00 QD
Изобретение относится к порошковой металлургии и может быть использовано для смазывания инструмента при изготовлении порошковых высокоплотных длинномерных изделий поперечным динамическим горячим прессованием (ПДГП).
Известна смазка для горячей обработки металлов давлением, содержащая мас.%: графит 13, дистиллированная вода 87 СО
Однако использование данной смазки при поперечном динамическом горячем прессовании нагретых пористьк () порошковых длинномерных заготовок показьгоает, что на формующей части инструмента, вьшолненного в виде дорна, образуется нарост, что приводит к потере работоспособности инструмента и необходимости удаления нароста шлифованием. Кроме того, спрессованные изделия имеют неравномерность деформации в поверхностном слое (в направлении движения инструмента) 28-30%. Наиболее близкой к предлагаемой является технологическая смазка для .горячей обработки давлением порошковых изделий, содержащая, мас.%: дисульфид молибдена 40, силикат натрия 20 дистиллированная вода 40 123.
Известная смазка по сравнению с другими, содержащими молибденит и силикат натрия, наиболее работоспособна при температуре до ,
однако обладает высоким коэффициентом трения, а использование ее при поперечном динамическом горячем прсовании нагретых пористых порошковых заготовок приводит к тому, что неравномерность деформации изделия составляет 40-70%. Кроме того, на рабочей поверхности инструмента образуются наросты,Тчв.получаются изделия низкого качества.
Цель изобретения - повышение качества изделий путем снижения коэффициента трения смазки.
Поставленная цель достигается тем, что технологическая смазка дия горячей.обработки давлением порошковых изделий, пр 1муществен- но высокоплотяых длинномерных, содержащая дисульфид молибдена, силикат натрия и ди шшированную воду дополнительно содержит графит при следующем соотношении компонентов, мас.%:
Дисульфид молибдена 41-45
Силикат натрия 11-15
Графит4-5
Дистиллированная
водаОстальное
Технологическую смазку получают следующим образом.
Порошки дисуль зда молибдена и графита, силиката натрия и дис ткплиробайиая вода, взятые в количествах, указаншлс в табл, 1, тщательно перемешивают до получешя гомогенной смеси.
Т а б л и ц а 1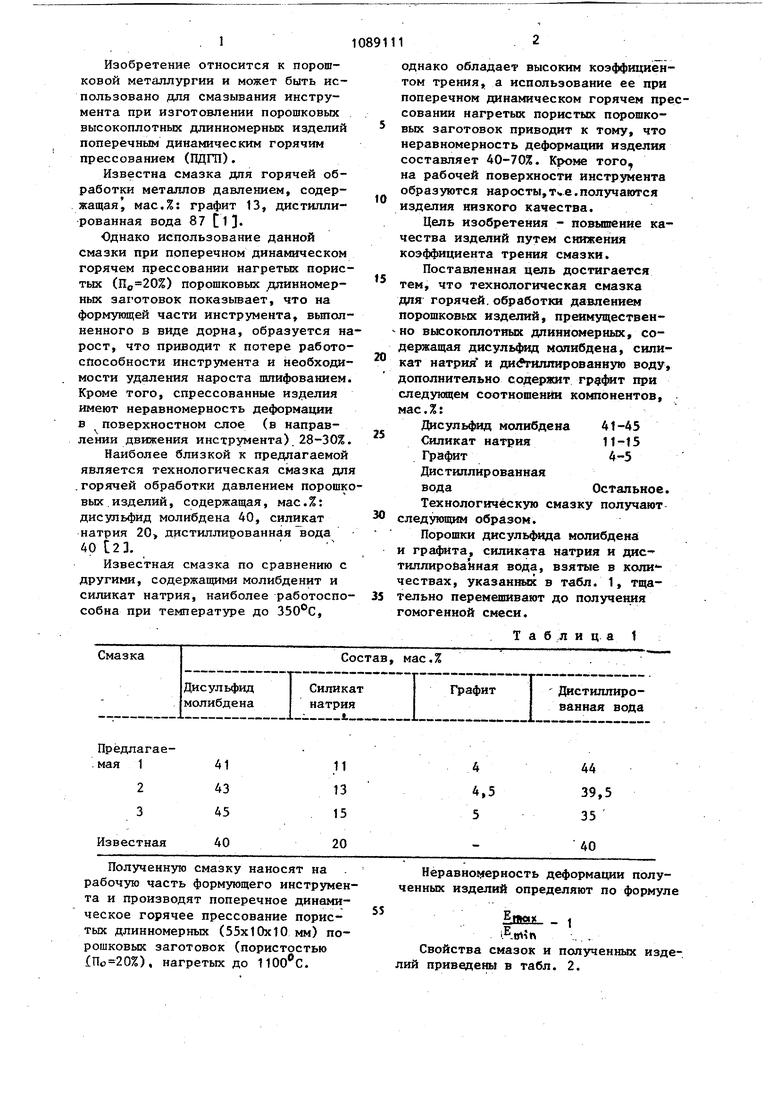
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| Способ изготовления высокоплотных спеченных изделий (его варианты) | 1982 |
|
SU1049184A1 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 2014 |
|
RU2583976C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1999 |
|
RU2203972C2 |
| Шихта для получения горячим прессованием высокотемпературного композиционного антифрикционного материала на никелевой основе | 2017 |
|
RU2672975C1 |
| Способ получения композиционного материала на основе быстрорежущей стали | 1990 |
|
SU1747526A1 |
| АНТИФРИКЦИОННЫЙ ДИСПЕРСНО-УПРОЧНЁННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1999 |
|
RU2203973C2 |
| Устройство для клинового прессования плоских порошковых заготовок | 1984 |
|
SU1205998A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ ДАВЛЕНИЕМ ПОРОШКОВЫХ ИЗДЕЛИЙ, преимущественно высокоплотных длинномерных, содержащая дисульфид молибдена, силикат натрия и дистиллированнзта воду, отличающаяся тем, что, с целью повьшенйя качества изделий путем снижения коэффициента трения смазки, оца. дополнительно содержит графит дри следующем соотношении компонентов, мас.%: Дисульфид молибдена 41-45 Силикат натрия 11-15 Гра т4-5 . Дистиллированная вода. Остальное
Полученную смазку наносят на рабочую часть формующего инструмента и производят поперечное динамическое горячее прессование пористых длинномерных (55x10x10 мм) порошковых заготовок (пористостью ), нагретых до .
