термоизолятор 5 узла вращения в зоне нагревателя 1. Винт 17 вставляют в отверстие в крьшке и-ввертывают н верхнюю резьбовую часть штока 13, который перемещается вверх и деформрует пружину 16 торцом втулки 15, с которой он связан штифтом 14. Упруг действие сжатой пружины передается
на шток и винт, а затем на крышку 3, торец изделия 4 и оправку 2. Шток 13, перемещаясь вверх, выдвигает опору 19, деформирующую пружину 18, упругое
1
Изобретение относится к порошковой металлургии, в частности к нане.сению покрытий из металлических порошков на внутреннюю поверхность изде,лий, и является усовершенствованием изобретения по авт.св. № 394165.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения нанесения покрытий на ступенчатые поверхности из-
делий.
На чертеже показана схема устройства для получения покрытий из металлических порошков.
Устройство состоит из нагревателя 1, центрирующей оправки 2 и крышки 3, предназначенных для фиксирования изделия 4, а также из узла вра- щения, выполненного в виде термоизолятора 5, полого вала с цангой 6, установленного на подшипниках 7 в корпусе 8 и связанного с электродвигателем (не показан) через шкив 9 и ременную передачу 10, гайку 11., конусной детали 12 с цилиндрическим хвостовиком. Приспособление для крепления изделий содержит шток 13, расположенный в сквозном отверстии конусной детали 12, штифт 14, соединяю- ищй шток 13 с опорной втулкой 15, на которую воздействуют пружина 16 и винт 17, связанный резьбовым соединением со штоком 13.
.Приспособление упругого поджатая втулки к торцу выточки изделия содержит пружину 18, упирающуюся нижним концом в опору 19, установленную на
воздействие которой передается на толкатель 21, а от него на втулку 22 поджимая ее к торцу выточки изделия. Уплотнение торца каждой из ступеней подпружиненными втулками устраняет центробежное перетекание порошка с поверхности полости меньшего диаметра на поверхность полости большего диаметра, что позволяет олновремен - но получить покрытия на всех ступенях внутренней поверхности изделия.1 ил.
0
5
0
5
0
штоке 13, а верхним - в оснащенный термоизолирующей прокладкой 20 толкатель 21, который, воздействуя на втулку 22 уцруго поджимает ее к торцу выточки изделия 4.
Устройство работает следующим образом.
На крьш1ку 3 устанавливают изделие 4, имеющее внутреннее отверстие ступенчатой формы, в зазор между и отверстием меньшего диамет- .ра изделия засыпают объемную дозу порошка, необходимую для получения покрытия заданной толщины, затем на крьш1ку надевают втулку 22, в зазор между отверстием большего диаметра и втулкой засыпают очередную объемную дозу порошка, и зазор закрывают центрирующей оправкой 3, затем оправку с изделием и крышкой устанавливают, центрируя по выточке оправки, на термоизолятор 5 узла вращения в зоне нагревателя 1. Для заправления оправки с изделием на термоизоляторе узла вращения винт 17 вставляют в отверстие, предусмотренное в крьш1- ке, и ввертывают в верхнюю резьбовую часть штока 13. При этом шток, удерживаемый от проворачивания штифтом 14 в продольном пазу хвостовика конической детали 12, перемещается вверх и деформирует пружину 16 торцом направляющей втулки 15, с которой он связан штифтом 14. В этом случае упругое действие сжатой пружины пере- дается на шток и винт, связанный с ним резьбовым соединением, а от головки винта на крышку 3, торец из31
делия 4 и оправку 2, поджимая эти детали к торцу термоизолятора 5. Од новременно с этим при ввертывании винта 17 шток 13, перемещаясь вверх, вьщвигает опору 19, которая деформирует пружину 18. Упругое воздействие сжатой пружины 18 передается на толкатель 21, а от него - на втулку 22, подзкимая ее к торцу выточки покрываемого изделия.
Б зависимости от глубины ввертывания винта в резьбовое отверстие штока получают различные усилия поджима оправки с изделием к термоизолятору и уплотнительной втулки к торцу выточки изделия с одновременной компенсацией линейных температурных деформаций всех нагревательных деталей. При этом упругое уплотнение торца выточки изделия подпружиненной втулки 22 устраняет утечку порошка, возникающую под действием центробежных сил, с поверхности полости меньшего диаметра на поверхность полости большего диаметра.
Редактор А.Сабо
Составитель И.Киянский
Техред М.Моргентал Корректор С.Шекмар
Заказ 5069/15 Тираж 757Подписное
БНИКПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород, ул. Проектная, 4
Следовательно, применение предлагаемого устройства позволяет наносить покрытие на внутренние ступенчат тые поверхности изделий. При этом производительность технологического процесса может быть порьппена на 30- 40%, остаточная пористость покрытия может быть снижена до 2%.
