-
11
Изобретение относится к порошковой металлург ии, в частности к устройствам для гидростатического прессования заготовок из металлических порошков.
Цель изобретения - повышение качества спрессованных заготовок путем снижения уровня остаточных напряжений растяжения за счет увеличения продольной жесткости оболочки и оправки .
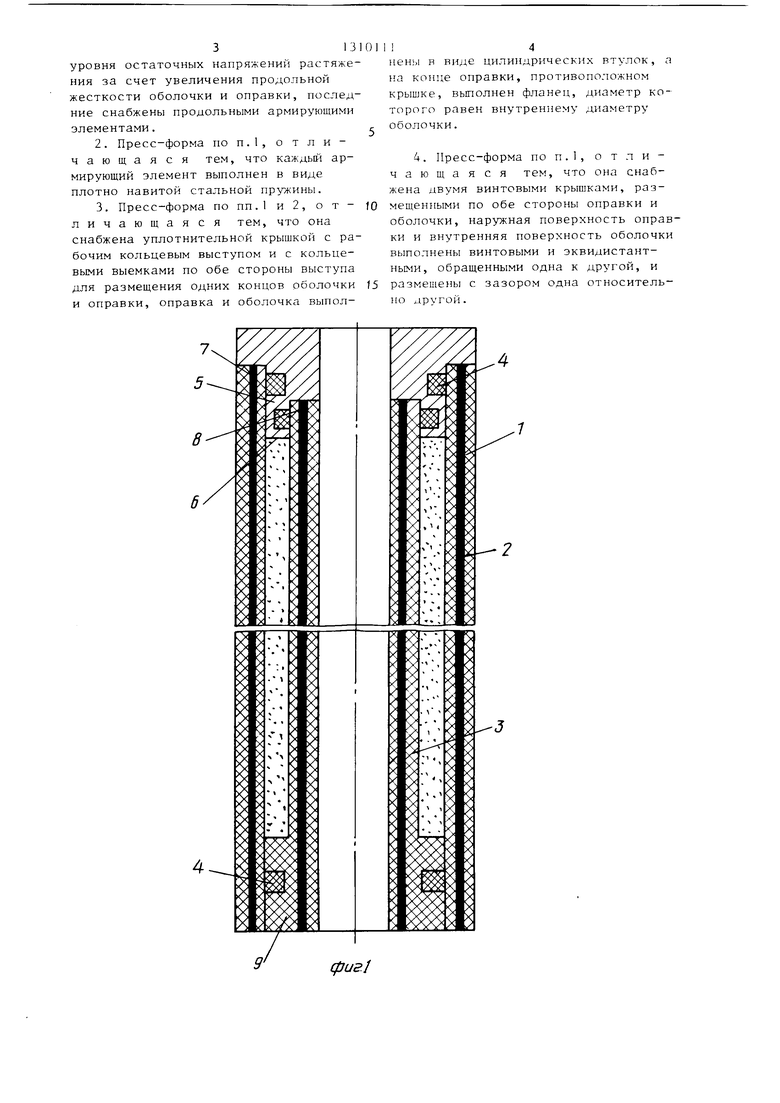
На фиг.1 показана схема пресс-формы для гидростатического прессования полых цилиндрических заготовок типа труб; на фиг.2 - схема пресс-формы для гидростатического прессования по лых заготовок с винтовыми наружной и внутренней поверхностями.
Пресс-форма для гидростатического прессования цилиндрических полых изделий состоит из эластичной оболоч- ни 1, армированной элементом, например, в виде плотно навитой стальной пружины 2, эластичной оправки 3, выполненной со сквозным цилиндрическим отверстием, армированной аналогично оболочке 1 , уплотнительных колец 4 и крышки 5, выполненной со сквозным ци линдрическим отверстием, равным отверстию в оправке. Крышка 5 выполнена с рабочим кольцевым выступом 6 и с двумя кольцевыми выемками 7 и 8 для размещения концов оболочки 1 и оправки 3. На другом конце оправки 2 имеется фланец 9, диаметр которого равен внутреннему диаметру оболоч- ки 1 .
