00 00 00
со
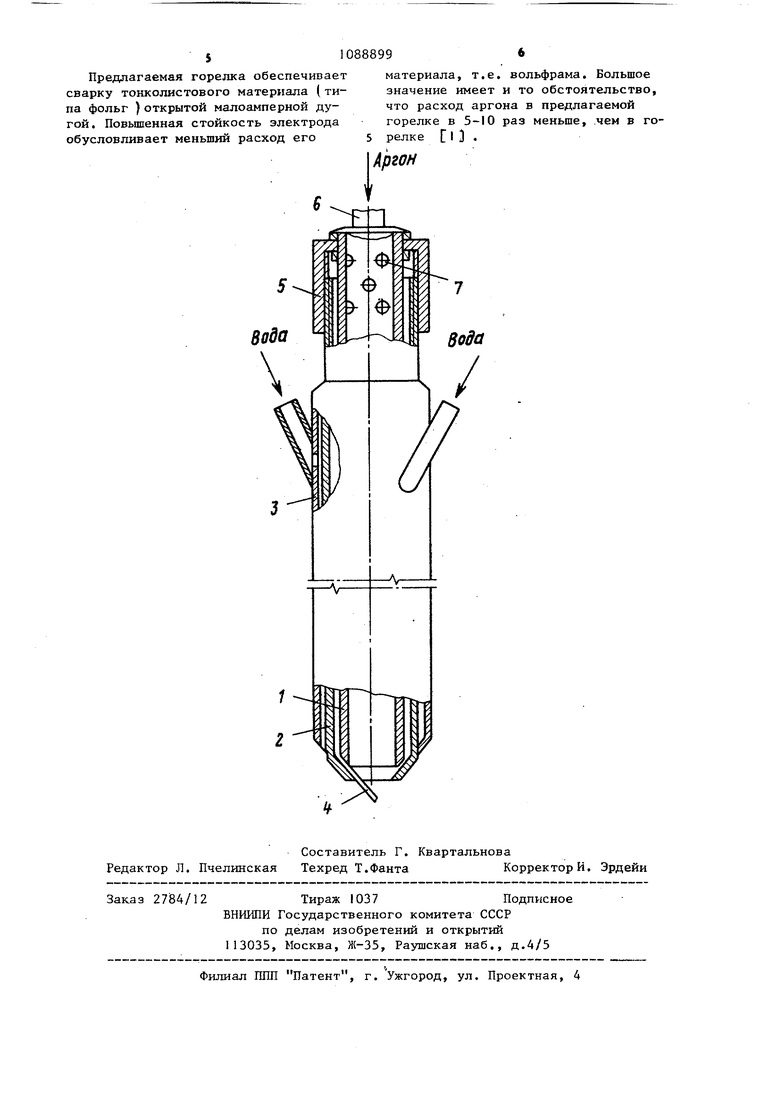
х Изобретение относится к устройст вам для электродуговой сварки с использованием защитных газов, в час ности к горелкам для дуговой сварки ,неплавящимся: электродом. Известна горелка, включающая кор пус, системы охлаждения и газоподвода, неплавявшйся вольфрамовый электрод, узел его крепления И соп ло , С 1 3 . Однако данную горелку невозможно использовать два сварки в трудно доступных местах. Кроме того, расположение электрода по оси горелки обуславливает поступление в камеру сопла защитного газа .отдельными струями. Для обеспечения сплошного потока защитного газа на выходе из сопла расход газа обычно устанавливают более 5 л/мин, а сопло выполняют с удлиненным участком конической или цилиндрической формы. В таких горелках вьшет вольфрамовог электрода составляет 30-40 мм, плот ность тока в электроде не превьшает 40-50 А/мм . Невозможно применение электродов диаметром менее 0,8-1 мм По этим причинам сварка на токах дуги менее 30 А затрудняется из-за неустойчивости дуги. Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является горелка для дуговой сварки в защитных газах направляющимся электродом, содер жащая корпус из нескольких коаксиал ных трубок с коническими концами, газоподводящий канал, систему охлаж дения и неплавящийся электрод с узлом его крепления 1, размещенный по продольной оси горелки. Горелка миниатюрна и может быть использована для сварки в труднодоступных, местах J . Недостатками известной горелки является то, что установл по оси горелки, что обуславливает низкую стойкость вследствие его защиты потоком газа, а также необходимость большого расхода защитного газа для получения удовлетворительной защиты электрода и зонь сварки. Цель изобретения - повышение пло ности тока и стойкости электрода путем улучшения его газовой защиты а также улучшение защиты сварочной ванны при сварке малоамперной дугой Поставленная цель достигается тем, что в горелке для дуговой сварки в защитных газах неплавящимся электродом, содержащей корпус из нескольких коаксиальных трубок с коническими концами, газоподводящий канал, систему охлаждения и неплавяпщйся электрод, концы внутренней и средней трубок выполнены с одинаковой конусностью, а сами трубки установлены с зазорами и возможностью относительного перемещения в направлении оси горелки, неплавящийся электрод расположен в зазоре между внутренней и средней трубками, его рабочий торец расположен на оси горелки, а полость внутренней трубки соединена с газоподводящим. каналом. Применение в качестве узла крепления электрода двух трубок, позволяет использовать цилиндрическую полость внутренней трубки для подачи защитного газа, так как сплошность потока газа не нарушается до выхода из горелки, отпадает необходимость в сопле как отдельном конструктивном элементе. В результате величина вылета электрода определяется не длиной рабочего участка соп ла, а лишь технологическими характеристиками ( удобство манипулирования горелкой и наблюдение за зоной сварки ). Это позволяет уменьшить вьшет электрода до 5-10 мм, т.