Неравномерность деформации полученных изделий определяют по формуле
ifflcuL. . ,
iEoiin
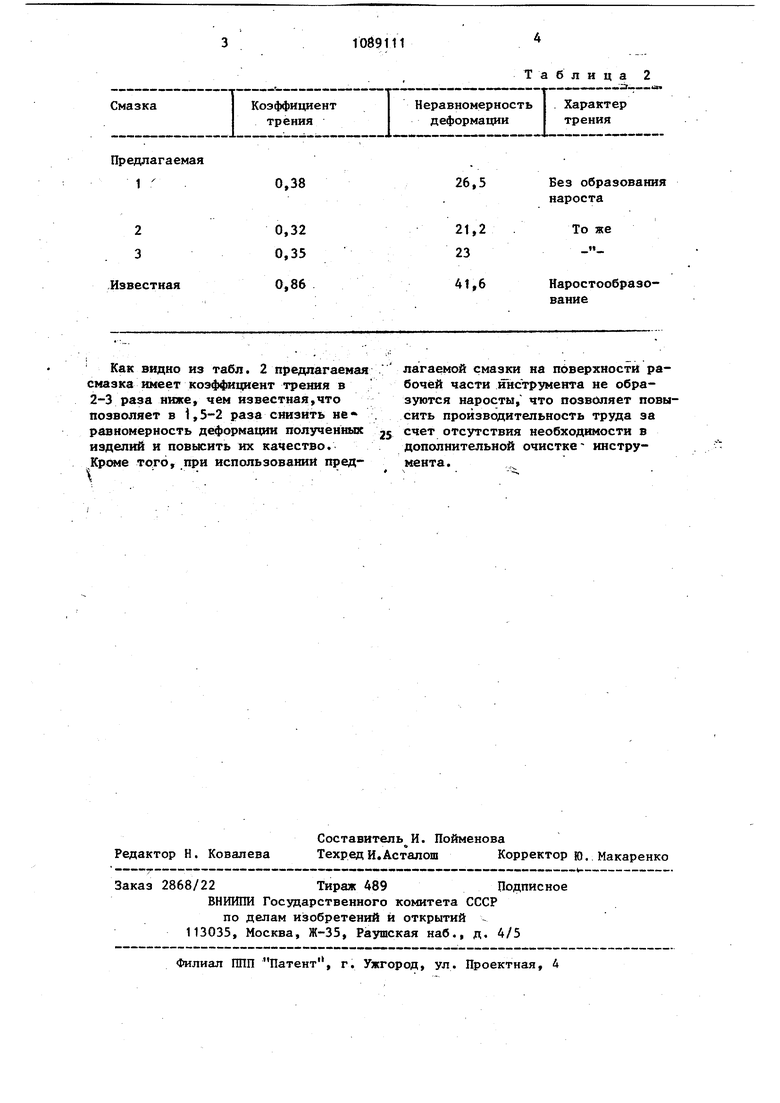
Свойства смазок и полученных изделий приведены в табл. 2.
Предлагаемая
0,38 1
Как видно из табл. 2 предлагаемая смазка имеет коэффициент трения в 2-3 раза ниже, чем известная,что позволяет в 1,5-2 раза снизить не равномерность д ормации полученных изделий и пов1л;ить их качество. Kpwie того, при использований пред
Таблица 2
l «M«l« U
Без образования
26,5 нароста
лагаемой смазки на поверхности рабочей части инструмента не образуются наросты, что позволяет повысить производительность труда за счет отсутствия необходимости в дополнительной очистке- инструмента.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Смазочно-охлаждающие жидкости и технологические смазки для горячей обработки металлов давлением | |||
| Каталог | |||
| Черкассы, 19.80, с.34 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сентюрихина Л,Н., Рубцова З.С | |||
| Петрова Л.Н | |||
| Пластичные смазки я твердыепокрытия | |||
| М., Химия, 1969, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| .« -yjj .sA.i fiTtlC - I О | |||
