1
Изобретение относится к сварке, в частности к ручным горелкам для дуговой сварки в среде защитных газов неплавящимся электродом, и может быть использовано во всех отраслях народного хозяйства.
Целью изобретения является уменьшение расхода защитного газа н повышение надежности работы горелки.
На фиг. 1 схематично изображена предлагаемая горелка, общий вид; на фиг. 2 - коническая пробка с прорезями; на фиг. 3 - разрез А-А на фиг.2; на фиг. 4 - спираль, условно разбитая на учястки, обозначенные буквами А,Б,Б,Г,Д,Е,Ж,3,И,К,Л,М,Н,0.
Горелка для дуговой сварки в среде защитных газпу содержит Корпус 1, внутри которого размещен держатель 2 с цанговым зажимом 3 В корпусе 1 выполнены отверстия 4, 5 для входа и выхода соответственно защитного газа в сопло 6 и далее к сварочной ванне 7. Горелка содержит также неплавящийся электрод 8, установленный в цанговом зажиме 3, и спираль 9 для управления параметрами потока защитного газа. Спираль 9 одним концом жестко закреплена у корпуса 1 и вытянута вдоль токогазоподводящей трубки 10„ На сво5одном конце спирали 9 закреплена коническая пробка 11 с продольными прорезями 12. Спираль 9 изогнута по кривой, нечетное число синусоид 13 которой чередуются с П-образными участками 14.
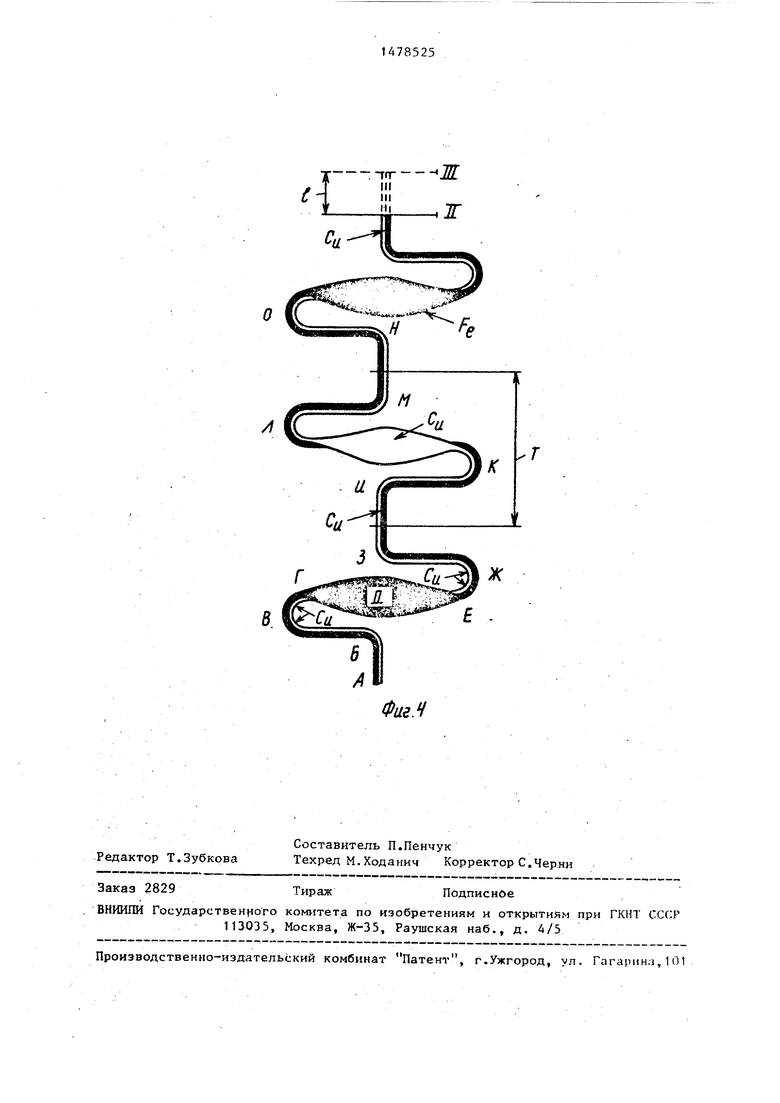
Спираль 9 (см. фиг.4) имеет продольные прямолинейные участки АБ (ЗИ, МН) и поперечные - синусоиды 13
(БВГДЕЖЗ, ИКЛМ,...), где Си - часть спирали, выполненная из меди; Fe - часть спирали, выполненная из железа; II - положение спирали до нагрева; III - положение спирали в результате термодеформации. На участке ГДЕ спираль 9 перекручена на 180 относительно первоначального положения. Таким образом на продольных
участках АБ, ЗИ, МН и т.д. расположение слоев железа (Fe) и меди (Си) поочередно меняется (в результате перекручивания спирали на участке ГДЕ), а на поперечных участках БВГ
и ЕЖЗ на внутренней поверхности расположен слой меди (Си). Также обязательным условием требуемого осевого удлинения спирали 9 является четное число продольных участков (для вза0 имной компенсации изгиба спирали 9 на этих участках) и нечетное число синусоид 13. Соседние поперечные полуволны синусоид 13 образуют поочередно переворачивающуюся букву
5 Г1 (участки ЖЗИК, ЛМНО,...). Снаружи П образных участков оказывается всегда на часть спирали 9, которая выполнена из меди (Си). Этим объясняется значительное перемещение спи0 рали 9 при нагревании в процессе работы в осевом направлении токогазоподводящей трубки 10.