е. сократить его в несколько раз по сравнению с известными горелками. При этом увеличивается интенсивность охлаждения рабочего участка электрода, что позволяет в 3-6 раз повысить допустимую плотность тока на нем, последнее обуславливает повьш1ение устойчивости дуги. Так, дуга горит достаточно устойчиво уже при токе 1-2 А. Кроме того, отсутствие возмущающих потоков газа конструктивных элементов в полости внутренней трубки позволяет обеспечить сплошность потока и в результате обеспечить достаточную защиту электрода и сварочной ванны и минимальных расходах защитного газа. На чертеже показана горелка, общий вид. Корпус горелки вьтолнен из внутренней 1, средней 2 и наружной 3 коаксиальных трубок, выполненных с коническими концами, причем конусность у трубок 1 и 2 одинакова. Трубки 1 и 2 установлены с зазором и1
возможностью относительного перемещения в направлении оси горелки, В зазоре между трубками 1 и 2 размещен направляющийся электрод- 4 (вольфрамовая проволока диаметром 0,2-0,5 мм) . Рабочий конец электрода 4 расположен на оси горелки. Вылет электрода 4 составляет 5-10 мм. В горелку входит накндная гайка 5, предназначенная для поджатия внутренней трубки 1 к средней трубке 2.
Защитный газ подается через штуцер в полость внутренней трубки и через отверстия 7 выполненные в ее стенке, поступает в зазор между трубками I и 2. Наружная трубка 3 . совместно с трубкой 2 образует камеру охлаждения.
Горелка работает следующим образом.
Накидную гайку 5 свинчивают с трубки 2 на один-два витка резьбы и в образовавшийся зазор между коническими поверхностями концов трубок 1 и 2 устанавливают вольфрамову проволоку - электрод 4. Затем вращая накидную гайку 5 в обратную сторону внутреннюю трубку подают в осевом направлении до соприкосновения конических поверхностей концов тру
бок 1 и 2, .тем самым электрод 4 физ сируют в заданном положении, его рабочий конец устанавливают на оси горелки. Иногда для этого требуется
незначительное подгибание вылета в нужную сторону. После установки элект. рода 4 включают подачу охлаждающей воды и защитного газа, а затем возбуждают сварочную дугу между электродом,и свариваемым изделием (с помощью осцилятора или касанием изделия электродом|. Расход аргона составляет 0,5-3 л/мин, а величина тока дуги не должна превышать 10 А, если
диаметр электрода 0,2 мм, и 30 А, если диаметр электрода 0,5 мм. Сварку выполняют при миним&льно возможной длине дуги.По окончании сварки прекращают подачу газа и охлаждающей воды. Если рабочий участок элект рода 4 сработался, электрод освобождают от фиксации с помощью накидной гайки 5, выдвигают на нужную длину и зажимают. Горелка может работать и
без водяного охлаждения, если режим ее работы ПН) не превьшает 20%.
