Изобретение относится к порошковой металлургии, в частности к уст- р,0Йств:ам для уплотнения плоских спеченных заготовок поперечным динамическим горячим прессованием.
Цель изобретения - повышение производительности труда и качества изделий.
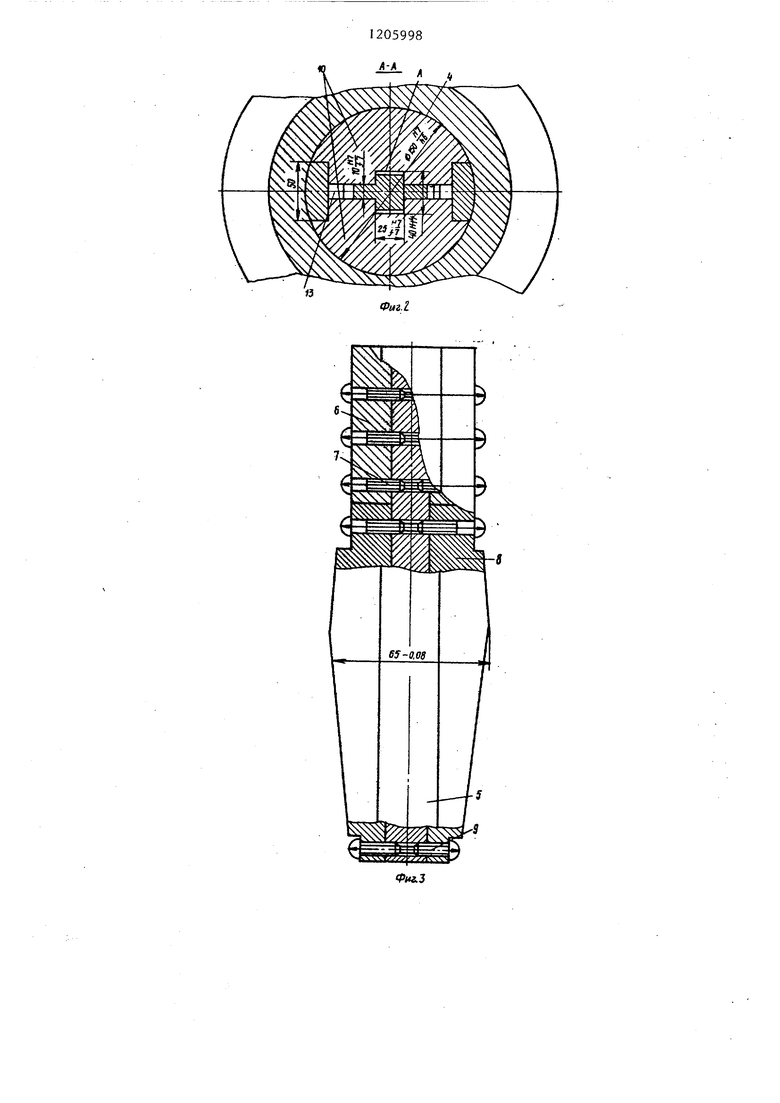
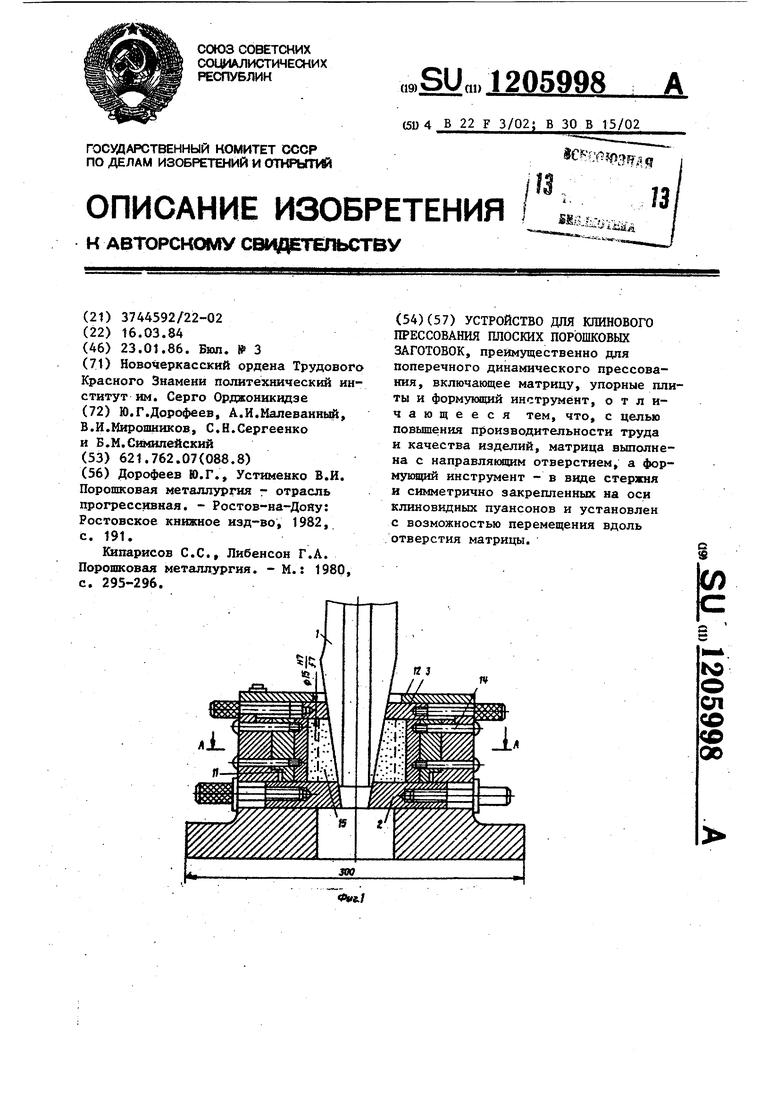
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг.2 сечение А-А на фиг.1; на фиг. 3 - конструктивное выполнение формующего инструмента; на фиг. 4 - основные геометрические параметры пуансона.
Устройство состоит из формующего инструмента 1, раздвижных плит 2 и 3, выполненных в виде ползунов, и матрицы 4, Формующий инструмент представляет собой сборную конструкцию, состйящую из направляющего стержня 3 упоров 6, закрепленных на шестерне винтами 7, и сменных клиновидных пуансонов 8, которые крепятся на направляющем стержне винтами 7 и 9. Матрица 4 выполнена составной из дву полуматриц 10 и двух вставок 11, установленных в корпусе 12. С целью изготовления плоских изделий различной толщины устанавливают мерные пластины 13, которые крепятся вин- тами 14 к вставкам 11. Упорные плиты 2 и 3 установлены для предотвращения осевого течения материала уплотняемых заготовок.
Устройство работает следующим образом.
При открытых полостях матрицы 4 (ползуны 3 раздвинуты, а ползуны 2 сдвинуты к оси матрицы) в нее помещают нагретые пористые заготовки 15.
Затем проводят закрытие полостей
матрицы, перемещая ползуны 3 к центру матрицы. При заходе клиновидных пуансонов в полость матрицы их заборная часть производит уплотнение заготовок 15 в поперечном направлении. Формующий инструмент 1 обеспечивает последовательное уплотнение малых объемов порошкового материала заготовок в условиях наличия на контактных поверхностях сил трения, поперечных уплотняющих напряжений, а также сдвигающих осевых усилий. Наличие последних способствует повьше- нию качества высокоплотных плоских изделий за счет равномерного распределения порошкового материала. После завершения прессования (доуплотне- ния) формующий инструмент 1 извлекают из полости матрицы 4, раздвигают ползуны 5 и удаляют заготовки.
Остаточная пористость заготовок не превышает 1,5%, неравномерность распределения плотности Но не пре- вьш1ает 2,5%.