Предложенная форма спирали 9 (чередование П-образных участков и си5 нусоид) и материал (биметалл железо- медь) обеспечивают достаточное перемещение спирали 9 с конической пробкой 11 вдоль оси токогазоподводящей трубки 10, а также достаточное усилие для прижима и удержания конической пробки 11 в отверстии для подачи защитного газа.
Благодаря наличию на пробке продольных прорезей 12 защитный газ не может быть полностью перекрыт, а устГЯЛИ Ъ- . - TJ-b- . --«
ремпяется через них в токогазоподво дящую трубку не широким потоком, а в меньшем количестве, которого, одна-JQ ко, достаточно для обеспечения качественной защиты сварного шва.
Спираль 9 (см.фиг.3) условно разбита на три участка, каждый из которых равен Т, где Т - шаг спирали. f5
При нагревании каждый из трех участков удлиняется на 1,5-2,0 мм. Благодаря своей форме спираль перемещается в сторону входного отверстия для защитного газа на длину, равную 20 1, которую вычисляют по формуле
1
L di,
где Ы - 1,5-2,0 мм. Тогда 1 1.1,5- 2,,5-6,0 мм, т.е спираль 9 с кон ческой пробкой 11 на конце перемес тится на величину 1 4,5-6,0 мм, достаточную для того, чтобы перекрыть свободный поток защитного газа, поступающий в токогазопояводящую трубку 10.
Спираль 9 выполнена из биметалла железо-медь. Эти материалы имеют разные коэффициенты теплопроводности и разные коэффициенты линейного расширения. У меди более высокие коэффициенты, благодаря чему медная половина ленты испытывает большие температурные деформации. В результате этого лента спирали изгибается в сторону большей деформации.
Что касается синусоид, то в ре зультате перекручивания ленты на 180 внутри каждой полуволны синусоиды оказывается та часть ленты, которая выполнена на меди. Это непременное условие для того, чтобы спираль на сннусоидкых участках при нагревании работала именно на растяжение, а не на сжатие, которое неизбежно в обратном случае.
Для обеспечения надежности работы спирали на растяжение в целом и для достижения значительного линейного направленного перемещения спираль на П-образиых участках также работает на разгиб. Это достигается тем,
Q
5
5
0
5
0
5
0
5
что с внешней стороны каждого П-об- разного участка оказывается та часть ленты, которая выполнена из медиГорелка работает следующим образом.