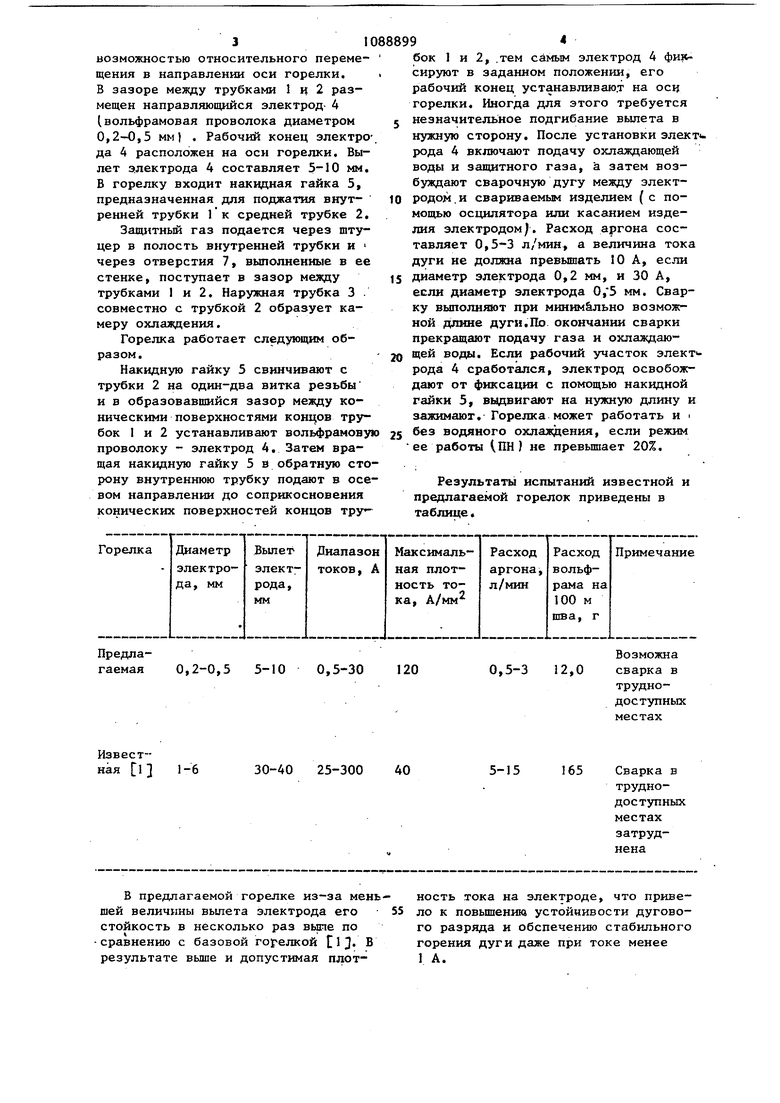
Результаты испытаний известиой и предлагаемой горелок приведены в таблице,
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитного газа | 1976 |
|
SU698735A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1994 |
|
RU2070490C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 1993 |
|
RU2069612C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| Горелка для дуговой сварки в среде защитных газов | 1987 |
|
SU1478525A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1074679A1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU574289A1 |
| Горелка для сварки неплавящимся электродом в защитных газах | 1986 |
|
SU1412901A1 |
ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ . В ЗАЩИТНЫХ ГАЗАХ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, содержащая корпус из нескольких коаксиальных трубок с коническими концами, газоподводящий канал, систему охлаждения и неплавящкйся электрод,, отличаю.щ а я с я тем, что, с целью повышения плотности тока и стойкости , электрода путем улучшения его газовой защиты, а также улучшения защиты сварочной ванны при сварке малоамперной дугой, концы внутренней и средней трубок выполнены с одинаковой конусностью, а сами трубки установлены с зазором и возможностью относительного перемещения в направлении оси горелки, неплавящийся, электрод расположен в зазоре между внутренней и средней трубками, его § рабочий торец расположен на оси горелки, а полость внутренней трубки соединена с газоподводящим каналом.
Предла0,2-0,5 5-10 0,5-30 гаемая
Известная l 3
30-40 25-300
1-6
В предлагаемой горелке из-за меньшей величины вылета электрода его стойкость в несколько раз вьте по сравнению с базовой горелкой Е J. В результате выше и допустимая плотВозможна
0,5-3 12,0 сварка в труднодоступныхместах
165
5-15
Сварка в труднодоступныхместах затруднена
ность тока на электроде, что привело к повьшгению устойчивости дугового разряда и обспечению стабильного горения дуги даже при токе менее 1 А.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и др | |||
| Газоэлектрическая сварка алюминиевых сплавов | |||
| М., Машиностроение, 1979 | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
