткости полосы к жесткости клети, вход которого сое динен с выходом блока определения отношения жесткости полосы к жесткости клети, а выход блока вычисления . текущего среднего значения отношения жесткости полосы к жесткости клети подсоединен к первому входу блока определений регулирующего перемещения валков. эо 00 00 00 00
4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