Устанавливают неплавящипся электрод 8 в цанговом зажиме 3 с необходимым вылетом на сред сопла Ь. Затем обеспечивают через токогазоподвод 10 подачу защитного газа к месту сварки, после этого включают подачу сварочного тока от источника и включают электрическую дугу.
Кромки соединяемых деталей нагревают до расплавления, образуя общую сварочную ванну 7. Обильный поток защитного газа обеспечивает надежную защиту сварочной ванны 7 от окисления кислородом и азотом воздуха.
Через некоторое время после зажигания сварочной дуги сопло 6 и корпус 1 горелки и токоподводящая трубка 10 разогреваются и начинают нагревать проходящий по ним защитный газ, при этом объем газа увеличивается и его требуется уже меньшее количество для обеспечения надежной защиты сварочной ванны, К этому моменту нагревается и биметаллическая спираль 9, которая под действием термодеформаций удлиняется и перемещает конусообразную пробку 11 вдоль оси токогазоподводящей трубки 10 в гторо- ну отверстия для подачи защитного газа в эту трубку. При этбм пробка 11 частично уменьшает площадь сечения, через которое проходит защитный газ в газоподводяргую трубку 10, тем самым расход защитного газа через горелку автоматически уменьшается. После выключения сварочной дуги 7 части горелки постепенно облаждаются и биметаллическая спираль 9 возвращается в начальное положение, перемещая пробку 11 и увеличивая сечение отверстия для подачи защитного газа в газоподводящую трубку 10.
Биметаллическая спираль 9 работает следующим образом.
При нагревании биметаллической спирали 9 от нагретого защитного газа продольные участки спирали АВ, ЗИ, МН и т,д. изгибаются, причем соседние участки изгибаются в противоположные стороны, так как количество участков четное, то изгиб взаимно компенсируется и синусоидальные учзг- тки БВГДЕЖЗ спирали 9 по-прежнему
1
р-чгпо-ы ;пмм ричио огнпгщ чь
НО ПРОПОГП НОЙ U-M I OKOI АЗОПОЧПОДЯщей грубки HI. При нагрело СИНУГО- идачьных УЧЯСТКОЛ счирачи ВРИ , Г,ЖЗ и т.д. пигки ич рлзпт игамтся, так как на всех внутренних участках БВГ, ЕЖЗ расночожен слой металла Си с большим линейным расширенном, чем на внешних, I результате чего происходит осевое удлинение биметаллической спирали 9 „ При остывании нее происходит п обратном порядке.
Изобретение позволяет обеспечить экономный расход защитного газа за счет его автоматического регулирова- ния в процессе сварки- Кроме того, поскольку спираль расположена п то- когазоподлодящей трубке, она работает значительно дольше, чем при размещении ее в зоно сопла, где перепады температур значительно лмше, чем в токогазоподводяшей трубке.