Формула изобретх.ния
Устройство для получения покрыти по авт.св. № 394165, о т л и ч а ю- щ е е с я тем, что, с целью расширения технологических возможностей устройства за счет обеспечения нанесения покрытий на ступенчатые поверхности изделий, оно снабжено набором втулок, количество которых соответствует количеству ступеней на внутренней поверхности изделия, а диаметр каждой втулки повьшает диаметр полости, образующей предьщущую ступень, при этом зажимное приспособление снабжено подпружиненным толкателем, установленным под втулками.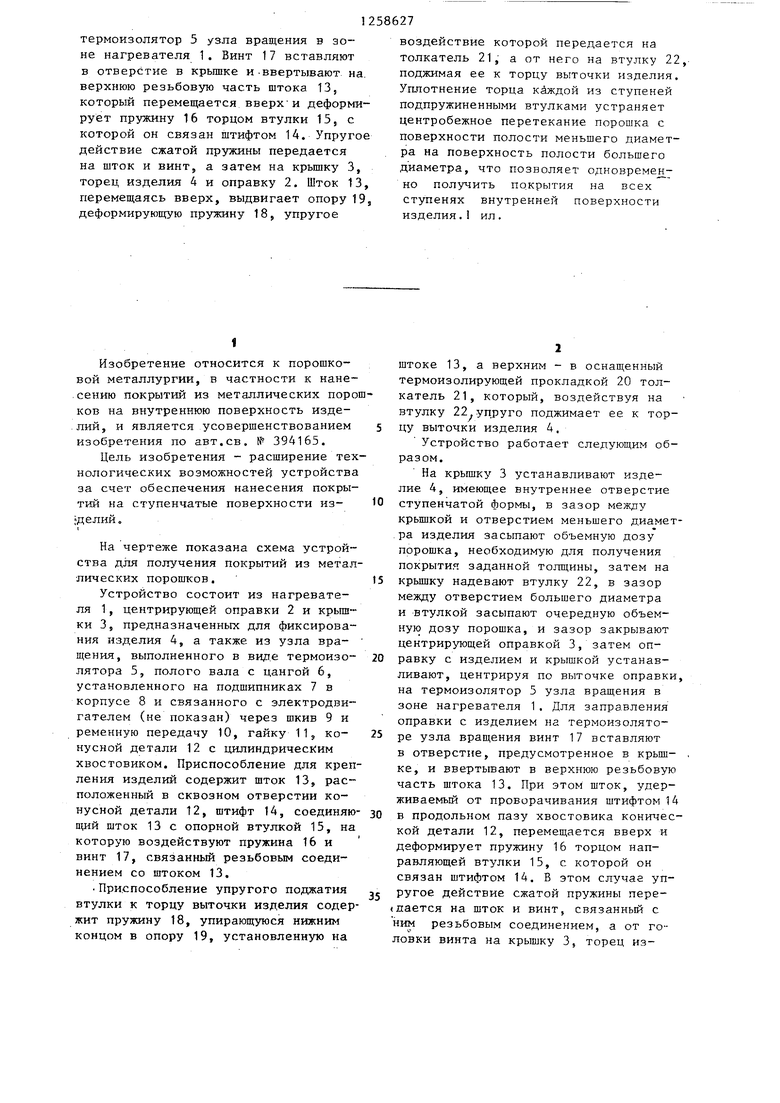
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1973 |
|
SU394165A1 |
| Устройство для получения покрытий | 1978 |
|
SU697258A2 |
| Устройство для получения покрытий из металлических порошков | 1976 |
|
SU552137A2 |
| Устройство для нанесения покрытий из порошкообразных материалов | 1975 |
|
SU521944A1 |
| Устройство для получения покрытий | 1976 |
|
SU599929A2 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для обработки фасок на седлах клапанов | 1988 |
|
SU1618514A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Устройство для получения покрытий | 1975 |
|
SU589078A2 |
Изобретение относится к устройствам для получения покрытий.Цель изобретения - расширение технологических возможностей за счет обеспечения нанесения покрытий на ступенчатые поверхности изделий. На крьшзку 3 устанавливают изделие 4 с внутренним отверстием ступенчатой формы, в зазор между крьшкой и отверстием меньшего диаметра изделия засыпают объемную дозу порошка, на крьшку надевают втулку 22, и в зазор между отверстием большего диаметра и втулкой засыпают очередную объемную дозу порошка, а зазор закрывают центрирующей оправкой 2, Затем оправку с из- . делием и крышкой устанавливают на (Л to сд сх Од to N)
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ПОКРЫТИЙ | 0 |
|
SU394165A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
