Изобретение относится к литейном производству, в частности к конструкции песчаного стержня, образукгщего ребра отливки ребристого цилинра двигателей (дизелей) с воздушным охлаждением.
Известен стержень для отливок ребристого цилиндра дви-ателей,в котором ребристую часть отливки ци. линдров делают цeльны в{ стержнями
на всю высоту ребристой части цилиндра или набором тонких стержнейколец j,lj .
Однако щ именение цельных стержней с полными ребрами или частично с вырезами связано со сверлением отверстий в ребрах, что вызывает значительные трудности,так как сверление в каждом цилиндре четырех крепежных отверстий на всю высоту т доемко, требуется инструмент и оборудование. Кроме того,сверление таких отверстий может вызвать поломку ребер, увод сверла в сторону, результате чего возникает брак
детали о
При применении тонких стержнейколец отверстия получаются в литье во всех ребрах, но изготовление отливок таким способом очень сложное и трудоемкое. При этом для цилиндра с 23 ребрами потребуется 24 стержня.
Наиболее близким к предлагаемому по технической сущности является
стержень для отливок ребристого ци|Линдра двигателей, содержащий ребристую по высоте и знаковую части. Отверстия для болта в верхних ребрах получены сверлением, а в остапьных сделаны вырезы 2 .
Ппощаль охлаждающего ребра за счет вырезов в значительной степени уменьшается и,следовательно, ухудшается их. охлаждающая способность.
Цель изобретения - упрощение технологии изготовления отливки .
Поставленная цель достигается тем, что стержень для отливок ребристого цилиндра двигателей, содержащий ребристую по высоте и знаковую части, снабжен цилиндрическиN« вставками,размещенными в выполненных в ребристой части сквозных отверстиях.
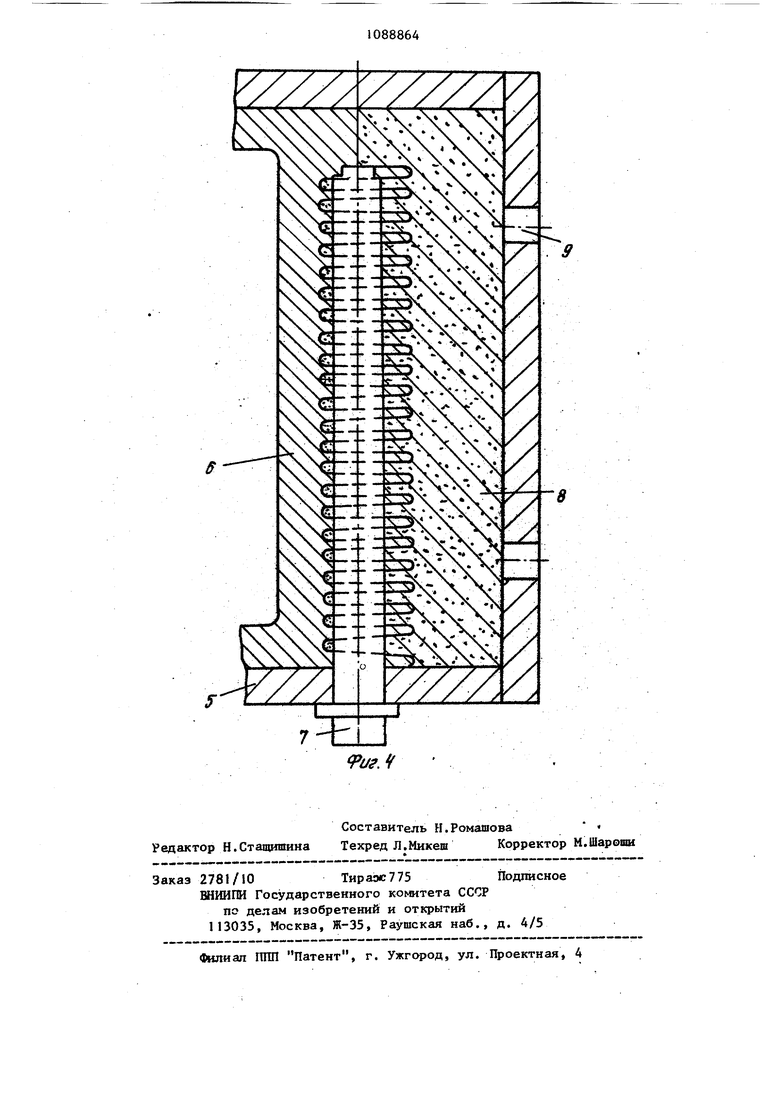
На фиг.1 изображен предлагаемой стержень, разрез; на фиг.2 - разрез А-А на фиг. I; на фиг.З - разрез Б-Б на фиг.1; на iJwr.A - стержневой ящик.
Стержень состоит из реброобразующей части 1 и значной части 2. В отверстия 3 вставлены цилиндрические вставки 4, изготовленные отдельно и приклеенные к стержню торцом.
При сборке формы для заливки цилиндров требуется два реброобразующих стержня и на каждый по два цилиндрических стержня.
Стержень изготавливают следующим образом.
В стержневой ящик 5 вставляют отъемную металлическую часть 6, образующую углубления для будущих ребер гильзы. В отъемной части выполнено отверстие, в которое вставляют штьфь 7.После этого полость 8 стержневого ящика заполняют стержневой смесью через надувные отверстия 9. Состав стержневой смеси может быть i
После отверждения стержневой смеси нагревом стержневого ящика до 220-250 С в течение времени до 1 мин извлекают щтырь 7, затем извлекают отъемную часть 6 и вслед за этим выталкивают готовый стержень,в котором отверстие.образовано штырем 7.
Перед сборкой рмл Гильзы в отверстие, образованное щтырем 7, вcfaвляют цилиндрический стержень 4 изготовленный отдельно из той же смеси. После заливки формы расплавом чугуна, например СЧ-25, и выбивки стержней гильза имеет в ребрах крепежные отверстия в отливке, которые раньше получали механическим путем (сверлением) в цельной отливке.Перекоса и смещения отверстия не наблюдается.
Применение предлагаемого стержня позволит исключить сверление отверстий и сохранить полный профиль охлаждакицего ребра, в результате чего улучшакугся теплотехнические характеристики двигателя с воздушным охлаждением, что в итоге позволит повысить мощность и ресурс двигателя
WA
/ //
4-t
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| Способ изготовления литейных форм | 1979 |
|
SU831351A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2006342C1 |
| Способ изготовления стержней для сложных отливок | 1979 |
|
SU969423A1 |
| Песчаный стержень для литья в кокиль | 1987 |
|
SU1502159A1 |
| СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ | 2002 |
|
RU2306194C2 |
| Литейная форма для получения отливок направленной кристаллизацией | 1984 |
|
SU1337185A1 |
| Постоянная литейная форма | 1981 |
|
SU1065078A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| Стержневой ящик | 1974 |
|
SU473559A1 |

СТЕРЖЕНЬ ДЛЯ ОТЛИЮК РЕБРИСТОГО ЦИЛИНдаАДЮГАтеЛЕЙ, содержащий ребристую по высоте и зн исовзло части, отличающий ся тем,что, с целью упро1цения технологин изготовления отливки,он снабжен хшлиндрическими вставками, размещенными в выполненных°в ребристой части сквозных отверстиях.
gy r/«-V
X
9bfy
/
иг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Поспелов Д.Р.Конструкция двигателей внутреннего сгорания с воэдуаньм охл исдением, М., МашиHOCTpoemie, 1973, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для выбирания невода | 1930 |
|
SU27542A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