Предлагаемая горелка обеспечивает качественную защиту сварного шпа и является более жопомноп и наложной при эксплуатации, так как исключает визуальный контроль сварп.нка за расходом защитного газа л процессе сварки, изменяя его автоматически при нагреве токогазотюлпо.пшцей трубки и защитного газа в ней, что сногобег/ -°. i Г )6
НУОТ I rOBorVHH lr ГИ ТИ... ffTH-5- ЛОДИТ ТЬИО (И TDVI.I ,
Ф о р и у л а и 5 о б р е , с if i и 5
Горелка дня дуговой сварки л среде защитных газов неплавящиигя «леч г- родом, содержащая сопло, корпус, тоЮ когазопо.Ч юдяпую трубку и спирать для регулирования потока заигитного газа, о т л и ч а ю in а я г я гем, что, с целью уменьшения расхочл зангнтного газа и повышения напежно15 сти работы горелки, спираль на из биметалла с нечетным числом синусоидальных участков, чередующихся в П-образными участками, .чьчач часть синусоидального участка п ре20 кручена на 180°, слой металла г большим коэффициентом линейного расширения расположен внутри каждой ПОЛУВОЛНЫ синусоиды и снаружи каждого И-образного участка, а на одном из
25 концов спирали выполнена коническая пробка с продольными прорезями, при зтом спираль расположена внутри гоко- газоподводящей трубки, попки П-образ- ных участков расположены по оси тр -б30 ки, а коническая пробка расположена во входном отверстии токнгазоиоттпо- дяшел трубки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в среде защитных газов | 1987 |
|
SU1441622A1 |
| Электродный узел к горелкам для сварки неплавящимся электродом | 1980 |
|
SU944836A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 1993 |
|
RU2069612C1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU1031671A2 |
| Горелка для сварки магнитоуправляемой дугой | 1987 |
|
SU1489938A1 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1977 |
|
SU737155A1 |
| Горелка для дуговой сварки | 1983 |
|
SU1113222A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1982 |
|
SU1098709A1 |
Изобретение относится к горелкам для дуговой сварки в среде защитных газов и может быть использовано в горелках для ручной сварки неплавящимся электродом. Цель изобретения - уменьшение расхода защитного газа и повышение надежности работы горелки.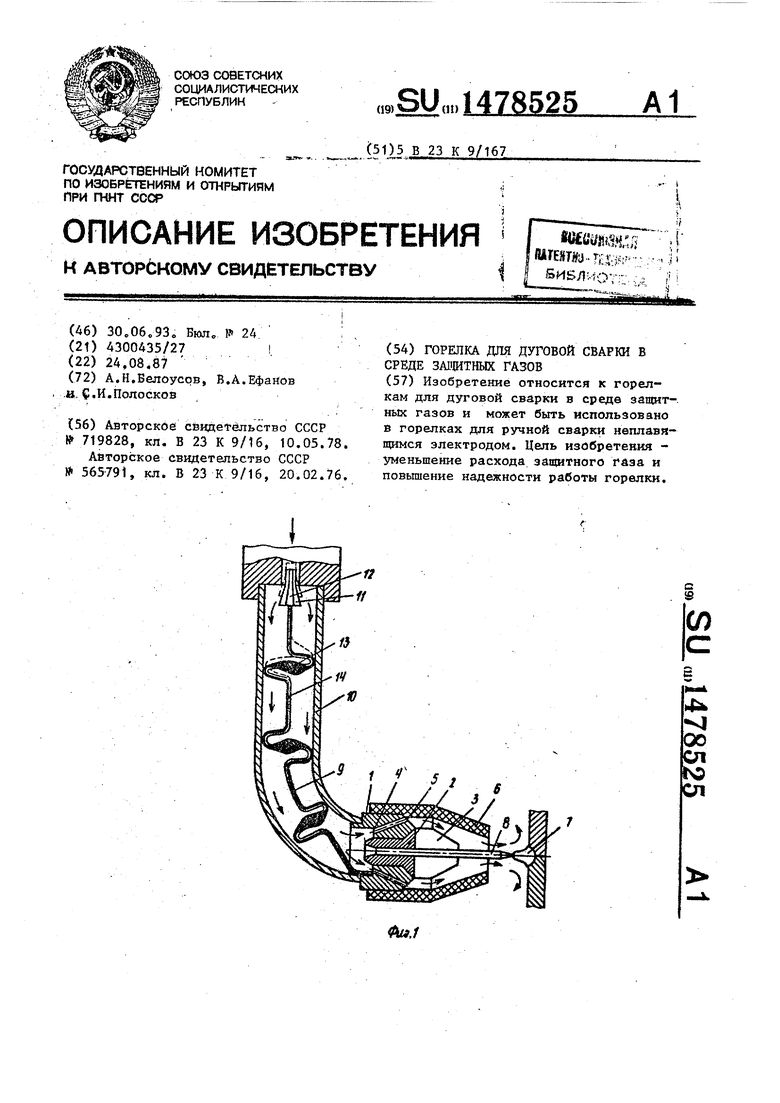
Фиг 2
12
Ул
f f
П
Фиг. 3
В
ж
Фаг.Ч
| Горелка для дуговой сварки в среде защитных газов | 1978 |
|
SU719828A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