Пресс-форма для гидростатического прессования полых винтовых заготовок
состоит из эластичной оболочки 10,
выполненной с внутренней винтовой поверхностью и армированной в осевом направлении элементами 11, имеющими вид плотно навитой пружины, эластичной оправки 12, выполненной с наружной винтовой поверхностью и профилем эквидистантным профилю внутренней поверхности оболочки, имеюшей сквозное цилиндрическое отверстие, также арми- рованной элементами аналогично оболочке, эластичных винтовых крышек 13, выполненных со сквозными цилиндрическими отверстиями, равными отверстию в оправке. Эластичные винтовые крышки обеспечивают центрирование винтовой оболочки относительно винтовой оправки, а также герметичность пресс-формы.
to
t5
2035
25
30
45
40
„55
Прессование порошков при помощи предлагаемой пресс-формы осуществляется следующим образом.
Для прессования цилиндрических полых изделий в эластичную оболочку 1 устанавливают эластичную оправку 3 с уплотнением 4. Полость между оболочкой и оправкой заполняют прессуемым порошком. Для равномерного заполнения пресс-фо;:1М 1 порошком засыпку производят на вибростоле (не показан) . После окончания загрузки устанавливают крышку 5 с предварительно надетыми уплотнительными кольцами 4.
Для гидростатического прессования полых винтовых заготовок эластичную винтовую оправку 12 ввинчивают в эластичную винтовую оболочку 10. Затем в зазор между оболочкой и оправкой вкручивают эластичную винтовую крышку 13. На вибростоле производят засыпку порошка в винтовую полость между оболочкой и оправкой. После окончания загрузки устанавливают другую эластичную винтовую .
Собранную пресс-форму помещают в гидростат, где создают высокое давление. Процесс уплотнения порошка в пресс-форме осуществляется только в поперечном направлении, так как армированные упругими элементами эластичные оболочки 10 и оправка 12 имеют повышенную осевую жесткость при сжатии. В поперечном направлении элементы не препятствуют деформированию эластичных оболочки и оправки. Поэтому при снятии гидростатического давления в полой прессовке не возникают растягивающие напряжения и, как следствие, изделие получается высокого качества без трещин и с равномерно распределенной плотностью по длине и толщине стенки, т.е. по объему изделия. Извлечение полой заготовки производят путем снятия или выкручивания крьш1КИ из пресс-формы и последующего снятия трубы или свинчивания полой винтовой заготовки с оправки.
Формула изобретения
1. Пресс-форма для гидростатического прессования из порощка полых заготовок с прямолинейной осью, содержащая эластичную оболочку и оправку, отличающаяся тем, что, с целью повыщения качества прессованных заготовок путем снижения
313
уровня остаточных напряжений растяжения за счет увеличения продольной жесткости оболочки и оправки, последние снабжены продольными армирующими элементами.
2.Пресс-форма по п.1, о т л и - чающаяся тем, что каждый армирующий элемент выполнен в виде плотно навитой стальной пружины.
3.Пресс-форма по пп.1 и 2, о т - личающаяся тем, что она снабжена уплотнительной крышкой с рабочим кольцевым выступом и с кольцевыми выемками по обе стороны выступа для размещения одних концов оболочки и оправки, оправка и оболочка выполi 4
иены в цили}1дрических втулок, а на конце оправки, противоположном крышке, выполнен фланец, диаметр которого равен внутреннему диаметру оболочки.
4. Пресс-форма по п.
отличающаяся тем, что она снабжена двумя винтовыми крышками, размешенными по обе стороны оправки и оболочки, наружная поверхность оправки и внутренняя поверхность оболочки выполнены винтовыми и эквидистантными, обращенными одна к другой, и
размещены с зазором одна относительно другой.