Предлагаемая конструкция формующего инструмента позволяет изготавливать за один ход ползуна пресса одновременно два и более высоко - плотных порошковых изделий, что значительно повьшает производительность устройства. Применение симметрично расположенных пуансонов на направляющем стержне обеспечивает предотвращение перекоса формующего инструмента при поперечном горячем доуплотнении спеченных пористых заготовок. Вследствие этого уменьшаются потери на трение между стержнем и матрицей, что способствует снижению энергозатрат при прессовании.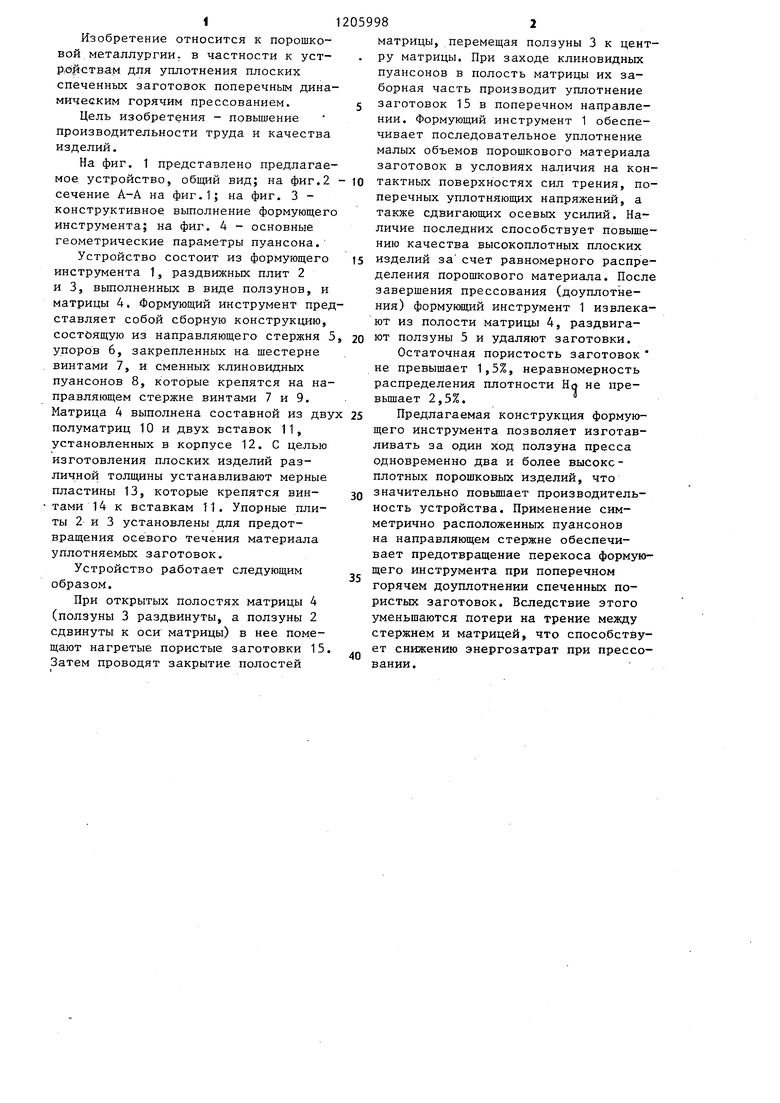
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления высокоплотных спеченных изделий (его варианты) | 1982 |
|
SU1049184A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| Способ изготовления спеченных изделий | 1975 |
|
SU555989A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ДЛЯ ПОЛУЧЕНИЯ КОНЦЕВОГО ИНСТРУМЕНТА | 2004 |
|
RU2275988C2 |
| Штамп для горячей штамповки порош-КОВыХ зАгОТОВОК | 1979 |
|
SU846108A1 |
| Устройство для штамповки изделий из порошковых материалов | 1985 |
|
SU1282959A1 |
| Устройство для прессования изделий | 1976 |
|
SU604627A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2313421C2 |
| Установка для горячей штамповки изделий из порошка | 1984 |
|
SU1227337A1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |

У4М.
W
2(раска
Фкг.
Составитель Л.Гамаюнова Редактор Н.Бобкова Техред Ж.Кастелевич Корректор М.Максимишинец
Заказ 8601/11 Тираж Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий .113035, Москва, , Раушская наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
| Дорофеев Ю.Г., Устименко В.И | |||
| Порошковая металлургия г отрасль прогрессивная | |||
| - Ростов-на-Дояу: Ростовское книжное изд-во, 1982, с | |||
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
| Кипарисов С.С., Либенсон Г.А | |||
| Порошковая металлургия | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| УСТРОЙСТВО ПАРОПЕРЕГРЕВАТЕЛЯ | 1920 |
|
SU295A1 |