X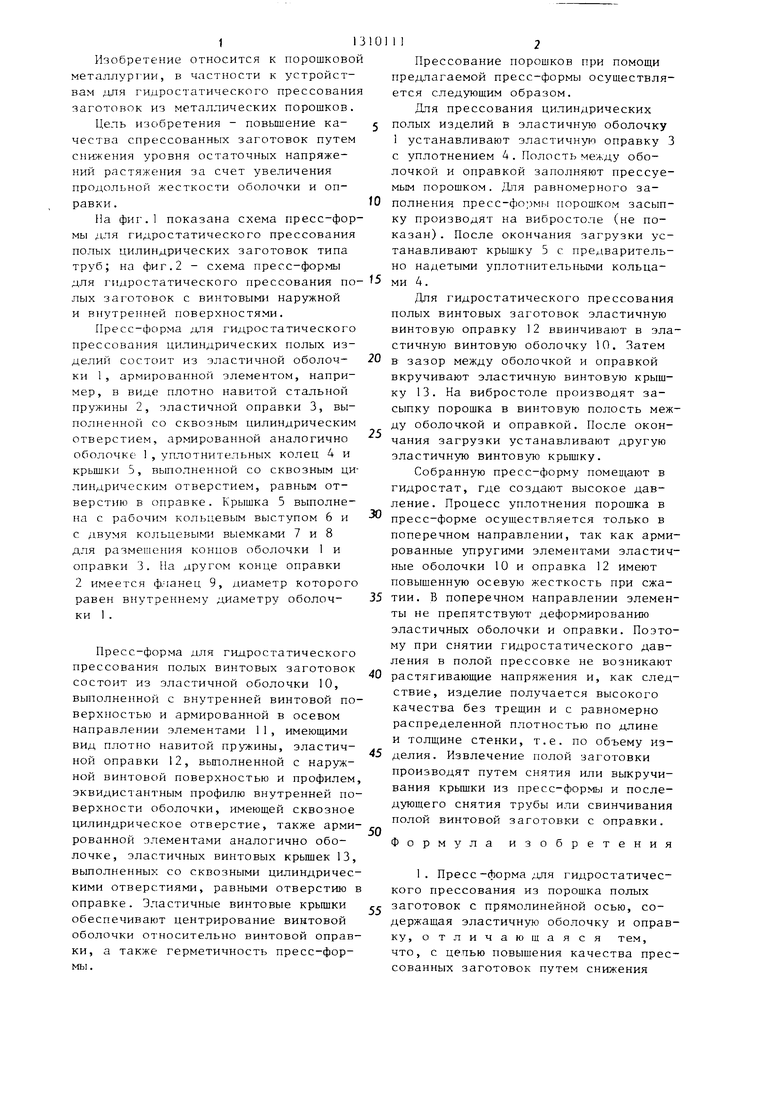
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидростатического прессования трубчатых изделий из порошка | 1980 |
|
SU884857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДОСПЛАВНЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1993 |
|
RU2041023C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗ ПОРОШКА ТОНКОСТЕННЫХ ТРУБОК | 2004 |
|
RU2245219C1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1776489A1 |
| СПОСОБ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ПОРОШКОВЫХ ЗАГОТОВОК | 1989 |
|
SU1750117A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ВИБРОИЗОЛЯТОРА | 2019 |
|
RU2745594C2 |
| Пресс-форма для гидростатического прессования порошков | 1981 |
|
SU961858A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1989 |
|
SU1775945A2 |
| Пресс-форма для гидростатического прессования полых заготовок | 1979 |
|
SU865529A1 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026507C1 |
Изобретение относится к области порошковой металлургии, в частности к оснастке дцля гидростатического прессования заготовок из металлических порошков. Изобретение позволяет повысить качество спрессованных заготовок. Оболочка и оправка пресс-формы вьшолнены с армирующими стержнями в виде плотно навитых пружин. При наг- ружении пресс-формы оболочка и оправка имеют возможность изменяться в поперечном сечении без уменьшения в продольном направлении. В результате этого при снятии давлени я прессования в заготовке не возникают растягивающие напряже}шя. 3 з.п. ф-лы, 2 ил. со о
фиг.1
Редактор Н.Киштулинеи
Составитель В.Григорьева
Техред Л.Олеиннк Корректор М.Шароши
Заказ 1825/10Тираж 74 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
фие.2
| Пресс-форма для гидростатического прессования полых заготовок | 1979 |
|
SU865529A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
